1
Изобретение относится к механосборочному производству, в частности к сборке заклепками.
Известен способ соединения деталей, заключающийся в том, что в отверстие пакета собираемых деталей устанавллвают заклепку с последующим формированием замыкающей головки.
Цель изобретения - повышение герметичности и коррозионной стойкости.
Для этого в качестве заклепки используют отрезок шнура, сплетенного из прядей стекложгута и пропитанного связующим. При этом в жгут по его оси с двух сторон устанавливают твердые армирующие стеклопластиковые оформители по форме головок заклепок, преимущественно конусные, и перемещают .их навстречу друг другу, а после полимеризации связующего выступающие части заклейки обрезают залодлицо.
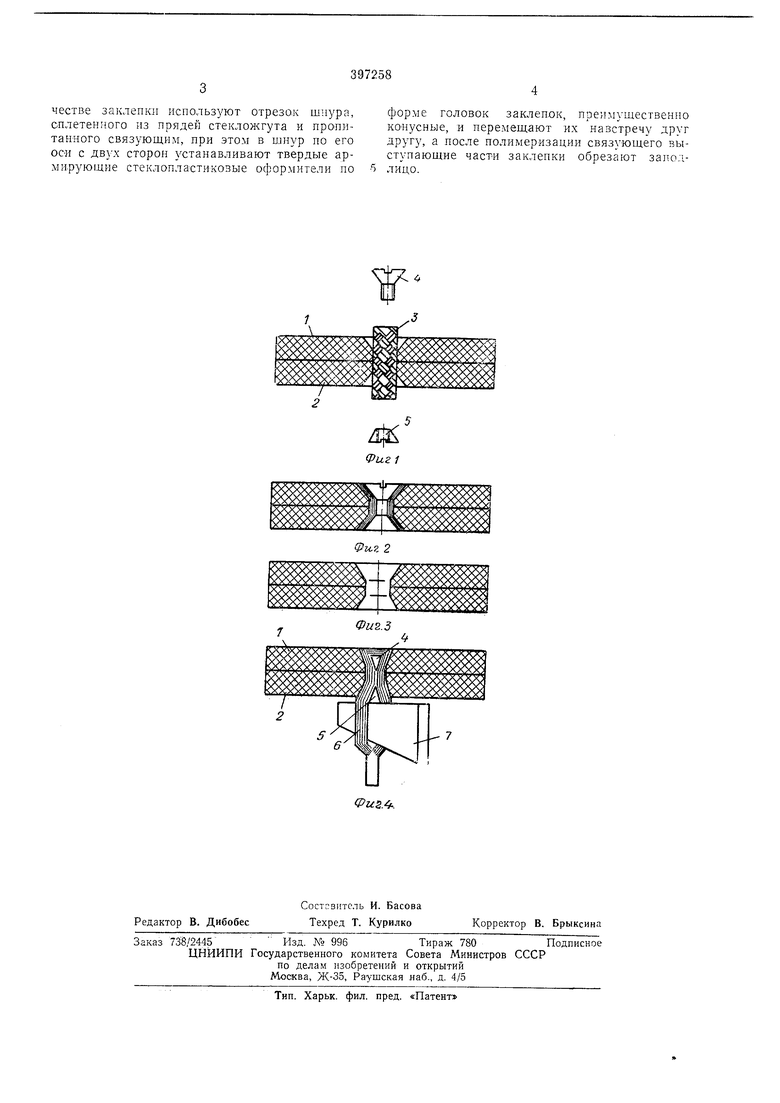
На фиг. 1 изображены составляющие соединения и заклепки; на фиг. 2 - сформированная заклепка, общий вид; на фиг. 3 - соединение, общий ВИД; на фиг. 4 - .вариант выполнения заклепки с помощью клепа.
В пакете соединяемых деталей / и 2 выполняют отверстия требуемой формы, например, для потайной клепки.
В качестве заклепки в отверстие вводят -отрезок шнура 3, сплетенного из прядей стекложгута и пропитанного связующим на основе полиэфирных или эпоксидных смол холодного отвержения. Шнур быть полый. В ориентированный отрезок шнура по его оси с двух сторон устанавливают твердые армирующие стеклопластиковые оформители 4 и 5 по форме головок заклепок, преимущественно конические, которые перемещают навстречу один другому.
При их сближении стекложгуту придается требуемый изгиб по форме отверстия и оформ ителей. Оформители 4 и 5 для сохранения однородности заклепки можно отщтамповать предварительно из того же мелкорубленного стекловолокна на основе того же связующего.
Оформители могут быть выполнены с резьбовой частью для свинчивания или для их перемещения может быть использована петля из более длинного стекложгута 6 и клепа 7.
После полимеризации связующего выступающие части заклепки обрезают заподлицо.
Предмет изобретения
Способ соединения деталей, заключающийся в том, что в отверстие пакета собираемых деталей устанавливают заклепку с последующим формированием замыкающей головки, отличающийся тем, что, с целью повышения герметичности, коррозионной стойкости, в качестве заклепки используют отрезо.к шнура, сплетенного из прядей стекложгута и пропитанного связующим, при этом в шнур по его оси с сторон устанавливают твердые армирующие стеклопластиковые оформители по
форме головок заклепок, преимущественно конусные, и перемещают их навстречу друг другу, а после полимеризации связующего выступающие части заклепки обрезают заподлицо.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения стеклопластиковых деталей | 1979 |
|
SU770819A1 |
| Изоляционный несущий элемент | 1989 |
|
SU1753496A1 |
| Заклепка и способ получения неразъемного заклепочного соединения | 1991 |
|
SU1810627A1 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО СИЛОВОГО ЭЛЕМЕНТА | 2021 |
|
RU2791942C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛОПЛАСТИКА | 1969 |
|
SU235285A1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2003 |
|
RU2261374C2 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2001 |
|
RU2219390C2 |
| Способ клепки и пневматический пресс для его осуществления | 1988 |
|
SU1602603A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |