Установка работает следующим образом.
Бетонная смесь вместе с арматурными сетками, расположенными на барабанах, заполняет полость между постоянно движущимися транспортерами наружной опалубки и подвижного внутреннего сердечника. Бетонная смесь уплотняется формообразующими выступами, расположенными на транспортерах. При этом свободная вода и воздух, отжимаются из бетонной смеси в процессе формовки и удаляются через перфорации лент транспортеров, что позволяет избежать образования пор на поверхности изделий и вследствии этого отпадает необходимость в сплошной щпаклевке перед покраской объемных элементов.
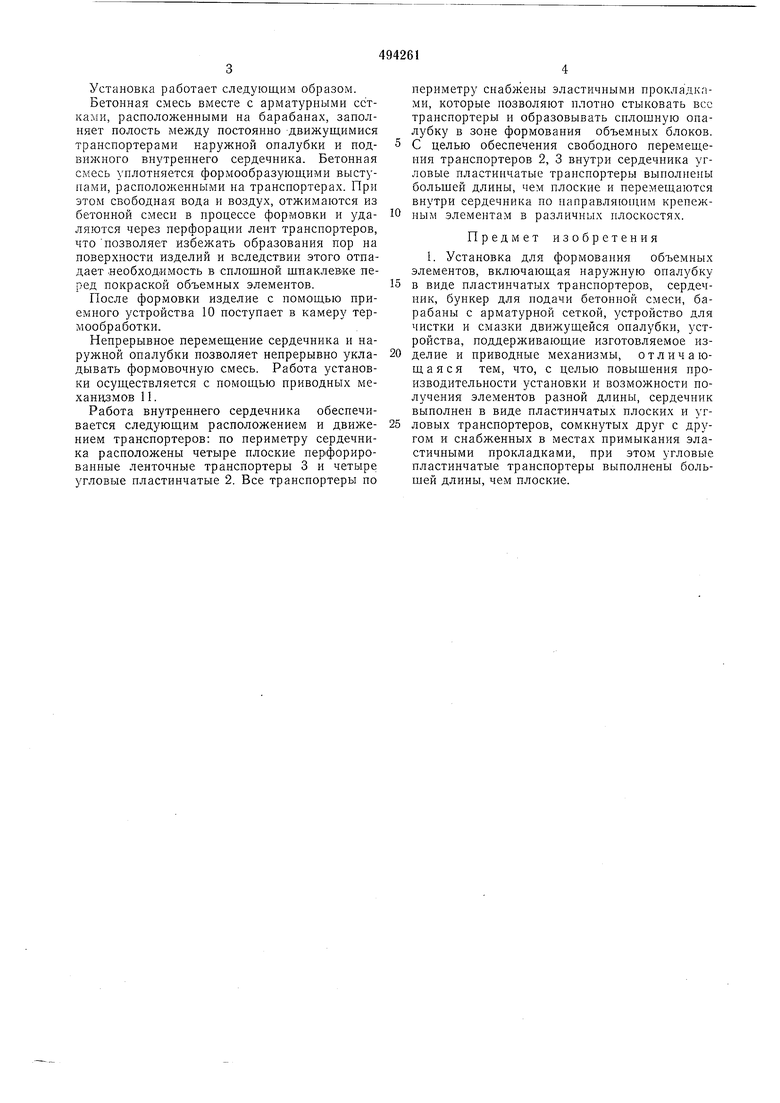
После формовки изделие с помощью приемного устройства 10 поступает в камеру термообработки.
Непрерывное перемещение сердечника и наружной опалубки позволяет непрерывно укладывать формовочную смесь. Работа установки осуществляется с помощью приводных механи1змов 11.
Работа внутреннего сердечника обеспечивается следующим расположением и движением транспортеров: по периметру сердечника расположены четыре плоские перфорированные ленточные транспортеры 3 и четыре угловые пластинчатые 2. Все транспортеры по
периметру снабжены эластичными прокладками, которые позволяют плотно стыковать все транспортеры и образовывать сплощпую опалубку в зоне формования объемных блоков. С целью обеспечения свободного перемещения транспортеров 2, 3 внутри сердечника угловые пластинчатые транспортеры выполнены болыией длины, чем плоские и перемещаются внутри сердечника по направляющим крепежным элементам в различных плоскостях.
Предмет изобретения
1. Установка для формования объемных элементов, включающая наружную опалубку
в виде пластинчатых транспортеров, сердечник, бункер для подачи бетонной смеси, барабаны с арматурной сеткой, устройство для чистки и смазки движущейся опалубки, устройства, поддерживающие изготовляемое изделие и приводные механизмы, отличающаяся тем, что, с целью повыщения производительности установки и возможности получения элементов разной длины, сердечник выполнен в виде пластинчатых плоских и угловых транспортеров, сомкнутых друг с другом и снабженных в местах примыкания эластичными прокладками, при этом угловые пластинчатые транспортеры выполнены больщей длины, чем плоские.
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1972 |
|
SU331900A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для формования строительных изделий сложной конфигурации | 1972 |
|
SU481442A1 |
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Устройство для формования объемных блоков | 1977 |
|
SU743875A1 |
| Установка для формования объемного блока с перегородками | 1982 |
|
SU1090561A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Установка для формования из бетонных смесей объемных элементов типа блок-комнат | 1976 |
|
SU937157A1 |
| Способ изготовления железобетонного объемного блока | 2024 |
|
RU2830661C1 |

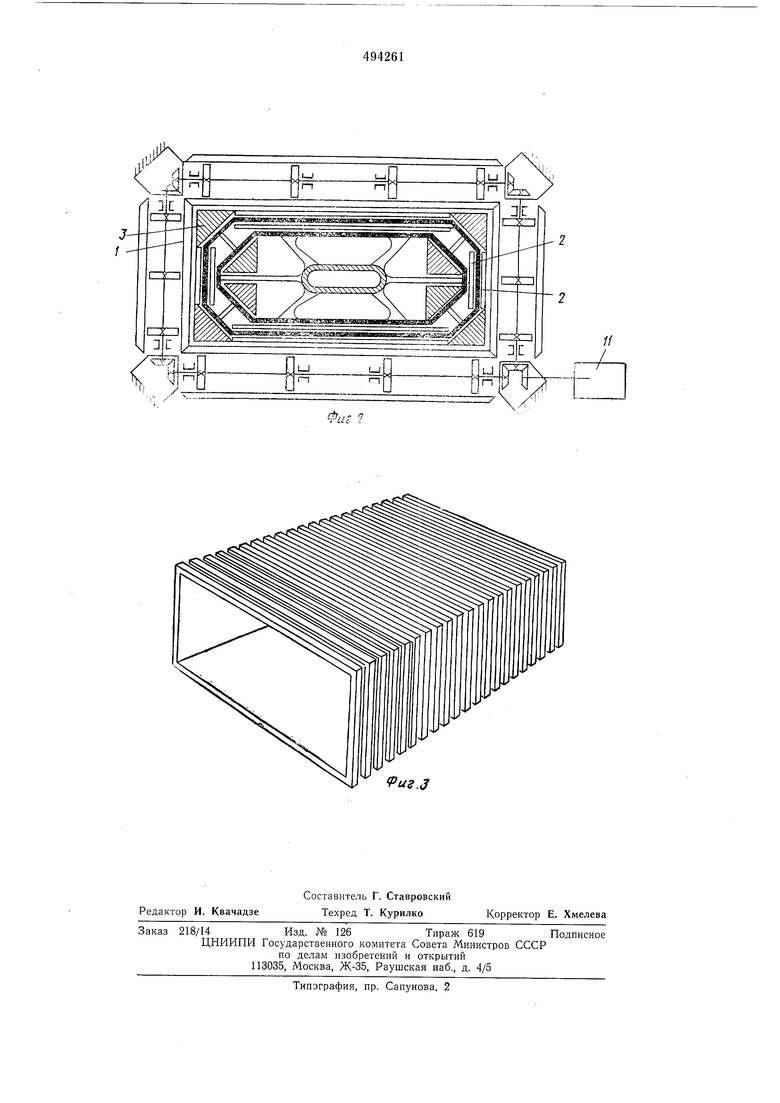
Риг.З
