Изобретение относится к области электрошлаковой сварки металлов и сплавов и может быть использовано в промышленности для сварки изделий больших сечений и особенно с малой шириной заготовки (например, при сварке заготовок для производства биметалла).
При известных способах злектрошлаковой сварки скорость охлаждения шва и околошовной зоны меньше, чем при большинстве других способов сварки. Это позволяет избегать закалочных структур и сваривать стали, не поддаюш,иеся сварке другими способами.
Однако малая скорость охлаждения способствует образованию крупнокристаллитной структуры металла шва и росту зерна в околошовной зоне.
Кроме того, при электрошлаковой сварке устойчивое квазистационарное тепловое поле существует только при значительном проплавлении основного металла и сильном разогреве прилегающих к шву участков основного металла. При ограниченной ширине свариваемых частей тепловое поле становится еще более неустойчивым.
Этому способствует также то, что при всех лриемах электрошлаковой сварки тепло передается основному металлу неравномерно по толщине. Даже при сварке пластинчатым электродом, повторяющим сечение сварочного зазора, плавление электрода происходит не одновременно по всей толщине свариваемого металла, а отдельными участками поочередно.
Все это не позволяет, например, сваривать листы по плоскости или производить наплавку на листы менее определенной толщины.
Вследствие этого при электрошлаковой сварке существует определенный минимум
ширины свариваемых деталей (листов). Этот минимум составляет 80-100 мм, а для сталей с пониженной теплопроводностью - еще больше. При ширине, меньщей этого минимума, происходит прожог детали.
Предлагаемый способ отличается от известных тем, что между сварочными электродами и свариваемыми кромками помещаются металлические пластины, которые оплавляют в процессе сварки, а изоляцию размещают
между электродами и металлическими пластинами и между металлическими пластинами и свариваемыми кромками.
На фиг. 1 и 2 дана конструкция устройства, реализующего способ электрошлаковой
сварки.
Сущность предлагаемого способа заключается в следующем.
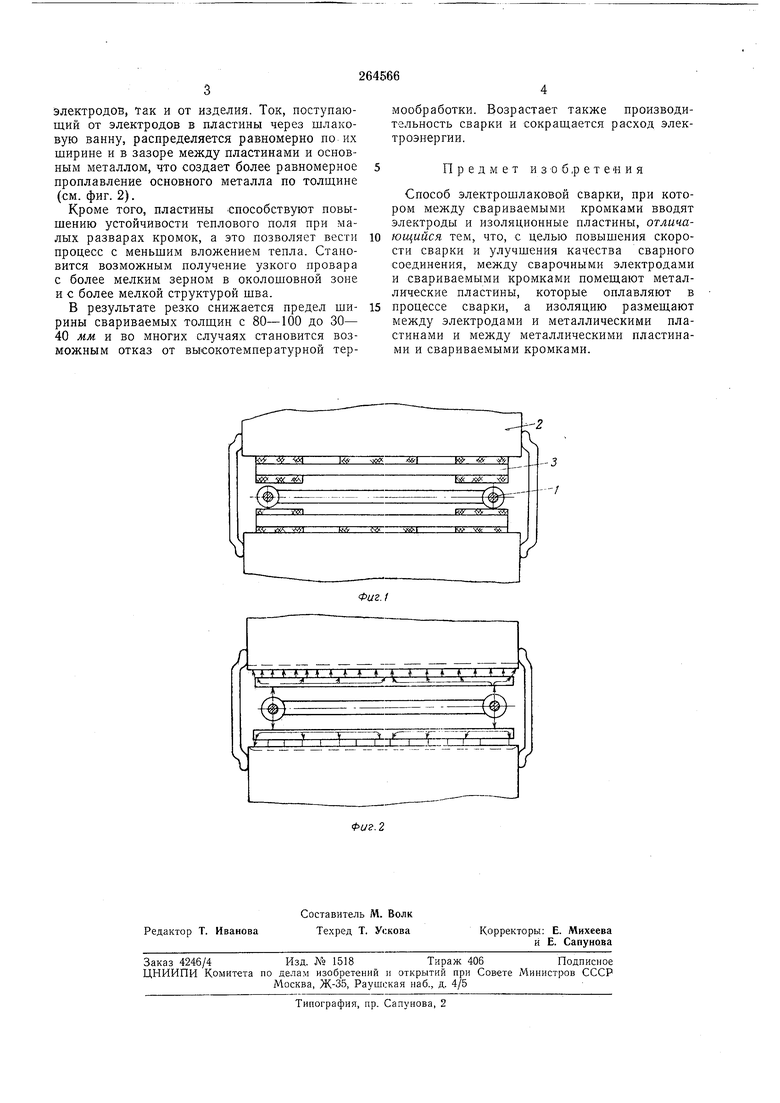
Электродов, так и от изделия. Ток, поступающий от электродов в пластины через шлаковую ванну, распределяется равномерно по их ширине и в зазоре между пластинами и основным металлом, что создает более равномерное проплавление основного металла по толщине (см. фиг. 2).
Кроме того, пластины способствуют повышению устойчивости теплового поля при малых разварах кромок, а это позволяет вести процесс с меньшим вложением тепла. Становится возможным получение узкого провара с более мелким зерном в околошовной зоне и с более мелкой структурой шва.
В результате резко снижается предел ширины свариваемых толщин с 80-100 до 30- 40 мм и во многих случаях становится возможным отказ от высокотемпературной термообработки. Возрастает также производительность сварки и сокращается расход электроэнергии.
Предмет и з о б ,р е т е Н и я
Способ электрошлаковой сварки, при котором между свариваемыми кромками вводят электроды и изоляционные пластины, отличающийся тем, что, с целью повышения скорости сварки и улучшения качества сварного соединения, между сварочными электродами и свариваемыми кромками помещают металлические пластины, которые оплавляют в
процессе сварки, а изоляцию размещают между электродами и металлическими пластинами и между металлическими пластинами и свариваемыми кромками.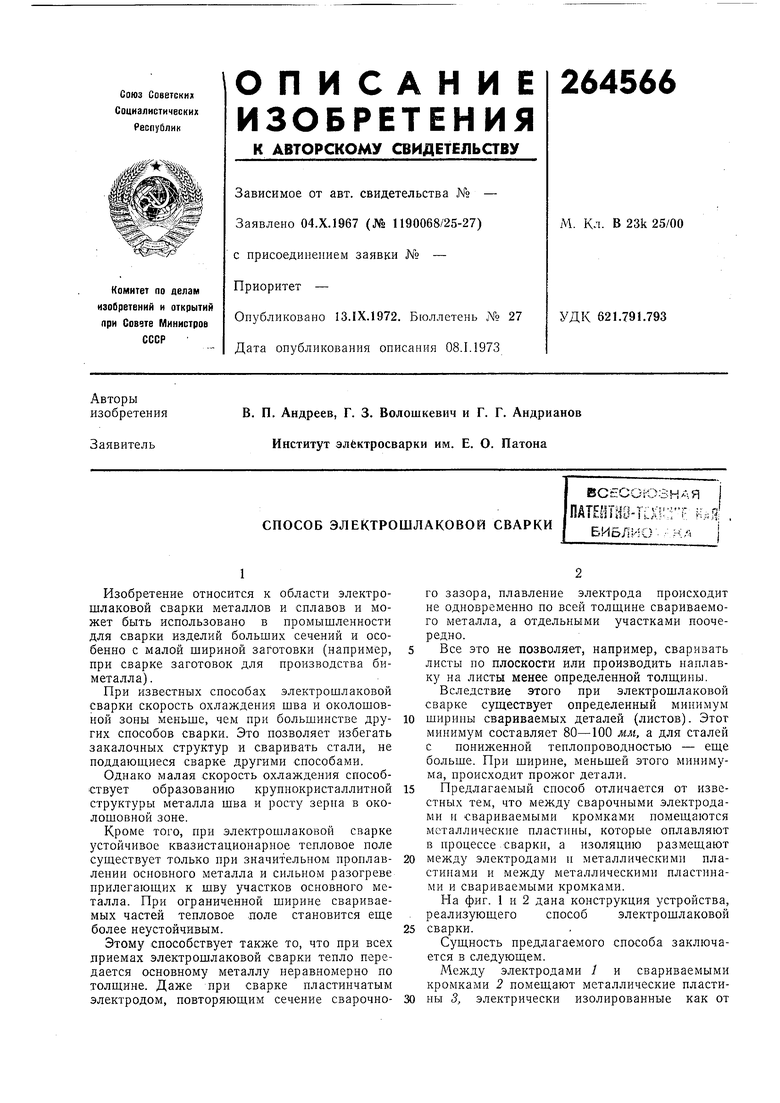
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1972 |
|
SU338328A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| ПЛАСТИНЧАТЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОЙСВАРКИ | 1970 |
|
SU261613A1 |
| Способ обработки сварных соединений | 1985 |
|
SU1313616A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1971 |
|
SU318442A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1972 |
|
SU420420A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1988 |
|
SU1593851A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
