Изобретение относится к области машииостроения.
Известны способы закрепления деталей с помощьЕО заклепок, например, закрепление бандажа с помощью заклепкп на трубной лопатке при сборке рабочих колес.
При использовании известны.х способов закрепления деталей формообразование головки заклепки производят путем холодной клепки или осадки всей выступающей пад бандажогл части заклепки.
Эта работа обычно выполияется с пpп ieнепием тяжелых ручных молотков, различных клепальных устройств, ручных или стацпонарпых прессов.
Однако при приложении к лопатке значительных усилий при осадке она деформируется в продольном направлении, а ири ириложении малых усилий ири клейке, формообразование головки заклейки производится сс значительными дефектами: с наклепом в поверхностном слое материала заклепки и с треи.1инами в нем. Поэтому перечисленные способы применимы только для закрепления бандажа с помощью заклепок малых размеров, когда формообразование головки заклепкп можно производить приложением неболыиих усилий.
наклепа и трещин в материале заклепк, увеличение наружной нрочности и надежности закрепления деталей.
Формообразование го.ювкп заклепкп производят путем одповременно выполняемых осадкп п отбуртовки только периферийной частн выступающего над бандажом конца за -;лепкн п оставляют ири этом в ее средней части педеформируемьи , который затем
срезают.
Для улучщенпя условий отбуртовки перпферпйной частн конца закленкн на наружных краях отверстпя под заклегп у в сопрягаемой детали, например в бапдаже, выполняется наружная фаска, глубнной на половину толщииы детали. При этом, когда на наружных краях бандажа выполняют углубления, осадку и отбуртовку переферийной части заклепки выполняют заподлицо с бандажом.
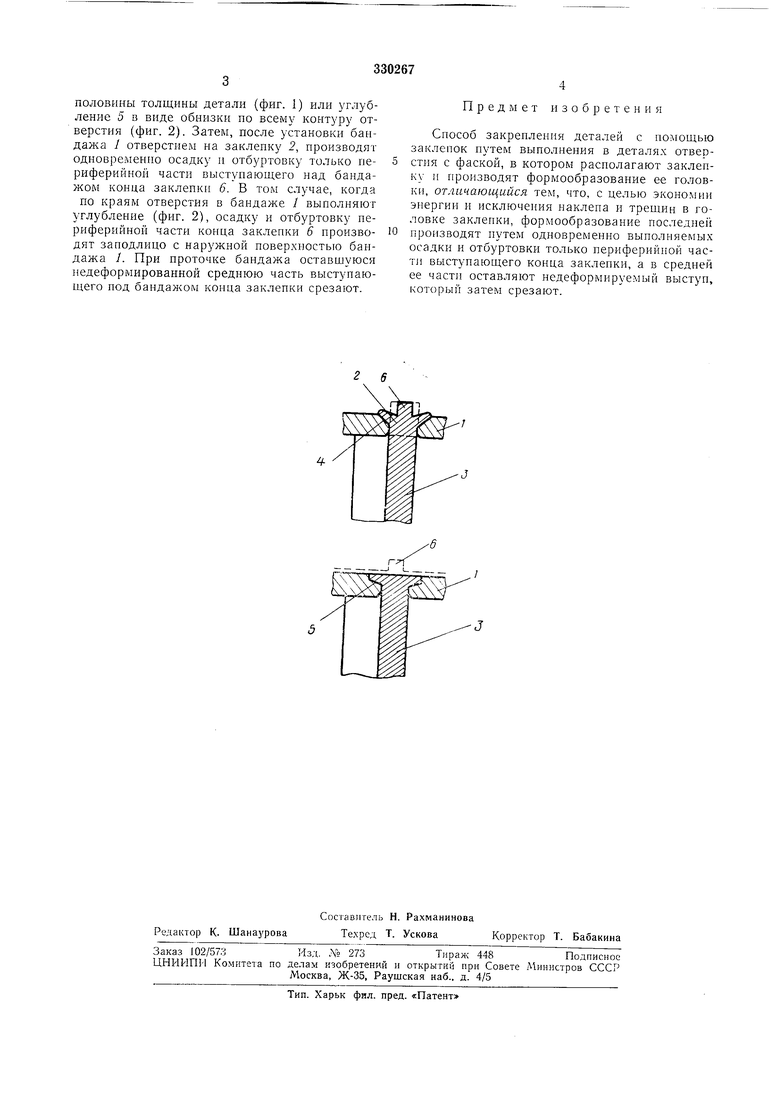
На фиг. 1 показана схема закрепления бандажа с помощью заклепки (на наружных краях отверстня в бапдаже выполнены фаска пли углубление).
(Пунктиром изображена первоначальная
форма выступаюн1.его над бaндaжo г конца заклепки).
Снособ осун1,ествляется следующпм образом. Сначала на наружной стороне отверстия в бандаже / нод заклепку 2, образованную на
половины толщины детали (фиг. 1) или углубление 5 в виде обнизки по всему контуру отверстия (фиг. 2). Затем, после установки бандажа / отверстием на заклепку 2, производят одновременно осадку н отбуртовку только периферийной части выступающего над бандажом конца заклепки 6. В том случае, когда по краям отверстия в бандаже / выполняют углубление (фиг. 2), осадку и отбуртовку периферийной части конна заклейки 6 производят занодлино с наружной поверхностью бандажа /. При проточке бандажа оставшуюся недеформированной среднюю часть выступающего под бандажом конна заклепки срезают.
Пред.мет изобретения
Способ закрепления деталей с номощью заклепок путем выполнения в деталях отверстия с фаской, в котором располагают заклепку и производят формообразование ее головки, отличающийся тем, что, с целью экономии энергии и исключения наклепа и трещин в головке заклепки, формообразование нослед}1ей производят иутем одновременно выполняемы. осадки и отбуртовки только периферийной части выступающего конца закленки, а в средней ее части оставляют недеформируемый выстуи, который затем срезают.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для скрепления деталей пустотелыми заклепками | 1955 |
|
SU105448A1 |
| КЛЕПАЛЬНОЕ УСТРОЙСТВО | 1971 |
|
SU288989A1 |
| Устройство для постановки односторонних заклепок | 1977 |
|
SU941006A2 |
| Заклепка для потайной клепки | 1976 |
|
SU600335A1 |
| СПОСОБ ИМПУЛЬСНОЙ КЛЕПКИ | 1994 |
|
RU2076014C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| ЗАКЛЕПКА, СТОЙКАЯ К СРЕЗУ, И ПИЛЬНАЯ ЦЕПЬ | 2006 |
|
RU2429117C2 |
| ЗАКЛЕПКА ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ | 1994 |
|
RU2134364C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ДЕТАЛЕЙ БЫТОВОГО ЭЛЕКТРОПРИБОРА | 1998 |
|
RU2208720C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1973 |
|
SU397258A1 |
