1
Изобретение относится к области жилиидкого строитель,ства и может быть использовано для строительства объектов архитектуры малых форм, мотелей, рабочих поселков и других назначений.
Известна форма для изготовления объемных блок-комнат, включающая поддон, наружные щиты, щарнирно связанные с поддоном, сердечник, выполненный в виде жестко закрепленного на поддоне каркаса и внутренних щитов с кронштейнами, соединенных посредством шарнирных тяг, установленных в кронштейнах, и потолочную плиту .
Недостатком конструкции такой формы является сложность ее перемещения краном и съем формы с изделия, который ведет к перекосам и деформациям и пе обеспечивает необходимую плотность по кромкам стыков с поддоном.
Цель изобретения - упрощение процесса распалубки.
Указанная цель достигается тем, что в форме для изготовления объемных блоккомнат, включающей поддон, наружные щиты, щарнирно связанный с поддоном сердечник, выполненный в виде жестко закрепленного на поддоне каркаса п внутренних щитов с кронщтейнами, соединенных посредством щарнирных тяг, установленных в кронштейнах, и потолочную плиту, кронштейны выполнены с вертикальными пазами, в которых подвижно размещены шарниры тяг.
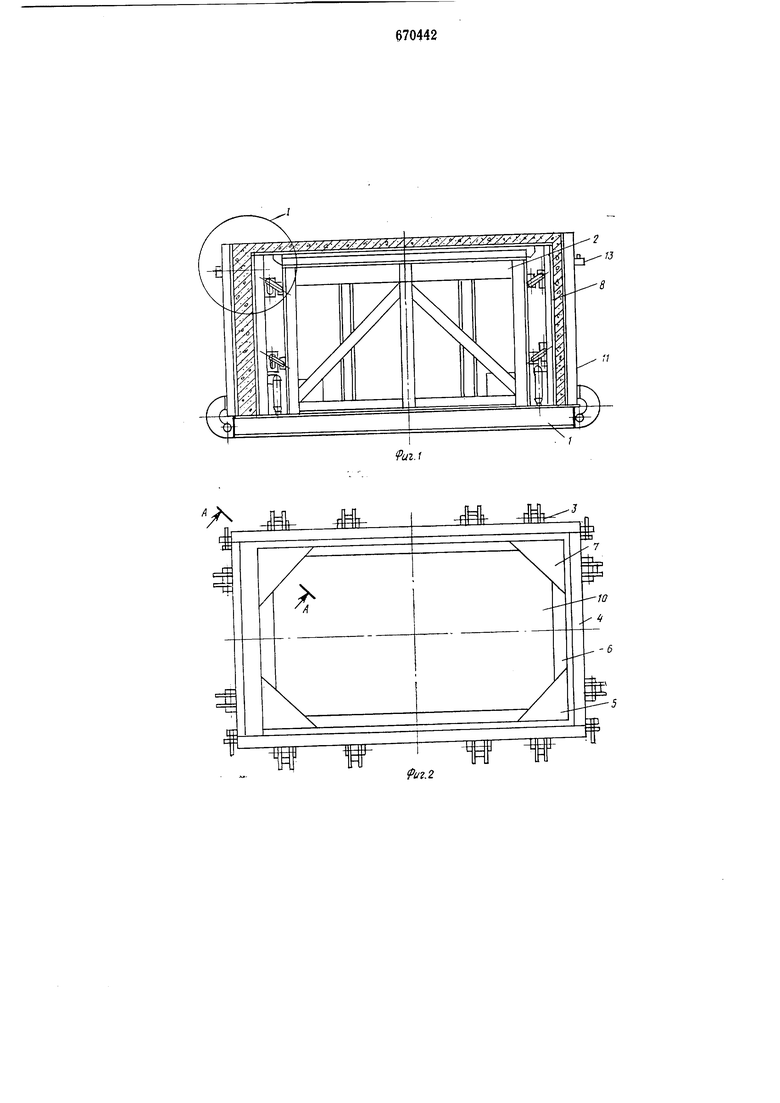
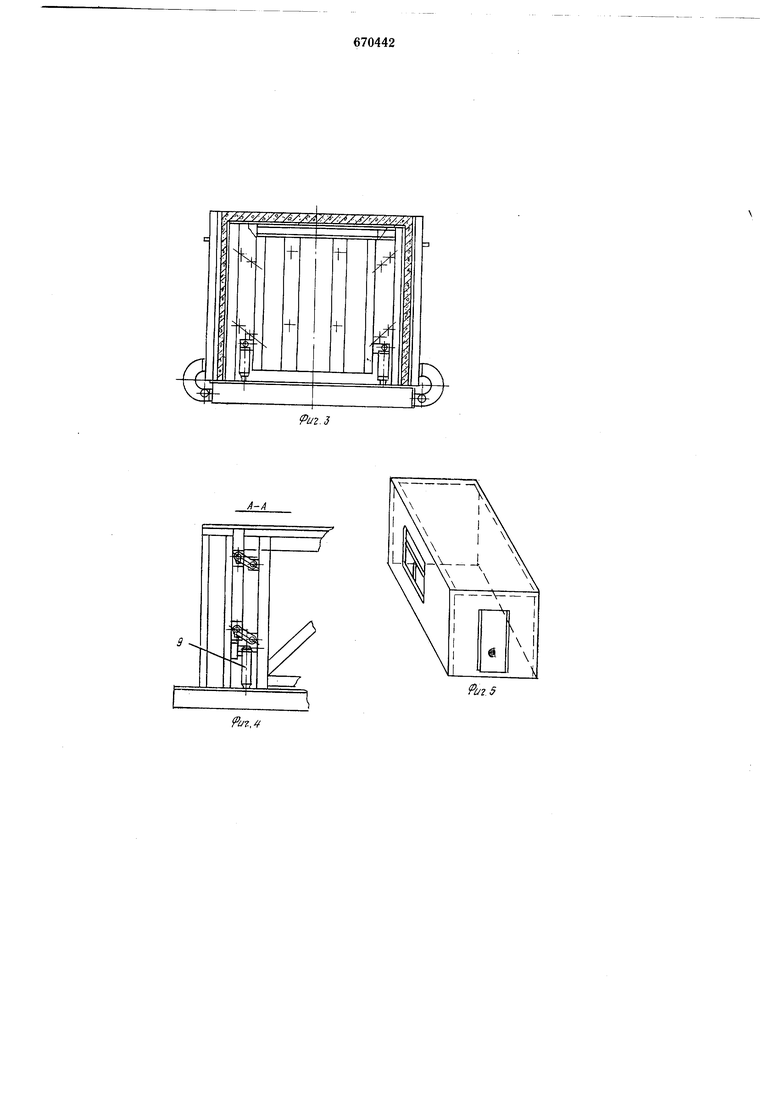
На фиг. 1 изображен общий вид формы, продольный разрез; на фиг. 2 - вид формы в плане; на фиг. 3 - поперечный разрез формы; на фиг. 4 - разрез А-А фиг. 2; на фиг. 5 изображена в аксонометрии Примерная пятистенная объемная блок-комната; на фиг. 6 - сердечник в сборе с поддоном - вид спереди; на фиг. 7 - сердечник с поддоном в плане, вид сверху; на фиг. 8 изображен схематически щарнирный рычаг
и кронштейн подвески поперечного и продольного щитов внутренней опалубки с пазом в кронщтейне высотой Ли исходное положение; на фиг. 9 - подвеска углового щита внутренней опалубки на кронщтейне
с пазом высотой /;9, исходное положение; на фиг. 10 - верхнее крайнее положение шарнира в пазу кронштейна для продольных и поперечных щитов внутренней опалубки; на фиг. 11-верхнее крайнее полол ение шарнира в пазу кронщтейна для углового щита внутренней опалубки; на фиг.
12- узел 1 фиг. 1 в масщтабе 1:20; на фиг.
13- узел 1 в момент иоворота шарнирной тяги на угол; на фиг. 14 -вид сверху (в
плане) расположения шитов внутренней
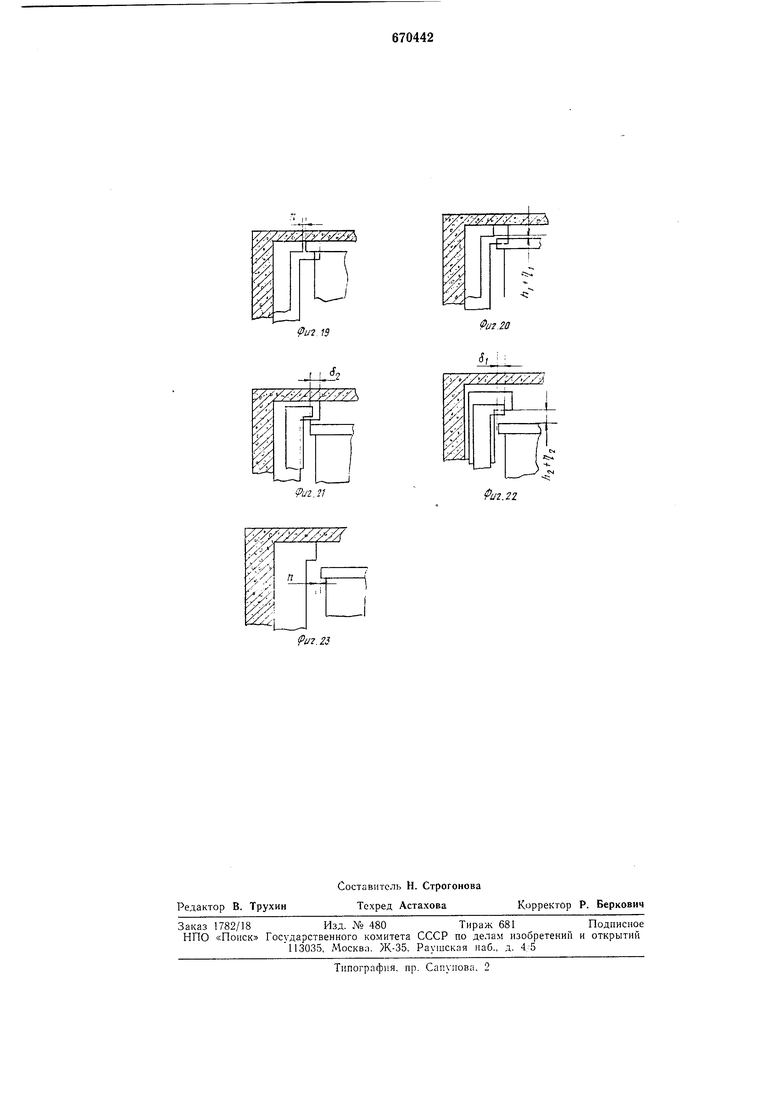
опалубки перед началом подъема угловых щитов; на фиг. 15 - схема гидропривода; на фиг. 16-Кинематическая схема перемещения и|11тов внутренией опалубки; на фиг. 17 показано взаимное расположение щитов внутренней опалубки в начальной и конечной точке; на фиг. 18 - схема действия сил при съеме изделия; на фиг. 19- схематически изображено положение начала опалубки - первое; на фиг. 20 схематически изображено положение второе - окончание иодъема всех щитов внутренней опалубки; на фиг. 21 схематически изображено положение третье - окончание втягивания внутрь продольных и поперечных щитов внутренней опалубки; на фиг. 22 схематически изображено положение четвертое - окончание втягивания внутрь угловых щитов внутренней опалубки; на фиг. 23 - разрез Б-Б фиг. 14.
Форма Минцковского для изготовления блок-комнат донускает формование в ней пятистенного объемного железобетонного блока размером на комнату. Она состоит из поддона I, неподвижного сердечника 2, наружной опалубки, включающей в себя иродольные 3 и поперечные щиты 4 и внутренней оиалубки, состоящей из продольных 5, поперечных 6 и угловых 7 щитов, подвещенных каждый на четырех щарнирных тягах 8, к сердечнику 2 и гидропривода, состоящего из гидроцилиндра 9, щестеренчатого маслонасоса 10, плунжерного распределителя И и маслобака 12.
Щиты наружной опалубки могут быть выполнены цельными для кассетного способа формовки или из двух половин, связанных щарнирами по продольной оси - для поярусного способа формования изделия. Конструкция бортов обычная, сварная.
В рабочем состоянии продольные и поперечные щиты фиксируются в проектном положении и запираются замками 13. Наружные щиты подвещены щарнирно к поддону 1 и могут быть откинуты на величину заданного угла в пределах 180°.
Четыре щарнирные тяги 8 каждого щита внутренней опалубки в сборе образуют пространственный параллелограмм. Этим обеспечивается постоянное строго вертикальное положение щитов при повороте щарнирных тяг на любой угол в заданных пределах, а также гарантию точного возврата щитов в исходное положение.
Неподвижный сердечник 2 смонтирован на раме поддона 1 и закреплен болтами. Разъемное соединение сердечника с поддоном облегчает выверку проектных размеров, демонтаж и транспортировку формы.
Сердечник несет на себе съемный потолочный лист 14, имеющий форму вытянутого восьмиугольника (по контуру, образованному щитами внутренней опалубки в сборе). При снятом потолочном листе открывается доступ внутрь сердечника для выполнения монтажных и ремонтных операций. К каждому щиту внутренней опалубки прикреплен гидроцилиндр 9, выполняющий функции домкрата.
Кронщтейны 15 подвески щитов внутренней опалубки к щарнирным тягам 8 имеют вертикальные пазы, которые позволяют щитам иметь свободный ход по вертикали в пределах заданной длины паза. Размеры длин паза определяются из расчета траектории перемещения щитов. Для продольных и поперечных щитов внутренней опалубки длина пазов одинакова и равна /Zi, а для угловых щитов длина пазов равна h, что позволяет осуществить последовательное перемещение, а тем самым и последовательный отрыв щитов от поверхностей изделия.
Гидропривод состоит из стандартных агрегатов, применяемых, например, на тракторе Т-28, в него входит гидроцилиндр 9, щестеренный маслонасос 1Л, плунжерный распределитель И и маслобак 12. Вращение маслонасоса - от электродвигателя (на чертеже не показан). Схема гидропривода дана на фиг. 15. Все гидроцилиндры подключены к магистрали параллельно. Распределение усилий, создаваемое давлением масла в гидроцилиндрах, зависит от сопротивлений щитов при съеме изделия.
При параллельном подключении гидроцилиндров достаточно иметь одноплунжерный гидрораспределитель. В качестве варианта вместо гидроприводной станции применять пневмогидроаккумулятор, для зарядки которого можно использовать вес щитов.
Также возможен вариант открывания наружных щитов при помощи дополнительных гидроцилиндров.
Общий вес формы Минцковского составит 25 т для размеров блок-комнаты площадью 15 м. Производительность гидронасоса НЩ-40 40 л/мин. Мощность электродвигателя-10 кВт. Давление масла в гидросистеме принято равным 100 кг/см. Усилие, развиваемое гидроцилиндром с диаметром порщня 75 мм, равно 4 т; с диаметром порщня 90 мм - 6т.
Сущность работы формы Минцковского для изготовления блок-комнат состоит в следующем: форма монтируется на подготовленной бетонной площадке и после подсоединения гидропривода, щлангов подачи пара и электропроводки готова к работе. Над формой должен быть кран грузоподъемностью 10-15 т для съема изделия и подачи бетонной смеси. Можно пустить по технологической линии специальный бетонораздатчик. Открыв наружные борта, следует смазать эмульсолом все рабочие поверхности формы. Затем устанавливают арматурный каркас, переплеты и коробки оконных и дверных заполнений, все монтажные закладные детали и элементы подсоединения сантехнических коммуникаций.
Наружные щиты закрываются и запираются бортовыми замками обычного типа, причем поперечные борта входят между продольными бортами, фиксируя размер блок-комнаты по ширине. После этого начинается процесс бетонирования. Сначала бетон укладывают между наружными бортами и щитами внутренней опалубки так, что образуются стены блока-комнаты. Продолжая укладку бетона, заполняют всю горизонтальную плоскость потолочного листа. Во время бетонирования включены в работу вибраторы.
Закончив бетонирование, отключают вибраторы и подают пар в паровые рубашки.
Созрев.ание бетона продолжается несколько часов. Достигнув заданной прочности бетона, приступают к распалубке и съему готового изделия.
Для этого открывают наружные борта, включают гидропривод и, застропив изделие за грузовые петли, производят подъем его. При съеме изделия происходит автоматически отрыв щитов внутренней опалубки от поверхностней изделия.
После съема изделия выключают гидропривод и щиты внутренней опалубки возвращаются в исходное положение.
Достигается такая возможность съема изделия путем последовательного отрыва изделия от плоскостей внутренней опалубки. В свою очередь последовательность работы внутренней опалубки обеспечивается наличием вертикальных пазов в кронштейнах 15 подвески шитов внутренней опалубки.
Последовательность подъема щитов внутренней опалубки позволяет сдвигать внутрь все щиты, что при одновременном сдвиге их неосуществимо. Вертикальный свободный подъем щитов позволяет также им выйти из контакта с контуром потолочного листа сердечника.
На фиг. 12 дано сечение элемента формы после окончания бетонирования. При этом щарнирная тяга подвески расположена под углом к горизонту. На фиг. 13 дано сечение того же элемента формы в момент окончания отрыва готового изделия. Здесь шарнирная тяга подвески уже расположилась под углом.
Если принять угол а 30° и угол Y 50°, тогда перемещение точки подвески щита произойдет по дуге, равной 20°.
Из расчета по фиг. 16 при длине рычага / 150 мм получим.
Для щитов продольных и поперечных внутренней опалубки
00 / cos а / cos 30° : 150-0, мм,
0./ cos 7 cos 50° 150-0,643
96,5 мм.
Отсюда величина горизонтального смещения
00 130-96,5 33,5 мм. Тоже для углового щита при угле р 45°. о / cos р 150 - cos 45
150-0,707 106 мм и величина горизонтального смещения 8 00 00 -570 130-106 24 мм.
Аналогично определяет величины вертикального смещения:
0,5/ 0,5-150 75 мм.
aA sm50° 150-0,766 115 мм,
величина вертикального смещения
115-75 40 мм
1 Cjfe, aj&j - ab и для углового щита
75 31 мм.
с,61 fljiij - ab 106 где a, мм.
Следовательно, при подъеме поперечных и продольных щитов на 40 мм они уйдут внутрь на 33,5 мм.
Но уйти внутрь возможно лишь тогда, когда этому не будет препятствовать потолочный лист сердечника.
С этой целью предварительно нужно поднять щиты на высоту, несколько большую, чем толщина потолочного листа. Выполняется это за счет вертикальных пазов в кронщтейнах подвесок.
Принимая толщину потолочного листа 12 мм, выбираем конструктивно длину прорези по фиг. 8: /1 20 мм. Получается минимальная величина прорези в УГЛОВЫХ щитах
/г,:/1, + сА 20+40 60 мм (см. фиг. 16). По фиг. 17 из треугольника UfK следует Су J sin45° 33,5-0,707 24 мм, где Ки аа2 33,5 мм,
aaz - см. фиг. 16.
Таким образом, препятствий горизонтальному смещению углового щита при выбранных размерах нет. Сдвиг угловых щитов попарно на 48 мм в диагональном направлении вполне обеспечивает свободный съем изделия.
Для съема изделия и отрыва его от поверхностей внутренней опалубки требуется приложить усилия. На фиг. 18 показана схема приложения сил к каждому щиту внутренней опалубки. Наиболее нагруженным остается продольный щит.
Вертикальная сила, приложенная к точке подвески от действия крана или гидроци7
линдра, дает касательную составляющую и силу Т, направленную вдоль оси тяги подвески.
При угле а 30° ,866 Р. Отрыву изделия препятствуют силы присоса на сдвиг по вертикали Si и по горизонтали 52. Преодолеть нужно также и вес щита Q.
Для определения силы приравниваем нулю сумму моментов всех сил относительно центра Q поворота рычага
уИ, О Л// - 5,/ - S,H-Qi,
отсюда
ДА- Si + S,H + Q;
R
Удельные силы присоса на сдвиг принимают равными 9 200 кг/м. Площадь вертикальной поверхности продольного щита
F, 2,7-3,2 :г 8,6 м% тоже - горизонтальной поверхности ,2-0,3-0,96 м%
следовательно,
S, : г/7(7 8,6-0,2-- 1,72 т,
5., 0,96-0,2 0,19 т. Конструктивно Q l,2 т.
Подставляя полученные значения в уравнение, получим
1,72.0,25 + 0,19-0,8+1,2-0,13
4,8 т.
Л
0,15
Принимая
,25
конструктивно. Я 0,8
При хорошей смазке удельное усилие будет намного меньше, тогда значение Л не превысит 2 т.
Теоретически и практически можно при выбранных параметрах исключить вообще работу подъемного крана для отрыва изделия. Отсюда грузоподъемность крана должна соответствовать лишь весу самого изделия. Вертикальную силу Р даст гидроцилиндр, непрерывно действующий во время съема изделия.
Из изложенного следует, что весь процесс изделия протекает непрерывно за четыре этапа.
На фиг. 19-22 показаны схемы этапов съема: этап I - начало подъема, зазор п - 3 мм; этап П - свободный подъем всех щитов внутренней опалубки и отрыв издеЛИЯ от потолочного листа сердечника; этап HI - отрыв продольных и поперечных щитов внутренней опалубки и сдвиг их в сторону сердечника; этап IV - отрыв угловых щитов от поверхностей изделия и сдвиг их внутрь в диагональном направлении.
На фиг. 23 показано взаимное расположение углового щита и потолочного листа сердечника в диагональном сечении. Эта фигура поясняет, что начало сдвига угловых щитов происходит после окончания сдвига продольных и поперечных щитов. В исходном положении зазор л 3 мм выбирается конструктивно.
Технические преимущества описываемой формы по сравнению с известной заключаются в том, что форма Минцковского обеспечивает быстроту распалубки и точность изготовления блока.
Формула изобретения
Форма для изготовления объемных блоккомнат, включающая поддон, наружные щиты, щарнирно связанные с поддоном,
сердечник, выполненный в виде жестко закрепленного на поддоне каркаса и внутренних щитов с кронштейнами, соединенных посредством щарнирных тяг, установленных в кронштейнах, п потолочную плиту, отличающаяся тем, что, с целью упрощения процесса распалубки, кронштейны выполнены с вертикальными пазами, в которых подвижно размещены шарниры тяг.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 177316, кл. В 28В 7/22, 1963.
Й/2.Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Установка для изготовленияОб'ЕМНыХ элЕМЕНТОВ | 1972 |
|
SU841978A2 |
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Механизм для перемещения щита опалубки | 1980 |
|
SU895678A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |
| Установка для формования строительных изделий | 1980 |
|
SU895674A1 |
| Устройство для формования объемных блоков | 1977 |
|
SU743875A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для формования объемных элементов | 1981 |
|
SU992196A1 |




А
та
;
И
-JHU-N
/ff «
/
/
А-А
fi/.5
15
Pu2lP
Фиг 3
Pui. ir
«
риг. 12.
Фиг.13
Л
//
Фиг. 15
Ч
fm.l7
иг. la
у |рУе/У
. 15
