Предлагаемое изобретение относится к электротехнике, а именно к электроаппаратостроению, в частности к способам изготовления жидкометаллических композиционных контактов, применяемых в коммутационных аппаратах, преимущественно силовых электросетей, в том числе в вакуумных коммутационных аппаратах.
Наиболее близким к предлагаемому по технической сущности является способ изготовления жидкометаллического композиционного контакта, который включает операции производства из проволоки на основе тугоплавкого металла ткани в виде полосы организованной структуры, скручивания полосы в цилиндрическую заготовку и ее установки в матрицу, прессования упомянутой заготовки до получения каркаса необходимых габаритов, восстановления каркаса в среде гидридного водорода, получаемой в вакуумной печи, пропитки каркаса легкоплавким сплавом, выполняемого в среде гидридного водорода /Декларационный патент Украины на изобретение №62376А, МПК 7 Н01Н 9/00, Опубл. 15.12.2003 г., Бюл. №12, 2003/. Каркас в соответствии с описанным способом изготавливают из сплавов на основе вольфрама, молибдена и рения.
Недостаток описанного способа заключается в недостаточной пропитываемости пористого каркаса легкоплавким сплавом из-за недостаточной смачиваемости легкоплавким сплавом тугоплавкого металла, из которого изготовлен каркас. Это создает неоднородность переходного электрического сопротивления по сечению контакта, что приводит к возникновению зон перегрева и к преждевременному разрушению каркаса.
В основу предлагаемого изобретения поставлена задача создания такого способа изготовления жидкометаллического композиционного контакта, который позволил бы увеличить пропитываемость пористого каркаса из тугоплавкого металла легкоплавким металлом за счет повышения адгезионной прочности на границе легкоплавкий металл - тугоплавкий металл, из которого изготовлен каркас, путем создания условий для повышения смачиваемости металла каркаса легкоплавким металлом.
Поставленная задача решается в предлагаемом способе, который, как и известный способ изготовления жидкометаллического композиционного контакта, включает операции производства из проволоки на основе тугоплавкого металла ткани в виде полосы организованной структуры, скручивания полосы в цилиндрическую заготовку и ее установки в матрицу, прессования упомянутой заготовки до получения каркаса нужных габаритов, восстановления каркаса в среде гидридного водорода, получаемой в вакуумной печи, пропитывания пористого каркаса легкоплавким металлом или сплавом, выполняемого в той же вакуумной печи в среде гидридного водорода, в соответствии же с изобретением, операцию пропитывания каркаса выполняют тремя металлами: оловом /Sn/, индием /In/ и галлием /Ga/ в среде гидридного водорода в три последовательные стадии продолжительностью 10-20 минут каждая, а именно на первой стадии выполняют пропитку каркаса жидким оловом /Sn/ при температуре 750-1150°С, на второй - жидким индием /In/ при температуре 750-1000°С, на третьей - жидким галлием /Ga/ при температуре 700-900°С, а количество жидких олова /Sn/, индия /In/ и галлия /Ga/ выбирают пропорциональным составу эвтектики и объему пор каркаса.
Количество жидких олова /Sn/, индия /In/ и галлия /Ga/ выбирают пропорциональными составу эвтектики, а именно: Sn - 13%, In - 25%, Ga - 62% и объему пор каркаса, которая при температуре +10°С находится в жидком состоянии и активно взаимодействует с кислородом воздуха.
Идея способа заключается в создании условий для исключения во время операции пропитки каркаса лишних примесей, в первую очередь оксидных, из гетерогенных систем W-Sn-In-Ga, Re-Sn-In-Ga, Mo-Sn-In-Ga, поскольку наличие оксидных примесей существенно уменьшает адгезионную прочность на границе легкоплавкий металл -тугоплавкий металл и, как следствие, уменьшает пропитываемость каркаса легкоплавким металлом. Авторы путем многолетних экспериментов установили оптимальные режимы пропитки каркаса из тугоплавкой проволоки и последовательность, включающую именно три стадии.
Сущность изобретения поясняется с помощью графических материалов:
На фиг.1 показан профиль капли жидкого олова на плоской горизонтальной поверхности вольфрама при температуре 550-700°С в вакууме.
На фиг.2 показан профиль капли жидкого олова на плоской горизонтальной поверхности вольфрама при температуре 700°С в вакууме после выдержки в течение 40 минут.
На фиг.3 показан профиль капли жидкого олова на плоской горизонтальной поверхности вольфрама при температуре 950°С в среде гидридного водорода.
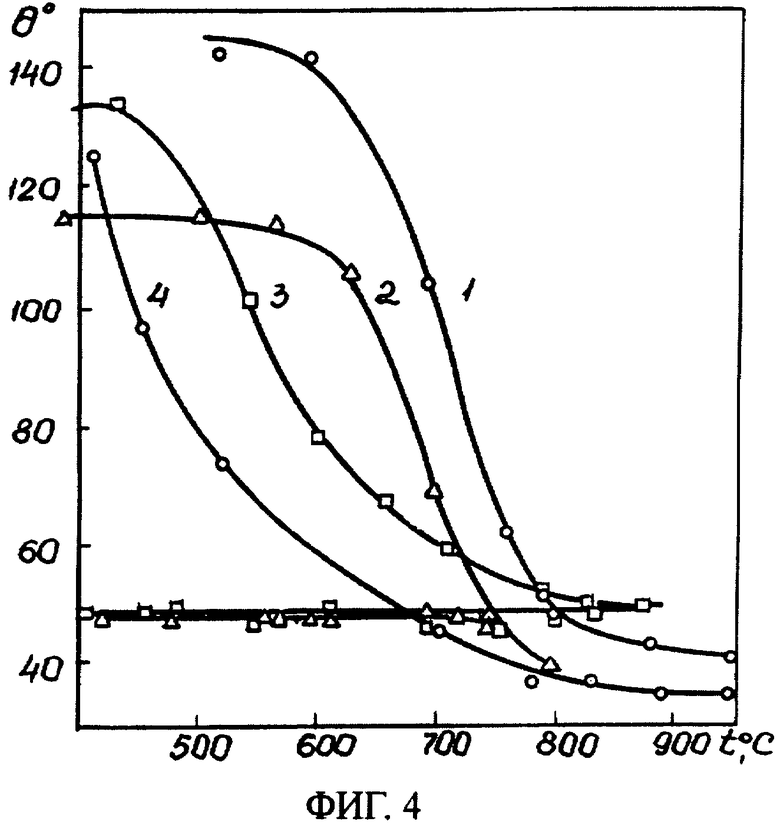
На фиг.4 показана температурная зависимость смачиваемости вольфрама и рения жидким оловом. При этом на графике 1 показана зависимость смачиваемости вольфрама жидким оловом в вакууме; на графике 2 - зависимость смачиваемости вольфрама жидким оловом в среде гидридного водорода; на графике 3 - зависимость смачиваемости рения жидким оловом в вакууме; на графике 4 - зависимость смачиваемости рения жидким оловом в среде гидридного водорода.
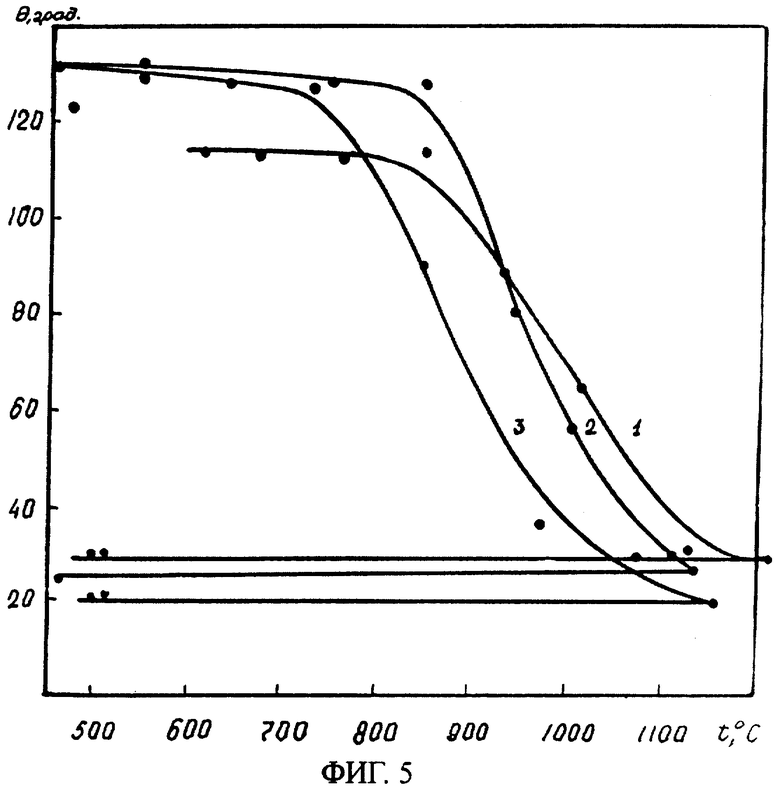
На фиг.5 показана температурная зависимость смачиваемости молибдена жидким оловом. При этом на графике 1 показана зависимость смачиваемости молибдена жидким оловом в среде гелия (Не), на графике 2 - зависимость смачиваемости молибдена жидким оловом в вакууме, на графике 3 - зависимость смачиваемости молибдена жидким оловом в среде гидридного водорода.
На фиг.6 показана конструкция жидкометаллического композиционного контакта.
Жидкометаллический композиционный контакт содержит пористый каркас 1, изготовленный из проволоки тугоплавкого материала в виде ткани организованной структуры типа "эластик", пропитанного легкоплавкими металлами 2. Линейный размер h пор каркаса 1 определен выражением h=(2...5)D, a D=10...70 мкм, где D - диаметр проволоки из тугоплавкого металла. Каркас 1 после прессования имеет форму упругого цилиндра, один торец которого предназначен для соединения с токоподводом, а второй - для контактирования со вторым тождественным ему контактом (на чертеже не показан).
Экспериментальные результаты (Фиг.1) показывают, что при термовакуумном отжиге (Фиг.1 и Фиг.2) в интервале температур 550-700°С в вакууме в течение 40 минут межфазная граница очищается от примесей и смачивание вольфрама оловом значительно улучшается, в среде гидридного водорода смачиваемость вольфрама оловом (Фиг.3) значительно улучшается по сравнению с вакуумом. Температурная зависимость смачивания вольфрама, рения и молибдена жидким оловом представлена на Фиг.4, 5, из которых следует, что порог смачивания для вольфрама, рения и молибдена в среде гидридного водорода смещается на 50-100°С в сторону пониженных температур. Экспериментальные результаты показывают, что при термовакуумном отжиге (Фиг.1, 2) в интервале температур 550-700°С в вакууме в течение 40 минут межфазная граница очищается от примесей и смачивание вольфрама оловом значительно улучшается, в среде гидридного водорода смачиваемость вольфрама оловом (Фиг.3) значительно улучшается по сравнению с вакуумом. Температурная зависимость смачивания вольфрама и рения жидким оловом представлена на Фиг.4, из которой следует, что порог смачивания для вольфрама и рения в среде гидридного водорода смещается в направлении пониженных температур по сравнению с вакуумом. За порог смачивания принят интервал температур, в котором угол смачивания уменьшается от 90 градусов до равновесного, в нашем случае до 20-50 градусов (Фиг.4, 5), и который остается неизменным при дальнейшем повышении температуры. Исследовано также смачивание вольфрама сплавами олово-галлий.
Авторами экспериментально выявлены оптимальные режимные параметры предлагаемого способа. Так, были изучены поверхностные свойства легкоплавких металлических сплавов в контакте с тугоплавкими металлами. Смачиваемость жидким оловом /Sn/, индием /In/, галлием /Ga/ и их сплавами тугоплавких металлов вольфрама, молибдена и рения изучали в вакууме, в среде гелия и в среде гидридного водорода в интервале температур 450-1200°С. Сплавы готовили из олова, индия и галлия высокой чистоты (не хуже 99,9% основных компонентов). Использовали тугоплавкие металлы вольфрам, молибден и рений, изготовленные методом зонной плавки. Профиль лежачей капли жидкого металла фиксировали на фотопластины и измеряли визуально угол смачивания с помощью микроскопа. Экспериментальные результаты (Фиг.1-5) показывают, что при термовакуумном отжиге (Фиг.1-2) в интервале температур 550-700°С в вакууме в течение 40 минут межфазная граница очищается от примесей и смачивание вольфрама оловом значительно улучшается, в среде гидридного водорода смачиваемость вольфрама оловом (Фиг.3) значительно улучшается по сравнению с вакуумом. Температурная зависимость смачивания вольфрама и рения жидким оловом представлена на Фиг.4, из которой следует, что порог смачивания для вольфрама и рения в среде гидридного водорода смещается в сторону пониженных температур по сравнению с вакуумом. За порог смачивания принят интервал температур, в котором угол смачивания уменьшается от 90 градусов до 20-50 градусов (в нашем случае), и остается неизменным при дальнейшем повышении температуры.
Исследовано смачивание вольфрама жидкими сплавами олово-галлий. Установлено, что с повышением содержания олова в галлии до 15% по массе порог смачивания смещается в сторону более низких температур по сравнению с чистым галлием, но контактный угол за порогом смачивания больший по сравнению с чистым галлием.
Исследована смачиваемость молибдена и вольфрама жидкими сплавами олово-индий в разных газовых средах. Установлено, что молибден лучше смачивается чистым индием и индий-оловянными сплавами по сравнению с вольфрамом.
С учетом межфазных характеристик исследованы режимы пропитывания пористых каркасов, изготовленных из тугоплавких металлов - вольфрама, рения и молибдена.
Определено, что лучшую смачиваемость жидким оловом (на первой стадии) имели каркасы из тугоплавких металлов вольфрама, рения и молибдена в среде гидридного водорода при температуре 750-1050°С.
На второй стадии пропитывали жидким индием тугоплавкий каркас, который был предварительно смочен и пропитан жидким оловом. Оптимальной оказалась среда гидридного водорода и температурный интервал пропитки жидким индием 750-1000°С.
На третьей стадии к эвтектике So-In, которой были пропитаны каркасы из упомянутых тугоплавких металлов, выполняли пропитку каркасов жидким галлием /Ga/. Оптимальной оказалась среда гидридного водорода и температурный интервал 700-900°С.
Жидкие металлы индий /In/ и галлий /Ga/ в среде гидридного водорода при упомянутых температурах смачивают тугоплавкие металлы вольфрам, молибден и рений хуже, чем олово. Поэтому последовательность операций пропитки состоит из трех стадий пропитки каркаса: на первой стадии - жидким оловом /Sn/, на второй - жидким индием /In/, на третьей - жидким галлием /Ga/. Процесс на каждой стадии продолжается 10-20 минут. Уменьшение продолжительности меньше 10 минут не дает удовлетворительных результатов, а увеличение больше 20 минут экономически не обосновано, поскольку процесс пропитки практически заканчивается в срок до 20 минут. Температурные режимы на каждой стадии определены экспериментально. Так, при температуре ниже 750°С пропитка практически отсутствует, а при температуре выше 1050°С пропитка существенно не улучшается. Кроме того, выявлено, что при повышении температуры выше 1200°С прочность тугоплавкого каркаса существенно уменьшается, поэтому верхняя температура каждой стадии ограничена температурой 1050°С.
Эвтектика - это смесь двух (или нескольких) веществ в таком соотношении, при котором температура плавления смеси является наиболее низкой среди температур плавления отдельных этих же веществ в других соотношениях /Большой толковый словарь украинского языка. Сост. и глав. ред. Бусел В.Т. - К.; Ирпень: ВТФ "Перун", 2003. - С.254/. Поэтому количество жидких олова /Sn/, индия /In/ и галлия /Ga/ выбирают пропорциональным составу эвтектики (13% Sn, 25% In, 62% Ga) и объему пор каркаса.
Предлагаемый способ предназначен для изготовления контактов, каркасы которых изготовлены из проволоки одного из тугоплавких металлов - вольфрама (W), молибдена (Мо) или рения (Re).
Композиционные жидкометаллические контакты имеют преимущества перед твердо-металлическими, среди преимуществ можно назвать малое переходное сопротивление, малые усилия контактного нажатия; отсутствие вибрации и сваривания, отсутствие залипания контактов; возможность работы при высоких давлениях, при ускорениях до 10д, в вакууме, такие контакты можно применять для коммутации токов килоамперного диапазона.
Пример 1. Изготавливали композиционный жидкометаллический контакт, а именно из вольфрамовой проволоки создавали ткань в виде полосы организованной структуры. Скручивали полосу в цилиндрическую заготовку, устанавливали ее в матрицу, прессовали упомянутую заготовку до получения каркаса 1 необходимых габаритов. Восстанавливали каркас 1 в среде гидридного водорода, получаемую в вакуумной печи. Выполняли пропитку каркаса 1 из проволоки тугоплавкого металла тремя легкоплавкими металлами 2: оловом /Sn/, индием /In/ и галлием /Ga/ в среде гидридного водорода в три последовательные стадии продолжительностью 10-20 минут каждая, а именно на первой стадии выполняли пропитку каркаса жидким оловом /Sn/ при температуре 950°С, на второй - жидким индием /In/ при температуре 900°С, на третьей - жидким галлием /Ga/ при температуре 750-800°С, а количество жидких металлов - олова /Sn/, индия /In/ и галлия /Ga/ - выбирали пропорциональным составу эвтектики и объему пор каркаса 1.
Пример 2. Изготавливали композиционный жидкометаллический контакт, а именно из проволоки из молибдена создавали ткань в виде полосы организованной структуры. Скручивали полосу в цилиндрическую заготовку, устанавливали ее в матрицу, прессовали упомянутую заготовку до получения каркаса 1 необходимых габаритов. Восстанавливали каркас 1 в среде гидридного водорода, получаемой в вакуумной печи. Выполняли пропитку каркаса из тугоплавкого металла 1 тремя легкоплавкими металлами 2: оловом /Sn/, индием /In/ и галлием /Ga/ в среде гидридного водорода в три последовательные стадии продолжительностью 10-20 минут каждая, а именно на первой стадии выполняли пропитку каркаса жидким оловом /Sn/ при температуре 1100°С, на второй - жидким индием /In/ при температуре 850-1000°С, на третьей - жидким галлием /Ga/ при температуре 800°С, а количество жидких металлов - олова /Sn/, индия /In/ и галлия /Ga/ - выбирали пропорциональным составу эвтектики и объему пор каркаса 1.
Пример 3. Изготавливали композиционный жидкометаллический контакт, а именно из проволоки из рения создавали ткань в виде полосы организованной структуры. Скручивали полосу в цилиндрическую заготовку, устанавливали ее в матрицу, прессовали упомянутую заготовку до получения каркаса 1 необходимых габаритов. Восстанавливали каркас 1 в среде гидридного водорода, получаемой в вакуумной печи. Выполняли пропитку пористого каркаса 1 тремя легкоплавкими металлами 2: оловом /Sn/, индием /In/ и галлием /Ga/ в среде гидридного водорода в три последовательные стадии продолжительностью 10-20 минут каждая, а именно на первой стадии выполняли пропитку каркаса жидким оловом /Sn/ при температуре 1050°С, на второй - жидким индием /In/ при температуре 950°С, на третьей - жидким галлием /Ga/ при температуре 900°С, а количество жидких металлов - олова /Sn/, индия /In/ и галлия /Ga/ - выбирали пропорциональным составу эвтектики и объему пор каркаса 1.
Жидкометаллический композиционный контакт работает так. Часть контакта закрепляют в контактодержателе (не показан). Вторая часть контакта является контактирующей и в паре с тождественным контактом обеспечивает пропускание и коммутацию электрического тока. Предлагаемый контакт имеет такие преимущества по сравнению с традиционным жидкометаллическим композиционным контактом, главнейшую - повышенную площадь сплошного контактирования поверхностей контактов за счет жидкой металлической фазы (Sn-In-Ga), что дает возможность увеличить номинальный ток в 2,5-3 раза, а также увеличить ресурс контактов за счет уменьшения усилия контактного давления до 100-140 Н, отсутствия вероятности сваривания контактов при критических режимах (токах короткого замыкания), уменьшения переходного сопротивления.
Упомянутые преимущества достигнуты за счет увеличения пропитываемости пористого каркаса 1 легкоплавким металлом 2 и повышения адгезионной прочности границ гетерогенных систем W-Sn-In-Ga, Re-Sn-In-Ga, Mo-Sn-In-Ga путем удаления лишних примесей, в первую очередь оксидных, во время выполнения операции пропитки каркаса 1 легкоплавким металлом 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиционный жидкометаллический контакт и способ его изготовления | 1989 |
|
SU1644240A1 |
| Способ изготовления жидкометаллического композиционного контакта | 1985 |
|
SU1325590A1 |
| СПОСОБ АКТИВАЦИИ АЛЮМИНИЯ ДЛЯ ПОЛУЧЕНИЯ ВОДОРОДА | 2014 |
|
RU2606449C2 |
| ЖИДКОМЕТАЛЛИЧЕСКИЙ КОНТАКТ ДЛЯ ТОКОСЪЕМА | 1991 |
|
RU2030045C1 |
| Источник рентгеновского излучения | 2020 |
|
RU2754863C1 |
| ЖАРОПРОЧНЫЙ МАТЕРИАЛ НА ОСНОВЕ КАРБИДА КРЕМНИЯ | 2002 |
|
RU2232736C2 |
| Жидкометаллический композиционный контакт | 1981 |
|
SU966771A1 |
| Способ изготовления жидкостных катодов | 1976 |
|
SU652627A1 |
| Композиционный припой для пайки и наплавки | 1986 |
|
SU1315203A1 |
| Способ изготовления жидкометаллического композиционного контакта | 1981 |
|
SU966772A1 |


Изобретение относится к электротехнике, а именно к электроаппаратостроению, в частности к способам изготовления жидко-металлических композиционных контактов, применяемых в коммутационных аппаратах, преимущественно силовых электросетей, в том числе в вакуумных коммутационных аппаратах. Способ включает пропитку пористого каркаса из тугоплавкого металла в вакуумной печи в среде гидридного водорода тремя металлами: оловом /Sn/, индием /In/ и галлием /Ga/ в три последовательные стадии продолжительностью 10-20 минут каждая, а именно на первой стадии выполняют пропитку каркаса жидким оловом /Sn/ при температуре 750-1150°С, на второй - жидким индием /In/ при температуре 750-1000°С, на третьей - жидким галлием /Ga/ при температуре 700-900°С, а количество жидких олова /Sn/, индия /In/ и галлия /Ga/ выбирают пропорциональным составу эвтектики и объему пор каркаса. Техническим результатом изобретения является увеличение пропитываемости пористого каркаса из тугоплавкого металла легкоплавким металлом за счет повышения адгезионной прочности на границе легкоплавкий металл - тугоплавкий металл, из которого изготовлен каркас, путем создания условий для повышения смачиваемости металла каркаса легкоплавким металлом. 6 ил.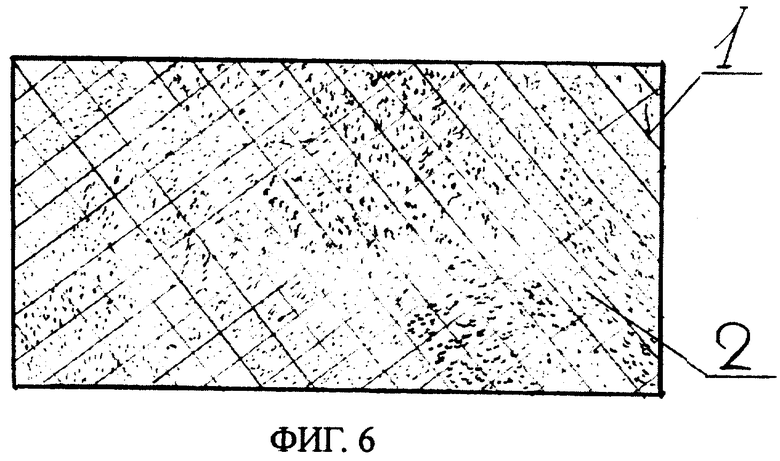
Способ изготовления жидкометаллического композиционного контакта, включающий операции производства из проволоки на основе тугоплавкого металла ткани в виде полосы организованной структуры, скручивания полосы в цилиндрическую заготовку и ее установления в матрицу, прессования упомянутой заготовки до получения каркаса необходимых габаритов, восстановления каркаса в среде гидридного водорода, получаемой в вакуумной печи, пропитки пористого каркаса легкоплавким металлом или сплавом, выполняемой в той же вакуумной печи в среде гидридного водорода, отличающийся тем, что операцию пропитки каркаса выполняют тремя металлами - оловом (Sn), индием (In) и галлием (Ga) в среде гидридного водорода в три последовательные стадии продолжительностью 10-20 мин каждая, а именно: на первой стадии выполняют пропитку каркаса жидким оловом (Sn) при температуре 750-1150°С, на второй - жидким индием (In) при температуре 750-1000°С, на третьей - жидким галлием (Ga) при температуре 700-900°С, а количество жидких олова (Sn), индия (In) и галлия (Ga) выбирают пропорциональным составу эвтектики и объему пор каркаса.
| ЖИДКОМЕТАЛЛИЧЕСКИЙ КОНТАКТ ДЛЯ ТОКОСЪЕМА | 1991 |
|
RU2030045C1 |
| Композиционный жидкометаллический контакт и способ его изготовления | 1989 |
|
SU1644240A1 |
| Способ изготовления жидкометаллического композиционного контакта | 1985 |
|
SU1325590A1 |
| US 5391846 А, 21.02.1995 | |||
| US 2003015409 А, 23.01.2003 | |||
| DE 10126526 A, 30.01.2003 | |||
| JP 2001006469 A, 12.01.2001. | |||

