Известны невьшрямляющие контакты, в которых соединительной средой служит металл или сплав, находящийся в жидком состоянии при рабочей температуре контакта.
Такие электрические соединения .применяются лреимущественно там, где вследствие теплового расширения при прохоладении электрического тока возникают опасные механические напряжения. Так, например, в силовых кремниевых приборах, работающих в условиях циклически изменяющихся токовых нагрузок, использование жидкометаллических контактных соединений позволяет скомпенсировать термические напряжения, вызванные несогласованностью коэффициентов тенлового расширения контактируюш,их элементов, и избежать усталостного разрушения соединения.
Однако при использовании сплавов, объем которых 1при плавлении уменьшается, например оплавов с большим содержанием галлия или висмута, возможно уменьшение эффективной площади контакта или даже частичная потеря контакта в нродессе эксплуатации прибора. При использовании сплавов с малым содержанием висмута или галлия, объем которых уменьшается при затвердевании, уменьшение эффективной площади контакта нензбежно при остывании сплава после обесточнвания прибора за счет образования усадочных раковин в приповерхностном слое.
Известные жидкометаллические контактные соединения не исключают также частичного вытекания сплава при на клонном или горизонтальном раоположении прибора, особенно 5 при эксплуатации орибора в условиях значительной вибрации или тряски.
Предлагаемый контакт отличается тем, что, с целью повышения его термоцц.клостойкостн в условиях вибрации и ударной тряски, контактный зазор окружен объемом, уровень контактного сплава в котором всегда выше уровня сплава в рабочем зазоре при любом расположении прибора в пространстве.
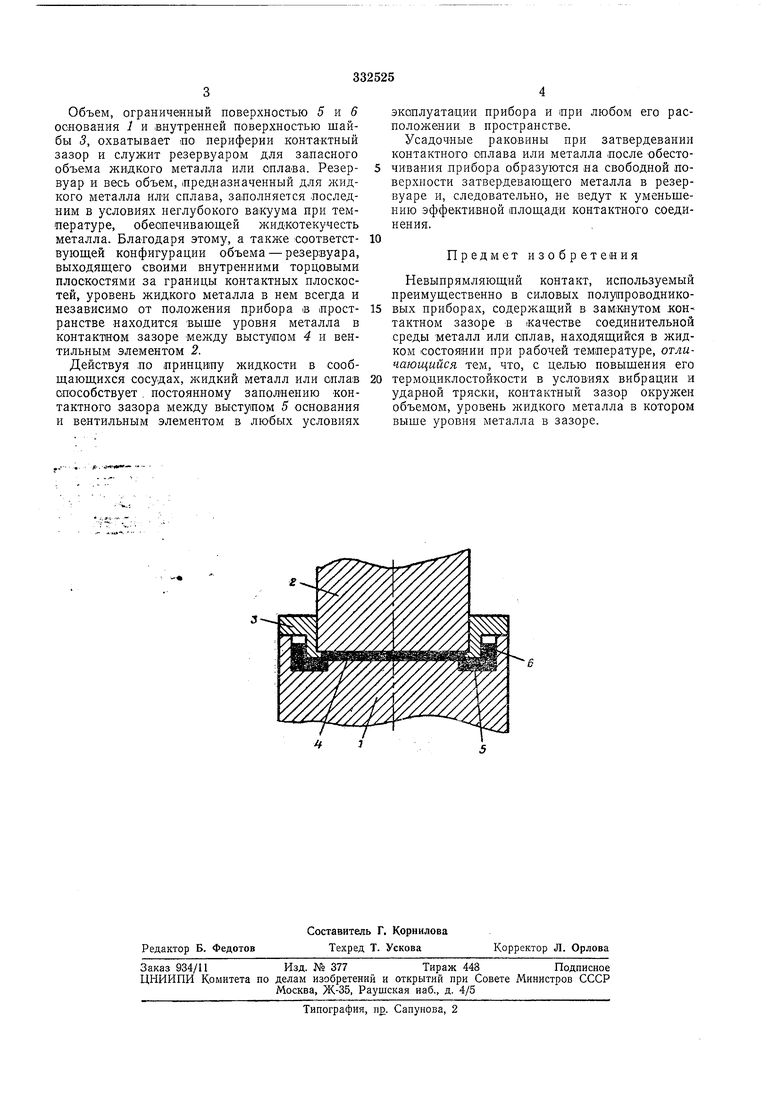
Па чертеже схематически изображено продольное сечение контактного соединения в силоЕом кремниевом вентиле.
Медное основание /, вентильный элемент 2 и фигурная медная шайба 3 образуют объем, заполняемый жидким металлом или сплавом.
0 Основание и шайбу собирают вместе найкой или другим известным способом, обеспечивающим достаточную герметичность шва. Электрический и тепловой контакт вентильного элемента с медным основанием осуществляется преимущественно по поверхности выступа 4 медного основания. Вентильный элемент при этом поддерл ивается шайбой 3 на заданном расстоянии от выступа, обеопечивающ,ем минимальное электрическое и теплоОбъем, ограниченный новерхностью 5 и 5 основания 1 и внутренней поверхностью шайбы 3, охватывает по периферии контактный зазор и служит резервуаром для запасного объема жидкого металла или сплава. Резервуар и весь объем, предназначенный для жидкого металла илИ сплава, заполняется -последним в условиях неглубокого вакуума при температуре, обеспечивающей жидкотекучесть металла. Благодаря этому, а также соответствующей конфигурации объема - резервуара, выходящего своими внутренними торцовыми плоскостями за границы контактных плоскостей, уровень жидкого металла в нем всегда и независимо от положения прибора в пространстве находится выше уровня металла в контактном зазоре между выступом 4 и вентильным элементом 2.
Действуя ло принципу жидкости в сообщающихся сосудах, жидкий металл или сплав способствует . постоянному заполнению контактного зазора между выступом 5 основания и вентильным элементом в любых условиях
эксплуатации прибора и при любом его расположении в пространстве.
Усадочные раковины при затвердевании контактного оплава или металла после обесточивания прибора образуются на свободной поверхности затвердевающего металла в резервуаре и, следовательно, не ведут к уменьшению эффективной площади контактного соединения.
Предмет изобретения
НевыпрямляющИЙ контакт, используемый преимущественно в силовых полупроводниковых нриборах, содержащий в зам:кнутом .кон-тактном зазоре в качестве соединительной среды металл или сплав, находящийся в жидком состоянии при рабочей температуре, отличающийся тем, что, с целью повышения его
термоциклостойкости в услов-иях вибрации и ударной тряски, контактный зазор окружен объемом, уровень жидкого металла в котором выше уровня металла в зазоре.
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиционный жидкометаллический контакт и способ его изготовления | 1989 |
|
SU1644240A1 |
| Роликовый коммутационный узел с проводящей лентой | 1980 |
|
SU886087A1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ТОКОПЕРЕДАЮЩИЕ ПОВЕРХНОСТИ РАЗБОРНЫХ КОНТАКТНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2301847C1 |
| Способ нанесения металлического покрытия на токопередающие поверхности контактных соединений | 2017 |
|
RU2690086C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ТОКОПЕРЕДАЮЩИЕ ПОВЕРХНОСТИ КОНТАКТНЫХ СОЕДИНЕНИЙ | 2014 |
|
RU2580355C1 |
| ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ | 1992 |
|
RU2012468C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖИДКОМЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО КОНТАКТА | 2005 |
|
RU2338288C1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОТНОСТИ ЖИДКИХ МЕТАЛЛОВ И СПЛАВОВ | 2005 |
|
RU2304275C2 |
| МАТЕРИАЛ ДЛЯ ПЛОМБИРОВАНИЯ ЗУБОВ | 1993 |
|
RU2024251C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ТОКОПЕРЕДАЮЩИЕ ПОВЕРХНОСТИ РАЗБОРНЫХ КОНТАКТНЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2516189C2 |
