Изобретение относится к области сварки.
В промышленности все шире используется способ электрошлаковой сварки при изготовлении различных изделий с применением металла большой толш,ины. С увеличением толщины металла заметными становятся деформации изделий, что приводит к изменениям геометрических размеров сварной конструкции в целом. Так, при электрошлаковой сварке наибольшей величины достигают поперечные деформации, приводяш,ие к уменьшению зазора между свариваемыми частями в результате сильно развитых усадочных явлений. Например, поступательное перемещение при сварке металла толщиной 200 мм составляет 3,5-4,5 мм, при сварке металла толщиной 500 мм - 7-10 млг. В связи с этим возникает необходимость производить предварительные расчеты. Однако они сильно усложняются при применении сталей различных структурных классов. С увеличением толщины металла до 2000 мм эти расчеты сложны, и трудно предусмотреть влияние различных факторов на деформацию сварной конструкции.
Для повышения качества сварных соединений крупногабаритных деталей из закаливающихся сталей предлагается способ электрошлаковой сварки, исключающий поперечные перемещения свариваемых элементов в
процессе сварки. Этот способ заключается в следующем. Перед сваркой на обоих свариваемых торцах образуют специальные выступы, имеющие определенные размеры. В некоторых случаях, например при изготовлении изделий цилиндрической формы, имеющих в готовом виде центральное отверстие, примерно равное 0,1 наружного диаметра, эти выступы могут быть удалены. При отсутствии отверстий выступы полностью переплавляют. Сварку изделий выполняют электродами, по крайней мере один из которых является неподвижным, имеет отверстия, в которых располагают стыки выступов. Неподвижный электрод в процессе сварки расплавляется вместе с подвижными и благодаря расположению в центре выступов препятствует образованию усадочной раковины. Для устранения короткого замыкания на свариваемых поверхностях
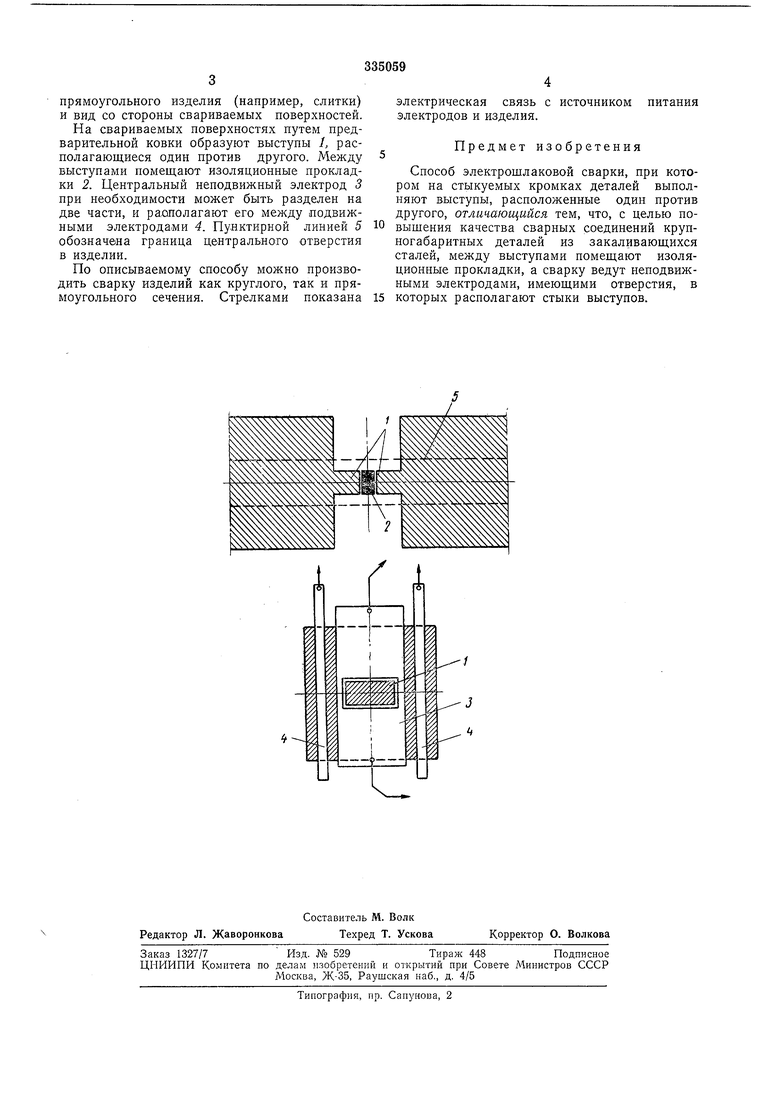
между выступами помещают изоляционные прокладки, удаляемые вместе с выступами при сверлении центрального отверстия. В некоторых случаях часть поверхности выступов, оплавленная в нроцессе сварки на достаточиую глубину, может образовывать шов совместно с жидким металлом сварочной ванны, для устранения трещин используется подогрев. Рекомендуемый способ сварки поясняется чертежом, на котором показаны подготовленпрямоугольного изделия (иапример, слитки) и вид со стороны свариваемых поверхностей.
На свариваемых поверхностях путем предварительной ковки образуют выступы /, располагающиеся один против другого. Между выступами помещают изоляционные прокладки 2. Центральный неподвижный электрод 5 при необходимости может быть разделен на две части, и располагают его между подвижными электрода-ми 4. Пунктирной линией 5 обозначена граница центрального отверстия в изделии.
По описываемому способу можно производить сварку изделий как круглого, так и прямоугольного сечения. Стрелками показана
электрическая связь с
источником питания электродов и изделия.
Предмет изобретения
Способ электрошлаковой сварки, при котором на стыкуемых кромках деталей выполняют выступы, расположенные один против другого, отличающийся тем, что, с целью повыщения качества сварных соединений крупногабаритных деталей из закаливающихся сталей, между выступами помещают изоляционные прокладки, а сварку ведут неподвижными электродами, имеющими отверстия, в которых располагают стыки выступов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU823038A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1107998A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТАЛЬНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬС (ВАРИАНТЫ) | 1998 |
|
RU2136465C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ПЛАСТИНЧАТЫМ ЭЛЕКТРОДОМ | 1990 |
|
RU2014978C1 |
| Способ электрошлаковой сварки | 1977 |
|
SU721288A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU833396A1 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1988 |
|
SU1593851A1 |
