(54) СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавящимся электродом с короткими замыканиями и устройство для его осуществления | 1987 |
|
SU1563917A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2002 |
|
RU2210475C1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| СПОСОБ ТЕСТИРОВАНИЯ УСТАНОВКИ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2010 |
|
RU2440875C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2253551C2 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1278151A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для управления электродуговой сваркой | 1983 |
|
SU1123802A1 |
1
Изобретение относится к сварочному производству, а именно к применению ультразвука в процессе электродуговой сварки с короткими замыканиями дугового промежутка.
По основному авт. св. № 515608 известен способ, при котором в электроде возбуждают импульсные ультразвуковые колебания.
Длительность импульсов ультразвуковых колебаний устанавливается из условия формирования капли заданного объема, амплитуды из условия достижений заданного технологического эффекта, например, дегазации. Частота следования импульсов ультразвуковых колебаний подбирается близкой к естественной частоте коротких замыканий дугового промежутка.
Известный способ позволяет нормировать длительность и интенсивность ультразвуковой обработки расплавленного металла, характер переноса электродного металла в сварочную ванну и тем самым улучшить качество сварного шва 1.
Однако поскольку при электродуговой сварке естественная частота чередования периодов горения дуги и периодов коротких замыканий дугового промежутка не являетря постоянной, при ультразвуковой обработке расплава по известному способу возникают большие трудности в выборе частоты следования импульсов ультразвуковых колебаний, которая в этом случае является
5 постоянной (наперед заданной). Несовпадение частоты коротких замыканий с частотой следования ультразвуковых импульсов приводит к снижению эффективности ультразвуковой обработки расплава, качество ме)Q талла шва получается нестабильным.
Цель изобретения - повышение качества сварного шва за счет снижения пористости металла.
Поставленная цель достигается тем, что подачу импульсов ультразвуковых колеба15 НИИ на электрод осушествляют синхронно с периодами горения дуги и периодами коротких замыканий.
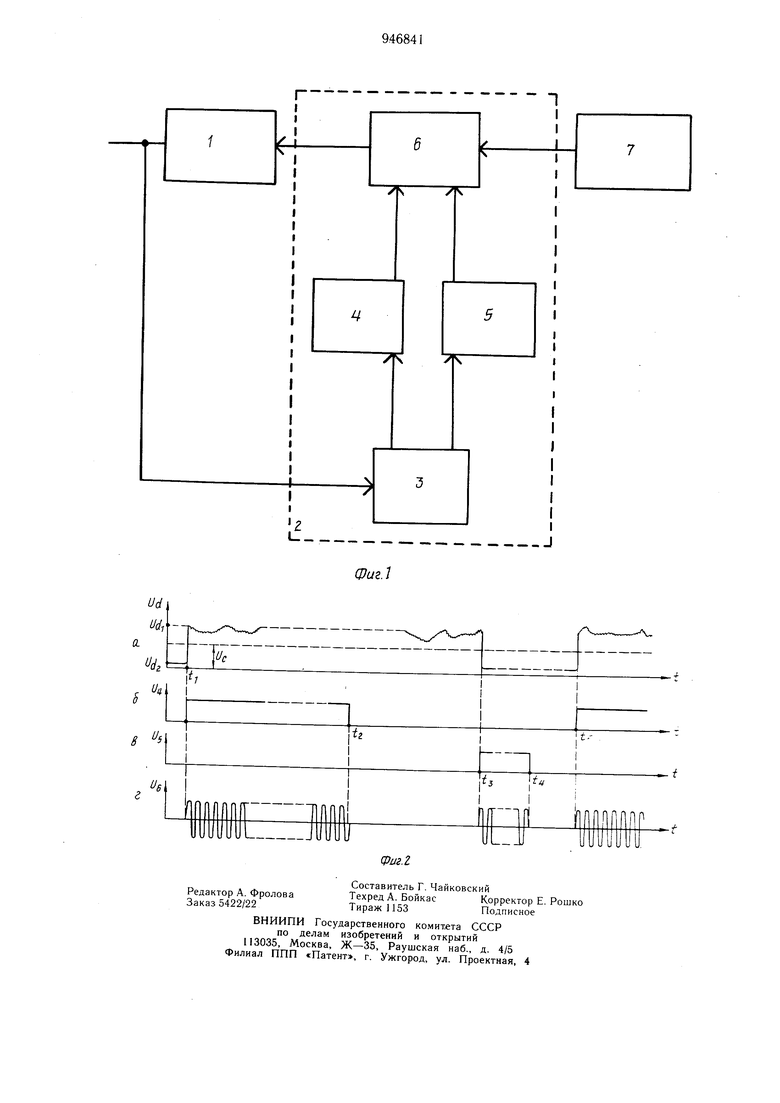
На фиг. 1 показана блок-схема устройства для реализации способа;на фиг. 2 гра2Q фически изображена осциллограмма напряжений, поясняюшая способ ручной электродугдвой сварки и принцип работы устройства; (а - осциллограмма напряжения дугового промежутка Ud ; б - осциллограмма импульсов иJ на выходе фориирователя 4, в - осциллограмма импульсов Ug на выходе формирователя 5; г - осциллограмма импульсов ультразвуковых колебаний на выходе ключа 6). Устройство для электродуговой сварки содержит электрододержатель с магнитострикционным преобразователем 1 со встроенным в него магнитострикционным преобразователем, синхронизатор подачи ультразвуковых колебаний с периодами горения ду|-и 2, содержащий пороговый элемент 3, выполненный с двумя выходами, каждый из которых соединен соответственно со своим формирователем 4 и 5 импульсов, выходы которых подключены параллельно ко входу ключа 6, коммутирующего выход генератора ультразвуковых колебаний 7. Устройство работает следуюш,им образом. На пороговый элемент 3 подается напряжение дугового промежутка Ud, осциллограмма которого при установивп1емся процессе сварки (фиг. 2 а) содержит чередующиеся периоды горения дуги и периоды короткого замыкания дугового промежутка. Напряжение срабатывания и отпускания порогового элемента Uc выбирается: таким, чтобы исключить ложное срабатывание его па случайные всплески напряжения дуги. В начале цикла работы, в момепт ti начала горения дуги, напряжение дугового промежутка скачком возрастает до Udi , пороговый элемент срабатывает и запускает формирователь 4 импульсов, генерирующий и.аднульс длительностью t2-t; (фиг. 2 б), который подается па вход ключа 6 и поддерживает его во включенном состоянии. Ключ коммутирует выход генерат1эра 7 ультразвуковых колебаний и таким образом формируется импульс ультразвуковых колебаний (фиг. 2 г), возбуждающих с помощью магнитострикнионного преобразователя электрод в период горения дуги. В момент времени tj начала короткого замыкания дугового промежутка, вызванного перетеканием капли расплавленного .металла в сварочную ванну, напряжение дугового промежутка падает до Urfi, и пороговый элемент 3 возвращается в исходное состояние и запускает формователь 5 импульсов, генерирующий импульс (фиг. 2(в) длительностью t.-ij, который также подается на вход ключа, коммутирующего выход генератора 7. В электроде возбуждается имнульс ультразвуковых колебаний длительностью t4- tj. В дальнейшем с момента времени tj цикл работы устройства повторяется. Длительность и.мпулъсов ультразвуковых колебаний (t2-tj и t,-tj) и их амплитуды устанавлива19тся достаточными для эффективной обработки расплава электродного металла и металла сварочной ванны (в периоды горения дуги и короткого замыкапия дугового промежутка соответственно), но не выше значений, при которых нарушается нормальное формирование сварного щва. Пример. Свариваемая конструкция (полотнище с ребрами жесткости) изготовлена из стали .АК29. Сварку производят низколегированными электродами с карбонатнофлюоритным покрытием марки 48Н-13 но ОСТ 9244-75 диаметро.м 4 мм. Кромки основного металла перед сваркой подогревают до температуры 100--110°С. Контроль температуры подогрева осуществляется термоэлектрическим прибором типа ТКП-1. Сварку ведут постоянным током обратной полярности. Ток сварки для нижнего положения устанавливается в пределах 160- 180 А, для других пространственных положений - в пределах 140-160 А. Свариваемая копструкция дефектов не имеет. Испытапие нредлагае.мого способа в производственных условиях показывает, что количество газовых нор в сварном соединении сокращается на 40% при удовлетворительной стабильности качества по сравнению с существующей технологией. Способ может найти широкое при.менение в процессе электродуговой сварки с короткими замыканиями, в частности, при многопроходной сварке 1нтучным11 электродами толстостенных изделий. Формула изобретения Способ ручной электродуговой сварки по авт. св. № 515608, отличающийся тем, что, с целью повышения качества сварного сое динения за счет снижения пористости металла щва, подачу импульсов ультразвуковых колебаний на электрод осуществляют синхронно с периодами горения дуги и перио дами коротких замыканий. Источники информации, нринятые во внимание при экспертизе 1. Авторское свидетельство СССР Ко 515608, кл. В 23 К 9/14, 13.05.74 (прототип) .
