Известны способы намотки полосы па барабаа моталки, включающие натяжение полосы.
С делью исключения дополнительных средств для |П1рвдотв ращеиия потери устойч.иBiOCTH внут|ренних витков рулона после снятия его с барабана моталки по предлагаемому способу йамотку первых пяти витков производят -С повышенным иатяжением, ианримар, для углеродистых сталей в 2-2,5 раза больше тех,нологическ1ого, с Последуюш;им постепенным снижением иатяжения до техиололического «а 50-100 оборотах барабана моталкн.
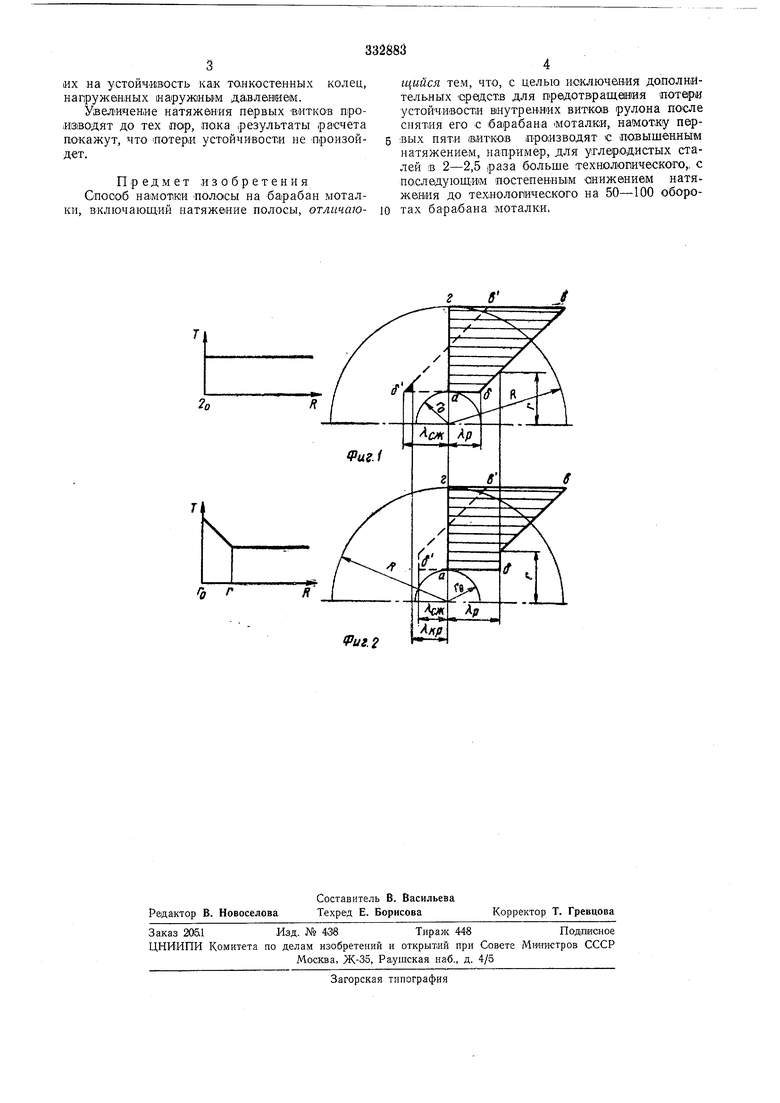
На фиг. 1 изображена схема, поясняющая мехавдизм на-мотки с постоя ниым натяжением; на фиг. 2 - то же при повышении натяжения в начале намотки.
При намотке полосы с постоянным натяжен1ием каждый намотанный виток получает удлинение, пропорцио,нальное длине витка, и удлинения витков выражается трапецией абвг, где удл.инение наружнего витка с радиусом R paiBHO вг, а удлинение В1нутреннего витка .с ращиусо го равно аб.
После снятия рулоиа с барабана внутренiHHe витки переходят в состояние сжатия, уравновешивая давление наружных растянутых витков.
но аб, если л еж больше некоторой критической величины / кр, то происходит потеря устойчивости витков.
При naiMOTKe с натяжением первых витков, большим технологического и с последующвм постепенным снижением натяжания до 1о.минального, удл И1нение внутренних витков /. аб больше, чем в нервом случае. После снятия рулона с барабана моталки эти витки получают большее радиальное перемещение, таким образом происходит большая разгрузка рулона и уменьшение сжатия внутренних витков.
Выбор основных параметров намотки: величины натяжения в начале смотки и числа
витков, на которых происходит снижение яатяжения до технологического производится
расчетным путем.
Для этого необходимо задаться режимом превышеН|Ия натяжеа-ьия в .Начале намотки над заданным технологическим натяжением и определить напряжение в витках рулона с учетом упругой деформации бара-бана и рулона.
Затем, исключив усилие реакции барабана, что соответствует снятию рулона с барабана, нео бхо|Димо вычислить нзМенение напряжений в витках рулона.
их на устойч.щвость как то,нкосте-нных колец, наг|ружен;ных наружным давлением.
Увеличение натяжения первых -витков производят до тех пор, по.ка .результаты .расчета покажут, что -потери устойчивости не произойдет.
Предмет изобретения Способ намотки полосы на барабан моталки, включающий натяжение полосы, отличающийся тем, что, с целью исключения дополнительных CpetucTB для Предотвращввия потери устойчивости виутрен.Н1ИХ витков рулона после снятия его .с барабана Моталви, намотку первых пяти 1ВИТКО производят € ЛОВЫШбННЫМ
натяжением, например, для углеродистых сталей в 2-2,5 раза больше технолопического,. с последующим постепенным -онижением натяжевия до технологического на 50-100 оборотах бара-бана моталки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ намотки полосы выходящей из прокатного стана на барабан моталки | 1977 |
|
SU732046A1 |
| Способ формирования рулона | 1979 |
|
SU833338A1 |
| Способ намотки полосы на барабанМОТАлКи | 1979 |
|
SU804055A1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОН | 2001 |
|
RU2212296C2 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ В РУЛОН | 2006 |
|
RU2323055C2 |
| СПОСОБ НАМОТКИ НА БАРАБАН МОТАЛКИ ПОЛОСЫ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ДЛЯ ПОСЛЕДУЮЩЕГО ОТЖИГА В КОЛПАКОВОЙ ПЕЧИ | 1994 |
|
RU2072268C1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2264876C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ФОЛЬГИ И ШПУЛЯ ДЛЯ ЕЕ НАМОТКИ | 2009 |
|
RU2424075C2 |
| СПОСОБ ПОДГОТОВКИ К ОХЛАЖДЕНИЮ РУЛОНА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2243048C1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
Риг. 2
