rcoujOMmajtbwta пл у:кость
Изобретение относится к области сварки крупногабаритных узлов из толстолистового металлопроката и литья, в частности к электрошлаковой сварке плавящимся мундштуком.
Целью изобретения является повышение качества сварного соединения при выполнении сварных швов, расположенных под углом до 45 ° к горизонту.
Способ позволяет исключить увеличение составляющих режима сварки (напряжения, силы тока и т.д.) приводящее к ухудшению свойств сварного соединения за счет перегрева шэтаковой и металлической ванны, металла шва и околошовной зоны.
На чертеже дано устройство, реализующее предлагаемый способ.
В процессе электрошлаковой сварки плавящимся мундштуком наклонных к горизонту деталей I без смещения продольной оси 2 мундштука 3 от оси сварочного зазора 4 активная зона плавления шлаковой ванны 5 распола- гается по оси зазора. Сварочный процесс начинается с наведения шлаковой ванны в вводном кармане 6 и заканчивается на выводных планках 7. Удержание шлаковой ванны и формирование сварного соединения 8 производят водоохлаждаемыми формирующими устройствами или остающимися технологическими планками.
Электрошлаковая сварка плавящимся мундштуком соединения подобного типа показала, что на участке сплавления свариваемой кромки.9, расположенной под осью зазора 2, с металлом шва происходит более интенсивное охлаждение расплавленной шлаковой ванны за счет ее сравнительно большей шощади теплового рассеивания, по сравнению с площадью теплового рассеивания расплавленной шлаковой ван- ны на участке сплавления свариваемой кромки 10, расположенной над осью 2, с металлом шва, что приводит к уменьшению тепловложений и глубины про- плавления -кромки 9, увеличению- тепло вложений и глубины проплавления кромки 10 с металлом шва, ухудшению качества сварного соединения за счет появления дефектов в виде несплавлений и непроваров по кромке шва, расположенной под осью разделки, и, соответственно, к перегреву по границе сварного шва, расположенной на осью разделки.
о
л
5
5
При сварке со смещением оси плавящегося мундштука относительно оси зазора удается получить равномерное проплавление обеих кромок.
Предлагаемым способом производили злектрошлаковую сварку штатных сверхгабаритных изделий металлургического и конверторного оборудования из стали марки 09Г2С толщиной 120-140 мм плавящимся мундштуком, изготовленным из трех трубок Юх-З мм из стали 20 и двух пластин 30-40 х 6 мм из Ст.З. Сварку осуществляли проволокой Св 10Г2 0 3 мм на следующих режимах: Напряжение стали, В 44-46 Сила тока, /I 1500-1600 Скорость подачи проволоки, м/ч 80 Зазор под сварку, мм 32-34 Глубина шлаковой ванны, мм50-60
Угол наклона шва к горизонту, град 45 Расстояние (Ь) от кромки стыка, расположенной над осью зазора, до оси мундштука, мм 20tl Расстояние (а) от кромки стыка, расположенной под осью зазора, до оси мундштука, ммJ4tl Контроль сварного соединения показал его высокое качество.
По предлагаемому способу в процессе электрошлаковой сварки плавящимся мундштуком наклоненных к горизонту швов толетолистового металлопроката удается приблизить активную зону шлаковой ванны к свариваемой кромке, расположенной под осью разделки, что позволяет повысить равно- лмерность проплавления кромок, обеспечить отсутствие несплавлений без , перегрева металла шва и околошовной зоны, что повьш1ает качество сварного соединения.
Формула изобретения
Способ электрошлаковой сварки плавящимся мундштуком, который размещают вдоль оси сварочного зазора, отличающийся тем, что, с целью повьш1ения качества сварного соединения при выполнении сварных швов, расположенных под углом до 45°
к горизонту, плавящийся мундштук располагают со смещением от продольной оси зазора на величину, определяемую зависимостью
а
b
sino4
где а - расстояние от свариваемой кромки расположенной под
осью зазора, до оси плавящегося fyндштyкa; расстояние от свариваемой кромки, расположенной над осью зазора, до оси плавящегося мундштука; угол наклона оси зазора к горизонту.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| Способ вертикальной дуговой сварки под флюсом | 1991 |
|
SU1819199A3 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2021 |
|
RU2759350C1 |
| Способ сварки | 1978 |
|
SU747660A1 |
Изобретение относится к сварке крупногабаритных узлов из толстолистового металлопроката и литья, в частности к электрошлаковой сварке плавящимся мундштуком. Цель изобретения - повышение качества сварного соединения при выполнении сварных швов, расположенных под углом до 45° к горизонту. В процессе электрошлаковой сварки продольную ось 2 мундштука 3 смещают от оси 4 сварочного зазора так, чтобы отношение расстояния от оси мундштука до нижней кромки к расстоянию от оси мундштука до верхней кромки равнялось синусу угла наклона оси разделки. Способ позволяет исключить перегрев металла шва и зоны термического влияния, повысить равномерность глубины проплавления кромок, обеспечивает отсутствие несплавлений. 1 ил.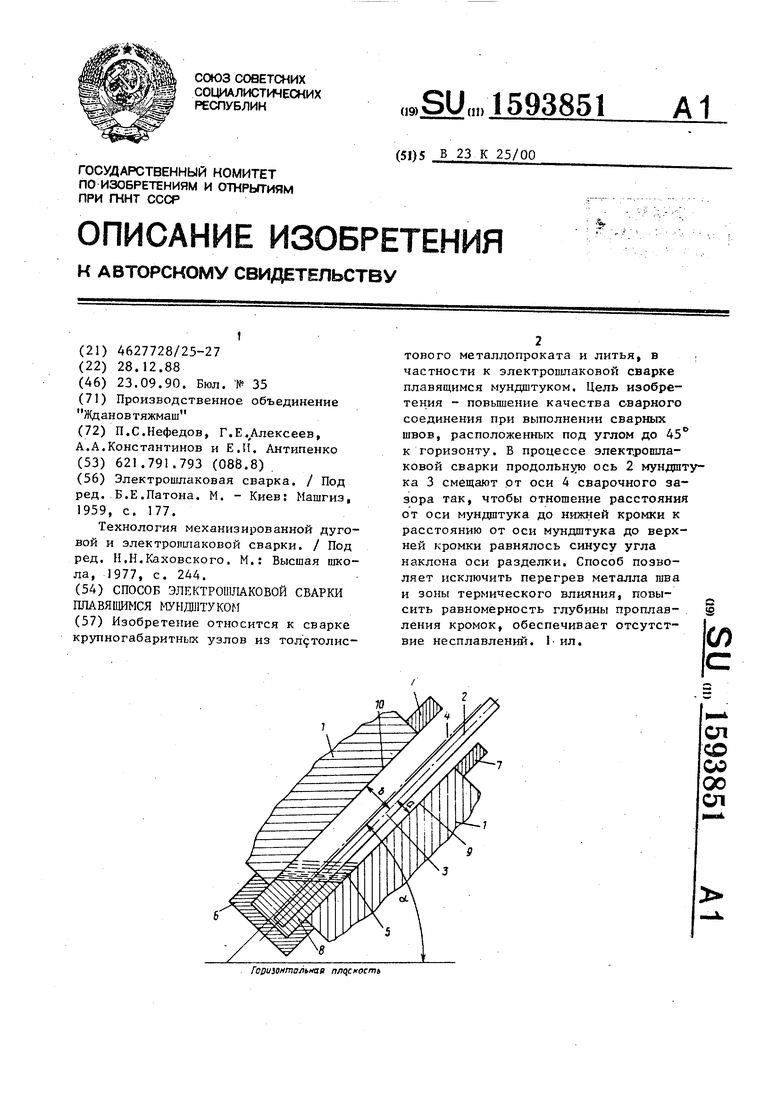
| Электрошлаковая сварка | |||
| / Под ред | |||
| Б.Е.Патона | |||
| М | |||
| - Киев: Машгиэ, 1959, с | |||
| Кулисный парораспределительный механизм | 1920 |
|
SU177A1 |
| Технология механизированной дуговой и электроишаковой сварки | |||
| / Под ред | |||
| И.Н.Каховского | |||
| М.: Высшая школа, 1977, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
