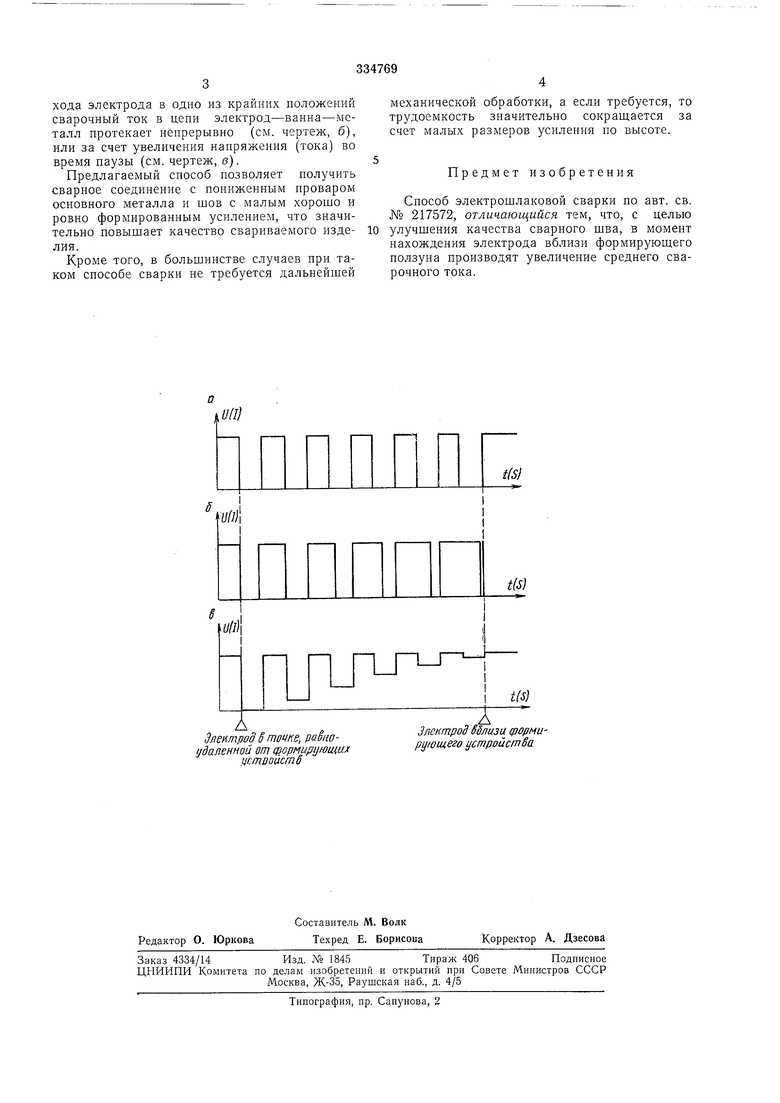
Изобретение относится к электрошлаковой сварке и может быть использовано для возможности осуществления дозированной подачи мощности при электрощлаковой сварке проволочным электродом с колебаниями. При установившемся процессе электрошлаковой сварки количество теплоты, выделяемой в шлаковой ванне, должно быть равно количеству тепла, отдаваемого ванной. Распределение теплоты зависит от режима сварки. При этом наибольшую долю (более двух третей) в тепловом баллансе составляет расход тепла на плавление основного металла, в том числе и на бесполезный теплоотвод в массу основного металла. Для уменьшения величины провара и улучшения качества требуется обеспечение минимального проплавления основного металла, например, при сварке сравнительно тонких пластин с массивными деталями. По авт. св. № 217572 известен способ электрошлаковой сварки, использующий инерционность шлаковой ванны. Для поддержания необходимой для минимального проплавления сварочных кромок тепловой энергии шлаковой ванны производится заданное по времени, с интервалами, например, 0,5-5 сек ее охлаждение за счет плавления непосредственно самого сварочного электрода, непрерывно подаваемого с постоянной скоростью при полном отключении тока на этом электроде в момент охлаждения шлаковой ванны. Однако при реализации этого способа в связи с уменьшением подачи энергии в зону шлаковой ванны и уменьшением проплавления основного металла ухудшается формирование шва из-за усиленного теплоотвода в зоне водоохлаждаемых ползунов. Чтобы получить качественное сварное соединение, приходится значительно увеличивать размер усиления. Усиление получается бугристое, и требуется дальнейшая механическая обработка. Предлагаемый способ отличается от известного тем, что для улучшения качества сварного шва в момент нахождения электрода вблизи формирующего ползуна производят увеличение среднего сварочного тока. Предлагаемый способ поясняется чертежом. В каждом из крайних положений электрода, т. е. в момент нахождения его вблизи от формирующих ползунов, прекращают периодическое отключение сварочного тока и переходят на постоянное подключение электрода к сварочному трансформатору (см. четреж,а). Причем для повышения устойчивости щлакового процесса и более равномерного распределения энергии в зоне сварки этот переход происходит или за счет постепенного увеличения длительности импульса и уменьшения длительности паузы так, что к моменту подхода электрода в одно из крайних положений сварочный ток в цепи электрод-ванна-металл протекает непрерывно (см. чертеж, б), или за счет увеличения напряжения (тока) во время паузы (см. чертеж, в).
Предлагаемый способ позволяет получить сварное соединение с пониженным проваром основного металла и шов с малым хорошо и ровно формированным усилением, что значительно повышает качество свариваемого изделия.
Кроме того, в большинстве случаев при таком способе сварки пе требуется дальнейшей
механической обработки, а если требуется, то трудоемкость значительно сокраш,ается за счет малых размеров усилепня по высоте.
Предмет изобретения
Способ электрошлаковой сварки по авт. св. № 217572, отличающийся тем, что, с целью улучшения качества сварного шва, в момент нахождения электрода вблизи формирующего ползуна производят увеличение среднего сварочного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1972 |
|
SU335060A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU854650A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1973 |
|
SU405680A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1972 |
|
SU338328A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИПАТЕНТШ-]1Х^:л'Т .-•?!БИБЛИО--'КЛ I | 1970 |
|
SU264566A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ электрической сварки плавлением | 1978 |
|
SU859083A1 |
| Способ электрошлаковой сварки | 1981 |
|
SU984775A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1970 |
|
SU274279A1 |
Электрод S точке, раёноудаленной от сцормирующих
Ш:гп00ист6
Электрод бВлизи ерормирующего устройсгпёа
