Изобретение относится ,к области сварки металлов и может быть Применено для электрошла-ковой Сварки металла толщиной до 180 мм.
Известны способы электрошлаковой сварки проволочными, пластинчатыми, проволочнопластинчатыми и другими электродами. При этом (Нагрев и расплавление -металла осуществляют за счет тепла, выделяющегося в расплавленном шлаке при пропускании через него электрического тока от электродов. Скорость таких способов электрошлаковой сварки весьма мала - для металла толщиной 100- 200 мм она едва достигает 1,0 м/час.
Целью предлагаемого юпособа является повышение производительности электрощлаковой сварки за счет уменьшения склонности металла щвов к образованию горячих трещин.
Это достигается тем, что электроды располагают вне свариваемых кромок в зоне усллениЯ свариваемого шва.
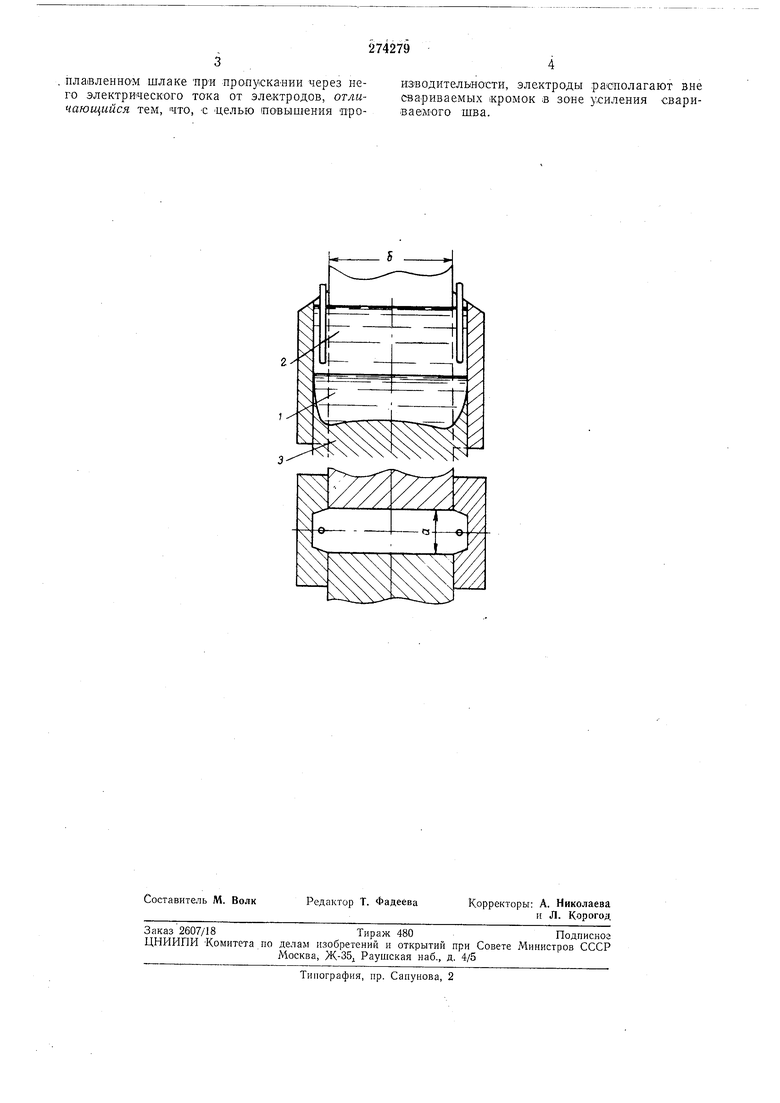
На чертеже приняты условные обозначения: 1-металлическая ванна, 2 - шлаковая ванна, 5 - закристаллизовавшийся металл шва, а-сварочный зазор, б - толщина металла.
Стойкость металла шва против образования горячих трещин -при леиз-менном его химическом составе в основном зависит от формы металлической ванны. С увеличением скорости сварки, т. е. с увеличением скорости подачи электродов, и следовательно, силы сварочного
тока, глубина металлической ванны увеличивается, ухудшается коэффициент формы сварочной ванны и возрастает склопность металла шва к образованию горячих трещин.
Предлагаемый юпособ отличается от известных расположением электродов непосредственно у охлаждаемых устройств вне свариваемых кромок, что приводит к перераспределению выделения тепла в сварочной ванне. Основная часть тепловой энергии выделяется у охлаждаемых устройств, где наиболее интенсивен отвод тепла. Это благоприятно сказывается на форме металлической ванны и открывает большие возможности для значительного повышения скорости подачи электродов без опасности образования кристаллизационных трещин в металле шва. Расположение электродов в непосредственной близости от ползунов благоприятно сказывается также на форме провара: исчезает бочкообразная форма шва, соединяемьш кромки провариваются равномерно по всей толщипе металла, уменьшается перегрев металла околошовной зоны, упрощается техника сварки в связи с отсутствием поперечных перемещений электродов и увеличивается надежность процесса.
Предмет изобретения
Способ электрошлаковой юварки, при котоплавленном шлаке пр-и пропуска-нии через него электрического тока от электродов, отличающийся тем, что, -с щелью повышения производительности, электроды располагают вне свариваемых кромок в зоне усиления свариваемого шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1973 |
|
SU405680A1 |
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1969 |
|
SU255438A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1970 |
|
SU260038A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| Способ электрошлаковой сварки | 1981 |
|
SU984775A1 |
| Способ вертикальной сварки открытой дугой | 1980 |
|
SU927441A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |