Изобретение отиОСигся к области сварки.
Из1вестен способ дуговой сварки не1пла8ящим ся электродОМ с 1падогревом свариваемых деталей. Однако .при шрименении указанного способа отсутствует :пареме111И ва1Ние жаьдкого металла ов ар очной ванны.
Предлагаемый слособ отличается от известного тем, что щбплавящемуся электроду придают вращателБное по окружиости с ладачей иа него И:М1пуль1СОв различной мощио;сти, одни из (которых (служит для 1подогре.ва, а другой - для .сварки. При перемещении электрода ио окружности от О до 180° «а «его подают имнульс .подогрева, а от 180° до 360°- сварочный имлульс. При юеремещении электрода по окруж НОСТ1И от О до 180° на него подают овароч1ный импульс, а от 180° до 360° - импульс Подогрева.
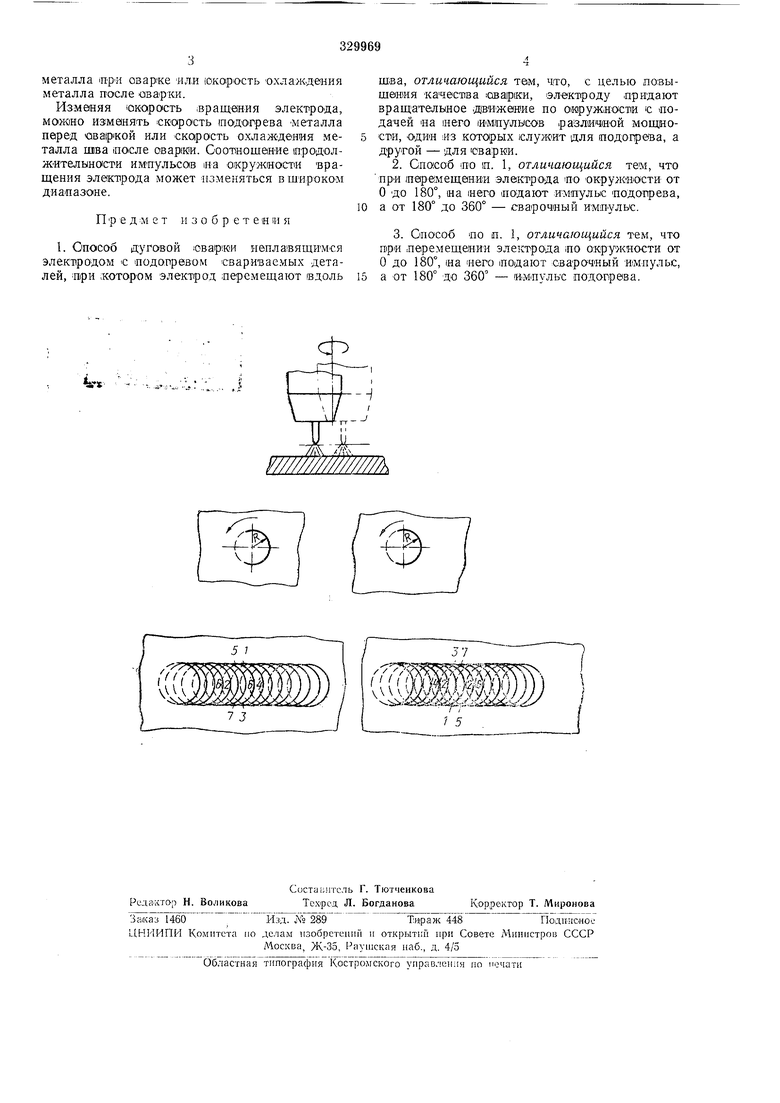
Чертеж поясняет предлагаемый способ.
При предварительном подоправе lOBapiHiBaeмых :иромоК электрод, ъращ ающийся по окружности, работает таким образом, что на участке 1-3 окружности подается импульс подогрева, а на участке 3, 4 ъ 1 - сварочный импульс, riip-и отжиге металла шва после оварки на электрод на участке /-3 подается сзаро-чный импульс, а на участке 3, 4 я 1 - имиульс подогрева.
Металл сварного шва на участке /-3 неоднократно подвергается налреву по режиму
отжига при дв1ижении электрода по следуюЩ И;м окружностям. Кроме того, Металл сварного на участке /-3 будет подвергаться дополнительному нагреву при налолсении шва на участке 5-7 следующей окружности.
Вращение электрода :в процессе сварки оказывает существенное влияние на характер распределения температур в металле сварочной ванны, металле шва и околошовной зоны, псремещива ние жидкого металла 1ва;н;ны и условия кристаллизапни .металла шва. Изменяя радиус Вращения электрода таким образо-м, чтобы окружность -вращения .находилась щ пределах расплавленной ванны, изменяя ча.стоту вращения и .подавая импульсы различной величины и продолжительности, можно изменять температурный режим расплавленной ваины, изменять объем расплавленной и время пребывания металла в .распла|Вленном состоянии, оказывая тем самьгм вЛИяние 1на характер кристаллизации металла шва, распределение химических элементов и со.держание газов в металле шва, форму и габариты шва, структу.ру 1И величи.ну околощовной зоны.
Изменяя радиус вращения электрода таки.м образом, чтобы одна часть окружности .служила для подогрева ил.и отжига металла за пределами расплавленной ванны, а другая - для .сварки, можно снизить скорость нагрева
металла ЩН аварке Или lOKOipocxb охлаждения металла после аварки.
Изменяя скорость (вращения электрода, можно изменять скорость иодогрева металла перед сваркой или скарость охлаждения металла шва после овар1К и. Ооот1ношанИе продолжительнасти импульсов «а ожружносии вращения эле1кл1рода может изменяться в широком диапазоне.
П р е д Л1 е т изобретен ai я
1. Способ дуговой сварки неплавящимся электродом с подолревом свариваемых деталей, ири котором электрод перемещают вдоль
шва, отличающийся тем, что, с целью повышения качества сшарки, электроду придают вращательное .д|вижен1ие по ок руЖ|Ност(и с лодачей «а 1него Импульсов различной мопщости, одиН ;из которых 1служит для иодолрева, а другой - для сварки.
2. Опасоб ло п. 1, отличающийся тем, что при /перемещении электрода по окружоости от О до 180°, 1на 1него подают импулыс подопрева, а от 180° до 360° - сварочный импульс.
3. Способ по п. 1, отличающийся тем, что при перемещении электрода ino окружности от О до 180°, 1на пего подают сварочный импульс, 15 а от 180° до 360° - импульс подогрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1972 |
|
SU334021A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ ручной электродуговой сварки | 1980 |
|
SU946841A2 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Способ дуговой сварки | 1990 |
|
SU1818180A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| СПОСОБ ДУГОВОЙ СВАРКИ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2005 |
|
RU2374047C2 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
Vs
