Изобретение касается ,1ашиностроеиия и может быть использовано для соединения деталей из разлнчиы.х материалов преимущественно из термопластических пластмасс.
Известно резьбовое соединение металлической детали с неметаллической, содержащее виит и нромежуточиый элемент. Такое соед 1иение образуется путем вв шчпвания металлического винта в безрезьбовое отверстие детали из термопластичного материала, )аири.мер полистирола, капрона и т. д. При ввиичиваиии металлического винта в деталь из термопласта происходит нарезка резьбы в детали. В результате погреншостей изготовлеиия металлического винта резьба в термопластпчиой детали получается с дефектами. Прочиоеть резьбового соедииеи 1я такого тина ограничивается прочностью витков нарезанной резьбы термопластичной детали, которая, в свою очередь, зависит от илощади прилегания резьбовых витков гайки и виита.
Предлагаемое соединеиие отличается те.м, что промежуточиы элемент выиолнен заодно с неметаллической деталью в виде частично утепленного в ней стерж; я с кольцевой проточкой .между ними, а винт выполнен нолы.м с резьбами по наружнему н внутренне.му диаметрам. Это позволяет экономить металл н сокращает время сборк;г.
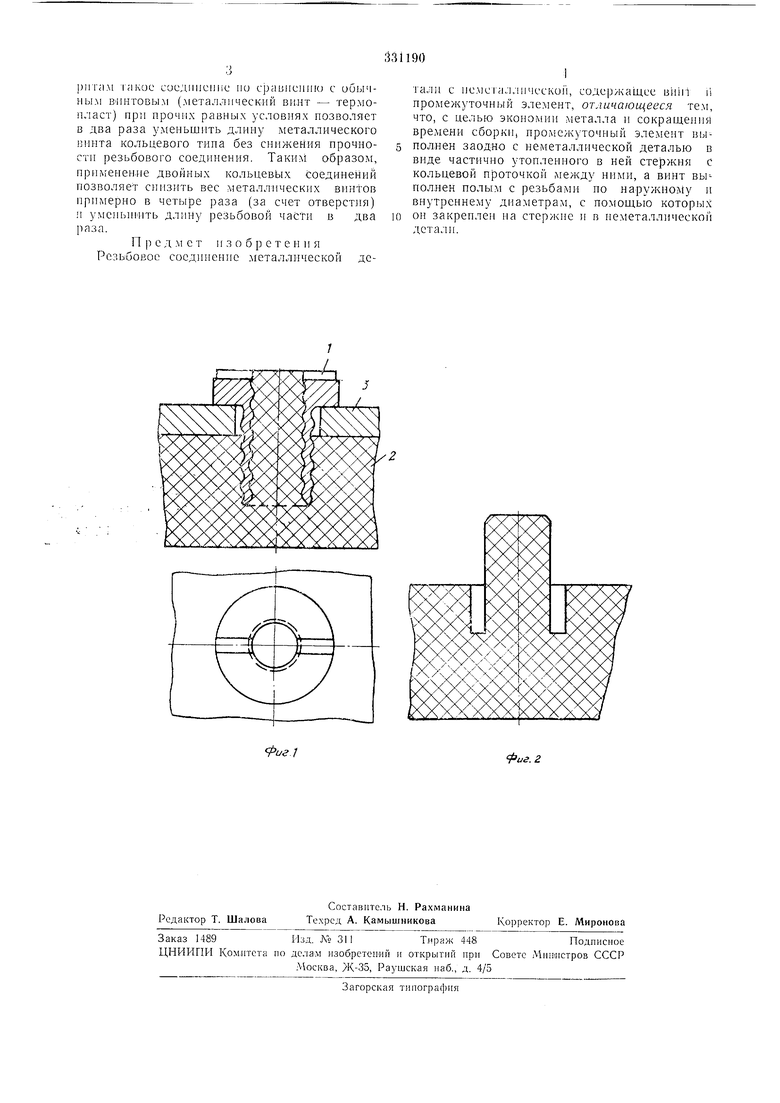
Д1п1ение; на фиг. 2-форма иредварительиого стержня под резьбовое соед1И1ение в термопластично детали.
Резьбовое соединение состоит из иолого
металлического винта / кольцевого типа с волнисты.м профилем резьбы, выполненным по наружной и внутренней диаметрам его, промежуточной пластмассовой ответной части 2, которая выполняется заодно с деталью, напрпмер, лптьем под давленнем, п скрепляе.мой детали 3. Металлпческпй BIHIT выполняется, папример, высадкой с последующим получением волнистого профиля резьбы, 1апример, магнитно-импульсным способом, т. е. с максимальной нронзводительностью труда. Па винта имеется шлни или игестигранник.
Соединение может собираться, например,
в горячем виде: нагретый до 100-150С металлнчески винт навинчивается па стержеиь,
новерхиость которого под действие.м теплоты разогревается п оплавляется, термопласт затекает во впадипы резьбы. Так как прочность на сдвиг или срез металла на одну-два порядка выще прочности па срез пластмассы, то
замена крепежных отверстий под резьбу па кольцевые п применение двойного нрофиля позволяет почти в два раза увел 1Ч11ть поверхность среза пластмассы в резьбовом соединении и, следовательно, увеличить его прочритлм i;iKjc соединенно по сравнению с ои1лчным Вннтовым (.металлический впит - термоп.част) нри прочих равных условиях позволяет в два раза уменьшить длину металлического винта кольцевого типа без снижения прочности резьбового соединения. образом, нрнменен.не двойных кольцевых соединений позволяет снизить вес металлических винтов нрнмерно в четыре раза (за счет отверстия) и уменыннть длину резьбовой часТи в Два раза.
П р е д Л1 е т н з о б р е т е и и я Резьбовое соединение .металлической детали с ис.1сталличсско1 1, содержащее винт li промежуточный элемент, отличающееся те.м, что, с целью экономии металла и сокращеиия вре.мени сборки, про.межуточный элемент выполнен заодно с неметаллической деталью в виде частично утопленного в ней стержня с кольцевой проточкой между ними, а винт вьгполлен полы.м с резьбами по наружно.л1у и внутреннему диаметрам, с помощью которы.х он закреплен на стержне и в не.металлической детали.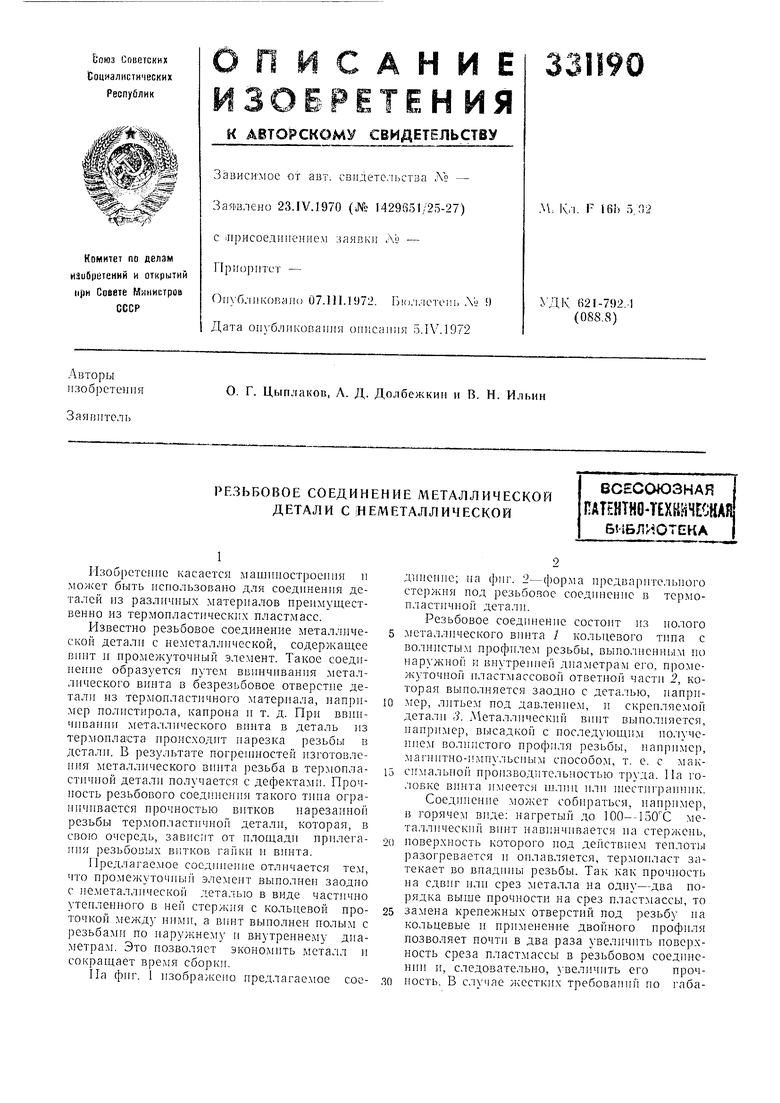
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения металлической детали с неметаллической | 1977 |
|
SU734436A1 |
| ГАЗОВЫЙ РЕГУЛЯТОР С НЕМЕТАЛЛИЧЕСКИМИ ЭЛЕМЕНТАМИ (ВАРИАНТЫ) | 2010 |
|
RU2461862C2 |
| РУЧНОЕ ГАЗОПЛАМЕННОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2010 |
|
RU2458285C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2079764C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АРМИРОВАННЫХ ВОЛОКНОМ ТЕРМОПЛАСТОВ (ВАРИАНТЫ) И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 1995 |
|
RU2145547C1 |
| Устройство для соединения металлической детали с неметаллической | 1978 |
|
SU721569A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2079765C1 |
| Способ присоединения деталей к стеклянной трубе | 1976 |
|
SU688461A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ | 1999 |
|
RU2207452C2 |
| Способ соединения и разъединения труб лазерной сваркой | 2020 |
|
RU2752905C1 |
