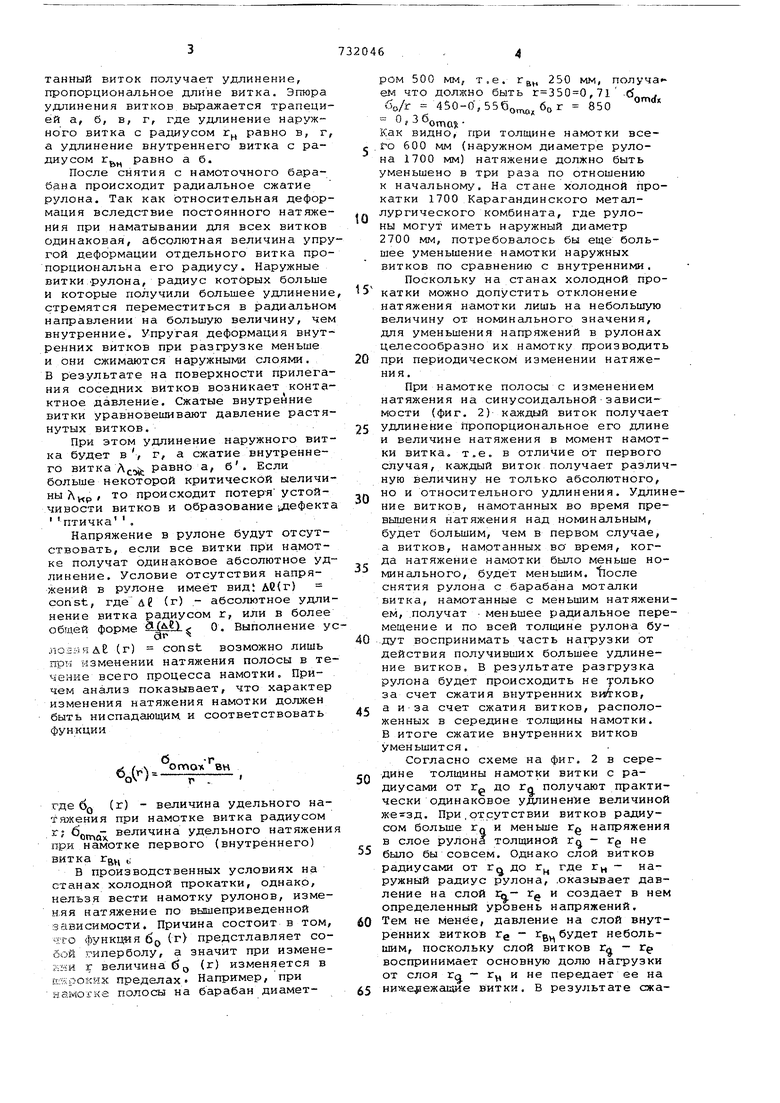
Изобретение относится к области обработки металлов давлением и, в частности, может быть использован пр производстве тончайшей ленты. Известен способ намотки полосы, заключающийся в намотке полосы с пер менным натяжением, причем в начале намотки натяжение пониженное, а затем его повышают 1. Недостатком данного способа является то, что повышение натяжения приводит к созданию межвиткового давления и свариванию витков полосы между собой, а также к дефектам поло в виде ее складок. Известен также способ намотки полосы на барабан моталки, выходящей из прокатного стана, с натяжением, которое изменяют в процессе намотки 2. В этом способе первые 5 витков наматывают с повьлшенным натяжением, например для углеродистых сталей в 2-2,5 раза больше технологичес кого, с последующим снижением натяжения до технологического на 50-100 оборотах моталки. Недостаток известного способа сос тоит в том, что при повышенных натяжениях намотки первых витков создается более высокое, чем при намотке полосы с постоянным натяжением, давление рулона а барабан моталки, которое может приводить к поломкам его узлов. Кроме того, механиз и закрепления конца полосы, применяемые в барабанах моталок листовых и жестепрокатных станов, не обеспечива- ют достаточно надежного зажима полосы. Целью изобретения является повышение качества наматываемой полосы путем исключения возможности спекания ее витков. Указанная цель достигается тем, что натяжение полосы изменяют по синусоидальной зависимости с амплитудой, находящейся в пределах 0,1-0,3 номинальной величины натяжения, и с частотой от §2 до значений, меньших частот собственных колебаний полосы, при выходе из станка и приводной линии барабана моталки, где t - время намотки всего рулона в сек. На фиг. 1 изображена схема, поясняющая механизм намотки с постоянным натяжением, на фиг. 2 - то же, при изменении натяжения намотки по синусоидальной зависимости. При намотке полосы на барабан с постоянным натяжением каждый намотайный виток получает удлинение, пропорциональное длине витка. Эгпора удлинения витков выражается трапецией а, б, в, г, где удлинение наружного витка с радиусом г равно в, г, а удлинение внутреннего витка с радиусом г равно а б.
После снятия с намоточного барабана происходит радиальное сжатие рулона. Так как относительная деформация вследствие постоянного натяжения при наматывании для всех витков одинаковая, абсолютная величина упругой деформации отдельного витка пропорциональна его радиусу. Наружные витки .рулона, радиус которых больше и которые получили большее удлинение стремятся переместиться в радиальном направлении на большую величину, чем внутренние. Упругая деформация внутренних витков при разгрузке меньше и они сжимаются наружными слоями. В результате на поверхности прилегания соседних витков возникает контактное давление. Сжатые внутренние витки уравновешивают давление растянутых витков.
При этом удлинение наружного витка будет в , г, а сжатие внутреннего витка Acsfc Рэвно 3, б . Если больше некоторой критический ыеличины Лу,р , то происходит потер-я устойчивости витков и образование дефекта птичка .
Напряжение в рулоне будут отсутствовать, если все витки при намотке получат одинаковое абсолютное удлинение. Условие отсутствия напряжений в рулоне имеет вид: Лв(г) const, где л (г) - абсолютное удлинение витка радиусом г, или в более общей форме 0. Выполнение уло-51-и-1ЛЕ (г) const возможно лишь при изменении натяжения полосы в течение всего процесса намотки. Причем анализ показывает, что характер изменения натяжения намотки должен быть ниспадающим и соответствовать функции
}-Щ.
где бд (г) - величина удельного натшкения при намотке витка радиусом отсГ величина удельного натяжени при намотке первого (внутреннего) витка
В производственных условиях на станах холодной прокатки, однако/ нельзя вести намотку рулонов, измен.яя натяжение по вышеприведенной зависимости. Причина состоит в том, что функция бр (г предстлавляет собой гиперболу, а значит при изменекни г величина б (г) изменяется в йжроких пределах. Например, при намогке полосы на барабан диаметром 500 мм, т.е. г 250 мм, получа ем что должно быть ,7l б б„/г 450-0-, 850
0,3 .
Как видно, при толщине намотки все,Го 600 мм (наружном диаметре рулона 1700 мм) натяжение должно быть уменьшено в три раза по отношению к начальному. На стане холодной прокатки 1700 Карагандинского металлургического комбината, где рулоны могут иметь наружный диаметр 2700 мм, потребовалось бы еще большее уменьшение намотки наружных витков по сравнению с внутренними,
Поскольку на станах холодной прокатки можно допустить отклонение натяжения намотки лишь на небольшую величину от номинального значения, для уменьшения напряжений в рулонах целесообразно их намотку производить при периодическом изменении натяжения.
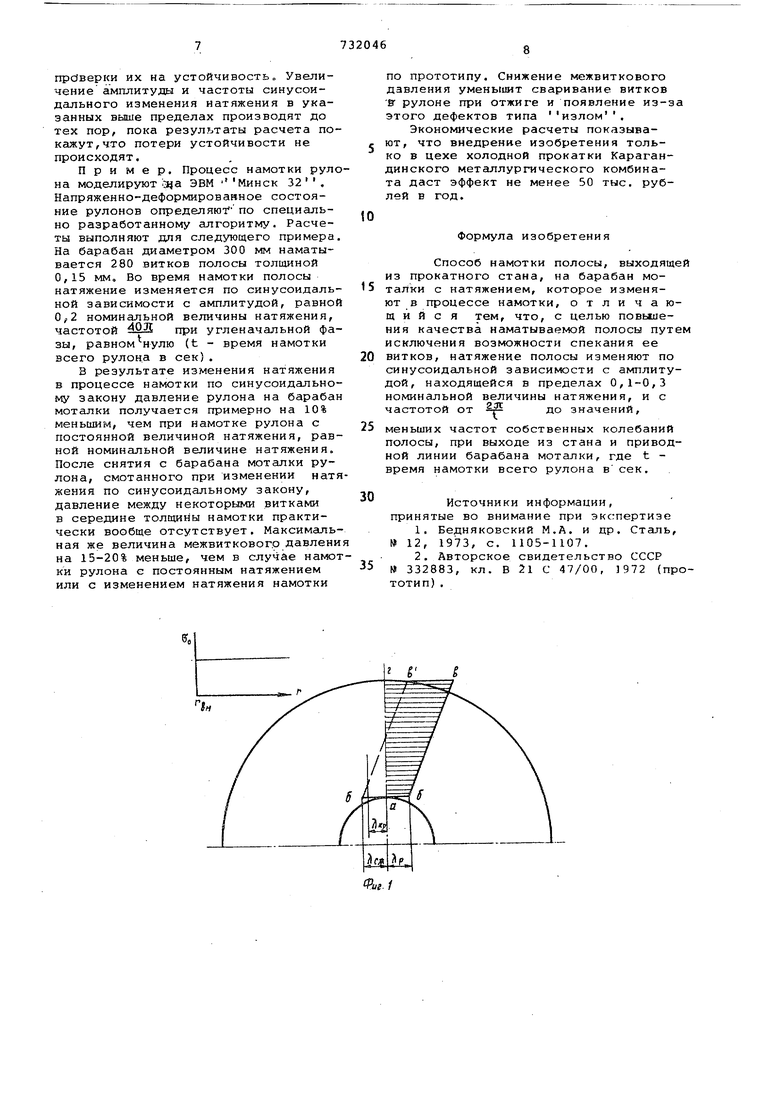
При намотке полосы с изменением натяжения на синусоидальной - зависимости (фиг. 2) каждый виток получает удлинение гфопорциональное его длине и величине натяжения в момент намотки витка, т.е. в отличие от первого случая, каждый виток получает различную величину не только абсолютного, но и относительного удлинения. Удлинние витков, намотанных во время превышения натяжения над номинальным, будет большим, чем в первом случае, а витков, намотанных во время, когда натяжение намотки было меньше номинального, будет меньшим. 11осле снятия рулона с барабана моташки витка, намотанные с меньшим натяжением, получат меньшее радиальное перемещение и по всей толщине рулона бу.дут воспринимать часть нагрузки от действия получивших большее удлинение витков, В результате разгрузка рулона будет происходить не уолько за счет сжатия внутренних , а и за счет сжатия витков, расположенных в середине толщины намотки. В итоге сжатие внутренних витков уменьшится.
Согласно схеме на фиг. 2 в середине толщины намотки витки с радиусами от Гр до Гп получают практически одинаковое удлинение величиной жбзд. При.отсутствии витков радиусом больше Гд и меньше г напряжения в слое рулона толщиной Г( - rg не было бы совсем. Однако слой витков радиусами от г до г где г - наружный радиус рулона, .оказывает давление на слой ХЬ е и создает в нем определенный уровень напряжений. Тем не менее, давление на слой внутренних витков Гд - Гццбудет небольшим, поскольку слой витков Г - Гр
воспринимает основную долю нагрузки от слоя Го - Гц и не передает ее на нижележащие витки. В результате ежатие внутренних витков рулонаЛ дет меньше критической величины Л Синусоидальный закон изменения натяжения в процессе намотки рулона может быть записан .в следующей форме га.в.п(,.Ч,) (4) Н S9H где б - удельное натяжение полосы при намотке рулона; Он удельноеНоминальное натя жение; А - амплитуда; U) часюта; Зо начальная фаза.ч Выражение (1) описывает синусоид ный закон изменения натяжения в фун ции длины наматываемой полосы. При синусоидальном изменении натяжения функции от количества намотанных витков эта зависимость имеет такой вид: Ьо-бо„& А.з.п(.хш::.ч„)(2) При регулировании изменения натяжения намотки может быть использован любая из приведенных зависимостей. При выборе рациональных величин параметров, входящих в зависимости (1-2), следует исходить из следующих соображений. Натяжение намотки стальных полос прокатанных на листовых и жестепрокатных станах, рекомендуется выбират равным„ бон {0,33-0,14h+0,02h )6-г, 3) где h - толщина наматываелюй полосы;0 - условный предел текучести металла полосы. С другой стороны опыт эксплуатаци стана 1200 Магнитогорского металлургического комбината показал, что натяжение полосы, выходящей из каждой последующей клети, должно выбираться исходя из принципа уменьшения величи ны отношения 5ti , где бц - уде бв ное натяжение полосы; D - временное сопротивление стали. На выходе из ст на между пятой клетью и моталкой это отношение должно составлять 0,15. Для углеродистой стали, деформирован ной .на 70-80%, величиныбт иб отличаются незначительно. Поэтому для тонких полос, например, жести, и рулонов которой опасность потери усто чивости внутренних витков и образования дефекта птичка особенно велика, натяжение намотки должно вы бираться в пределах от 0,156 ДО О,30 6ц(расчет по формуле 3).Средне значение О, 225 6 в . Принимаем это значение за номинальную величину натяжения при изменении 3го по сикусоидальному закону. Тогда получаем, что натяжение намотки будет находиться в пределах (0,150,30)0в , если его отклонения от номинальной величины не будут превышать + О, 3 б(уц. --Теоретические и экспериментальные исследования показали, что эффект от изменения натяжения намотки по синусоидальной зависимости проявляется уже при амплитуде, равной 0,1 бон- Таким образомр наиболее благоприятные значения амплитуды лежат в пределах (0,1О, 3)бон. При изменении натяжения намотки по синусоидальной зависимости (1-11) начальная фаза 0 может принимать любые значения в интервале от О до 2 :7г. Расчеты показывают, что величины межвитковых давлений и сжимающих тангенциальных напряжений во внутренних витках рулона получаются меньшими, если 3 равно 0. в этом случае внутренние витки рулона наматываются с натяжением, превышающим номинальную величину. Удлинение их больше, чем при намотке с натяжением, равным или меньшим б(зц, а следовательно, после снятия рулона с барабана моталки сжатие внутренних витков получается меньшим. При выботе частоты изменения натяжения tu. следует иметь в виду, что величинами не должна совпадать или быть кратной частоте собственных колебаний приводной линии барабана и двигателя моталки. В противном случае в электромеханической системе привода моталки возможно возникновение резонансных явлений. 13 этих условий определяется верхнее значение частоты синусоидального изменения натяжения намотки. Нижнее значение этой частоты равно -2 , где t - время намотки всего рулона. В этом случае период синусоидального изменения натяжения равен времени намотки рулона. При частоте ц) т одна половина полосы сматывается при натяжении, большем ноишнального, другая половина полосы при натяжении, меньшем номинального (фиг. 2), Общая же потенциальная энергия, запасенная полосой, будет такой же, как и при намотке полосы с постоянным натяжением, равным номинальному. Выбор основных параметров намотки: величины номинального (технологического) натяжения, амплитуды, частоты и начальнойфазы в синусоидальной зависимости изменения натяжения производится расчетным путем. Для этого необходимо задаться режимом натяжения бо,-AUj-tJ и определить напряжения в витках рулона после снятия его с барабана моталки. - Величина напряжений во .внутрз-; витках рулона является исходнс:
проверки их на устойчивость Увеличение амплитуды и частоты синусоидального изменения натяжения в указанных выше пределах производят до тех пор, пока результаты расчета покажут, что потери устойчивости не происходят.
При мер. Процесс намотки рулона моделируют эда ЭВМ Минск 32 . Напряженно-деформированное состояние рулонов определяю по специально разработанному алгоритму. Расчеты выполняют для следующего примера. На барабан диаметром 300 мм наматывается 280 витков полосы толщиной 0,15 мм. Во время намотки полосы натяжение изменяется по синусоидальной зависимости с амплитудой, равной 0,2 номинальной величины натяжения, частотой 4Ш1 при угленачальной фазы, равном нулю (t - время намотки всего рулона в сек).
В результате изменения натяжения в процессе намотки по синусоидальному закону давление рулона на барабан моталки получается примерно на 10% меньшим, чем при намотке рулона с постоянной величиной натяжения, равной номинальной величине натяжения. После снятия с барабана моталки рулона, смотанного при изменении натяжения по синусоидальному закону, давление между некоторыми витками в середине толоданы намотки практически вообще отсутствует. Максимальная же величина межвитковог.о давлени на 15-20% меньше, чем в случае намотки рулона е постоянным натяжением или с изменением натяжения намотки
по прототипу. Снижение межвиткового давления уменьшит сваривание витков Ёг рулоне при отжиге и появление из-з этого дефектов типа излом.
Экономические расчеты показывают, что внедрение изобретения только в цехе холодной прокатки Карагандинского металлургического комбината даст эффект не менее 50 тыс. рублей в год.
Формула изобретения
Способ намотки полосы, выходящей из прокатного стана, на барабан моталки с натяжением, которое изменяют в процессе намотки, о т л и ч а ющ и и с я тем, что, с целью повыиения качества наматываемой полосы путем исключения возможности спекания ее
витков, натяжение полосы изменяют по синусоидальной зависимости с амплитудой, находящейся в пределах 0,1-0,3 номинальной величины натяжения, и с частотой от 2JE до значений,
меньших частот собственных колебаний полосы, при выходе из стана и приводной линии барабана моталки, где t время намотки всего рулона в сек.
Источники информации, принятые во внимание при экспертизе
1.Бедняковский М.А. и др. Сталь, 12, 1973, с. 1105-1107.
2.Авторское свидетельство СССР
№ 332883, кл. В 21 С 47/00, 972 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ намотки полосы на барабанМОТАлКи | 1979 |
|
SU804055A1 |
| Устройство для регулирования натяже-Ния пОлОСы пРи CMOTKE B РулОН | 1979 |
|
SU850243A1 |
| Способ регулирования процесса намотки | 1979 |
|
SU963595A1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ В РУЛОН | 2006 |
|
RU2323055C2 |
| Способ формирования рулона | 1979 |
|
SU833338A1 |
| Устройство для регулирования натяжения полосы при смотке в рулон | 1982 |
|
SU1044362A2 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| Способ контроля пробуксовки рулона относительно барабана | 1977 |
|
SU660747A1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОН | 2001 |
|
RU2212296C2 |
| Способ регулирования параметров процесса намотки в рулоны металлических полос | 1984 |
|
SU1192876A1 |
г Г S
