Изобретение относится к области сварочного производства, а именно к формирующим устройствам для электрошлаковой сварки (ЭЩС) двухслойных сталей. Известно устройство для электрошлаковой сварки последовательно двух слоев за один проход Щ. Недостатком его является нгшичие раздел.ьных формирукхцих ползунов, что затрудняет контроль за проведением процесса. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей, содержащий формирующую планку с выступом, по высоте равным толщине облицовочно го слоя 2 . Недостатком его является то, что для получения сварного соединения и двухслойной стали при использовании известного фигурного ползуна с высту пом требуется выполнение раздельных одна от другой операций электрошлако вой сварки основного металла и дуго вой многослойной наплавки облицовочного слоя. Дуговая наплавка с необходимостью предварительного и сопутствующего пОдогрева облицовочного слоя представляет собой трудоемкий процесс, включающий послойное наложение швов, за4.HCTKV шлака с поверхности каждого предыдущего слоя перед наложением последующего. Кроме того, использование известного фигурного ползуна недостаточно надежно, так как при сварке происходит сближение свариваемых кромок, вызванное усадкой завариваемого , в результате чего ползун заклинивается и дальнейшее ведение процесса становится невозможным. Цель изобретения - повысить производительность процесса сварки двухслойных сталей путем обеспечения возможности одновременной сварки основного метс1лла и облицовочного слоя в вертикальном положении, а также предотврёццение заклинивания ползуна. Поставленная цель достигается тем, что ползун снабжен подпружиненной вставкой, а на одной из боковых поверхностей выступа планки по всей его длине образован паз, причем выступ выполнен на верхней по ходу сварки части ползуна со сквозным продольным
отверстием для подачи дополнительного электрода, -а подпружиненная вставка смонтирована с возможностью поперечного перемещения в упомянутом пазу.
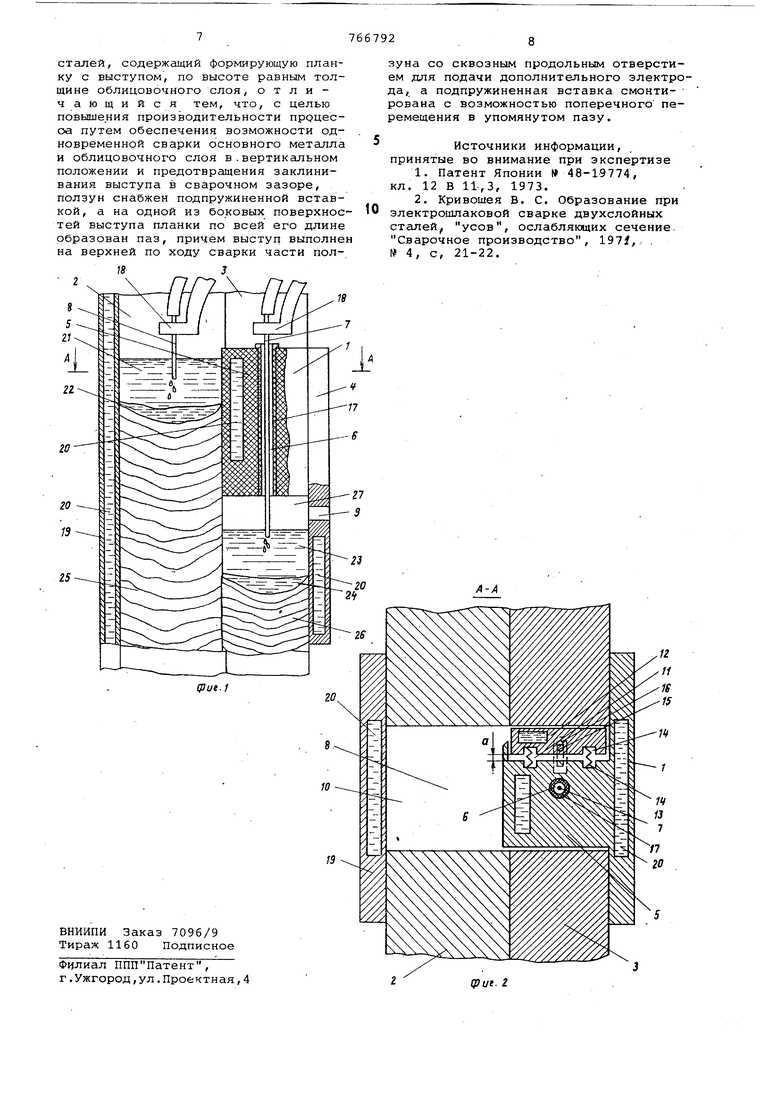
На фиг. 1 схематично показан формирующий фигурный ползун в процессе электрошлаковой сварки двухслойных сталей; на фиг. 2 - сечение А-А на фиг. 1.
Формирующий фигурный ползун 1 для электрошлаковой сварки основного металла 2 и облицовочного слоя 3 содержит планку 4 с выступом 5, в котором выполнено отверстие 6 для подачи электрода 7 в зону сварки облицовочного слоя. Электрод 8 предназначен для сварки основного металла, отверстие 9 - для подачи сварочного флюса и контроля за ведением процесса сварки облицовочного слоя. Зазор 10 образован между свариваемыми кромками основного металла. В выступе 5 выполнен паз 11, в котором расположена вставка 12, подпружиненная упругими элементами 13, например пружинами, установленными в гнездах 14..Вставка 12 взаимосвязана с выступом 5 посредством соединительных элементов, состоящих из пальца 15 и пластины 16.
Изолирующая трубка 17 предотвращает контакт электрода 7 с выступом 1. Токоподводящие мундштуки 18 расположены над поверхностью выступа планки 4 .
Формирующая подкладка 19 водЪохлаждаемыми полостями 20 ограничивает шлаковую 21 и металлическую 22 ванны основного метсшла. Шлаковую 23 и металлическую 24 ванны облицовочного слоя ограничивает водоохлаждаемая планка 4.,
Шов 25 основного металла и шов 26 облицовочного слоя, также планка 4 образуют полость 27 - зону сварки облицовочного слоя.
Перед началом электрошлаковой сваки двухслойной стали устанавливают медный водоохлаждаемый фигурный ползун 1 со стороны облицовочного слоя 3 а со стороны основного металла 2 обычную формирующую подкладку 19 с полостями 20 для теплоотвода проточной воды. Причем ползун устанавливают таким образом, чтобы выступ 5, выполненный на верхней части планки 4, совместно с вставкой 13 располагался в зазоре 10 между свариваемыми кромка яи. Вставка 12 размещается в продольном пазу 11 выступа 5 и подпружинирается упругими элементами 13, установленными в гнездах 14 вставки и выступа, что обеспечивает возможност поперечного перемещения вставки в результате сближения свариваемых кромок из-за усадки швов свариваемого соединения. Зазор а выбирается конструктивно с учетом максимально возможного сближения кромок и равен 6-8 мм что предотвращает выступ фигурного
ползуна от заклинивания в процессе сварки. Кроме этого, предохраняется вытекание расплавленного флюса благодаря плотному прижатию упругими элементами боковых поверхностей выступа и вставки к свариваемым кромкам.
Вставка 12 взаимосвязана с выступом посредством расположенных на верхней и нижней поверхностях выступа соединительных элементов, состоящих из пальца 15, установленного на вставке, который перемещается в прорези пластины 16, закрепленной на выступе
После установки фигурного ползуна 1 и подкладки 19 подают электрод 8 и сварочный флюс, набирают шлаковую 21 и металлическую 22 ванны,осуществля-ют процесс электрошлаковой сварки основного металла и формирование шра 25
В момент стабилизации процесса и подхода уровня поверхности шлаковой ванны 21 к верхней кромке выстУпа ползуна начинают подачу электрода 7 через сквозное продольное, изолированное трубкой 17 отверстие 6, предусмотренное в упомянутом выступе, а сварочныйфлюс подают через другое сквозное, расположенное под выступом отверстие 9, которое служит также для контролирования уровня и глубины шлаковой 23 и металлической 24 ванн.
В полости 27, образующейся выступом в процессе сварки основного металла, начинается процесс формирования шва 26 облицовочного слоя. Причем электрод 7, погружаясь в шлаковую ванну 23, предварительно подогревается за счет увеличения вылета, который обеспечивается в результате прохождения расстояния от токоподводящего наконечника мундштука 18 до уровня поверхности шлаковой ванны 23. Положительный эффект увеличенного вылета при электрошлаковой сварке подтвержден практическими результатами. Этот эффект обеспечивает минимальное и равномерное проплавление шва 25 основного металла металлической ванной 22.
Таким образом, фигурный ползун с выступом, перемещаемый со скоростью сварки, позволяет одновременно вести процесс электрошлаковой сварки основного металла и облицовочного слоя сварного соединения из двухслойных сталей.
Для испытания работоспособности фигурного ползуна был подготовлен под сварку образец из двухслойной стали (12XM+OXi8H10T) толщиной основного металла 100 мм и облицовочного - 30мм Длина свариваемого стыка - 1200 мм.
Посае сборки образца под сварку устанавливали фигурный ползун выступом в зазоре между свариваемыми кромками со стороны облицовочного слоя, а с обратной стороны стыка, устанавливали на всю длину стыка формирующую подкладку.
Затем начинали подачу электрода и флюса в зону сварки основного металла После стабилизации электрошлакового процесса включали подачу электрода через отверстие в выступе в зону облицовочного слоя. Причем подачу электрода в обе зоны осуществляли таким образом, чтобы обеспечивалась одинаковая скорость сварки основного металла и облицовочного слоя.
В процессе сварки под действием сближающихся кромок вставка выступа перемещалась, тем самым предотвращалось заклинивание в зазоре формирующего ползуна. Пружины, установленные
в выступе и вставке, плотно прижимали боковую поверхность выступа и вставки к свариваемым кромкам, предотвращая вытекание расплавленного флюса и обеспечивая надежность формирования шва.
Таким образом, ползун, перемещаясь со скоростью сварки, обеспечивал одновременную ЭШС основного металла и облицовочного слоя.
Электропшаковый процесс сварки двухслойной стали с применением фигурного ползуна осуществляли по следующему режиму:
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ регулирования термического цикла при электрошлаковой сварке | 1980 |
|
SU919836A1 |
| Способ электрошлаковой сварки | 1976 |
|
SU656772A1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Кокиль для электрошлаковой сварки | 1977 |
|
SU740446A1 |
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
| Способ электрошлаковой сварки высокотеплопроводных материалов | 1980 |
|
SU929368A1 |
| Сварочный флюс для электрошлаковой сварки легированных сталей | 1981 |
|
SU998064A1 |
| Формирующее устройство для многопроходной электрошлаковой сварки | 1988 |
|
SU1606289A1 |
Количество проволок , шт
Скорость подачи проволоки, м/ч
Напряжение сварки, В
Зазор сборочной: внизу стыка, мм
вверху стыка, мм Сварочная провоВ результате ЭШС было получено качественное сварное соединение из образца двухслойной стали.
Путем использования предлагаемого формирующего фигурного ползуна снижается трудоемкость изготовления сварных изделий из двухслойных стгшей на 15-20%. Время сварки 1 п.м. двухслойной стали толщиной 130 мм по ранее применяемой технологии, предусматривающей ЭШС основного металла в электродуговую многослойную наплавку облицовочного слоя, с использованием известного фигурного ползуна составляет 5-5,5 ч, а при использойании предлагаемого ползуна - 1,5-1,7 ч.
Результаты проведенных испытаний подтверждают возможность реализации предлагаемого изобретения и его высокую эффективность.
Изобретение может быть применено заводами, занимающимися электрошлаковой сваркой изделий из двухслойных сталей.
Использование предлагаемого фигурного ползуна для сварки двухслойных сталей обеспечивает по сравнению с существующим повышение производительности процесса, надежности работы формирующего фигурного ползуна путем
предотвращения.заклинивания выступа в зазоре и плотного прижатия боковых поверхностей выступа к свариваемым
40 кромкам посредством упругих элементов, прёдотвраидающего вытекание расплавлен ного флюса, а также, повышение качества сварного соединения в результате электрошлаковой сварки облицовочного
дс слоя взамен дуговой многослойной иаплавки и улучшение условий труда, так как многослойная дуговая наплавка облицовочного слоя с предварительным и сопутствующим подогревом, производисц мая в прототипе, заменяется однопроходной электрошлаковой сваркой облицовочного слоя, выполняемой одновременно с электрошлаковой сваркой основного металла.
-От внедрения предлагаемого фигурного ползуна на производственном объединении Эдановтяжмаш при изготовлении корпусов реакторов из двухслойной стали 12ХМ-ЮХ18Н10Т ожидается экономический эффект 25-30 тыс.рус.
«О
Формула изобретения
Формирующий фигурный ползун для 5 электрошлаковой сварки двухслойных
