Известны устройства для обработки желобов колец шариконодшинников, выполненные в виде двух бабок с торцовыми опорами, установленных на Станиие и несущих обрабатываемые одним Шлифовальным кругом кольца.
Предложенное устройство отличается от известного тем, что торцовые опоры взаимно смещены в осевом направлении на величину, равную расстоянию между центрами профилей желобой.
Этим достигается поочередная обработка желобов колец двухрядных щарикоподшипников.
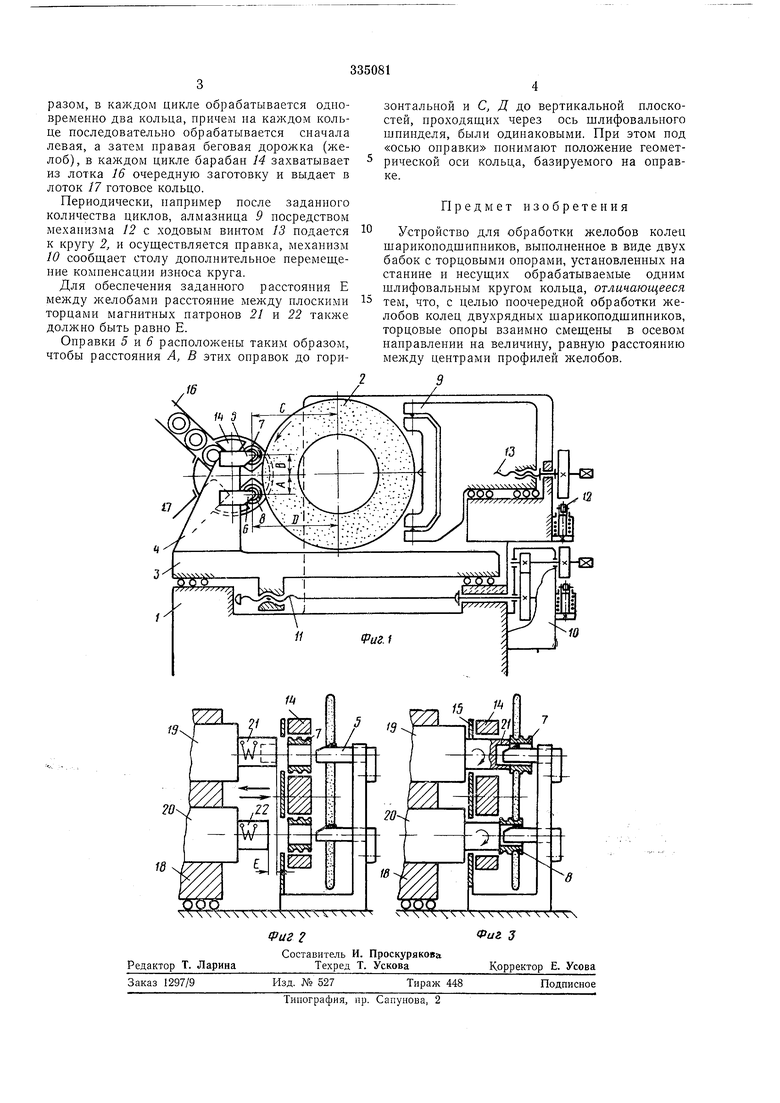
На фиг. 1 изображен станок, общий вид; на фиг. 2 и 3 - позиции перегрузки и обработки соответственно.
На станине / смонтированы шлифовальная бабка, несущая шлифовальный круг 2, подвижный стол 3, на котором закреплен кронштейн 4 с оправками 5 н 6 с радиальными опорами, несущими изделия (кольца) 7 и 8, находящиеся соответственно в нервой и второй позициях обработки, алмазница 9 и механизм 10 подач стола с ходовым винтом 11 и механизм 12 подачи алмаза на правку с ходовым винтом 13. На кронштейне 4 смонтированы барабан 14 с отсекателем 15, загрузочный лоток 16 и разгрузочный лоток 17. На столе 3 установлены два шпинделя изделия 19 и 20 с магнитными патронами 21 и 22 с плоскими
торцами, расстояние между которыми Е равно расстоянию между беговыми дорожками изделий. Из загрузочного лотка 16 очередная заготовка поступает в паз барабана 14 и при повороте последнего подается в положение, в котором заготовка соосна с верхним шпинделем изделия 19 (фиг. 2). Одновременно из лотка 16 в следующий паз барабана подается
очередная заготовка. При ходе салазок 18 вправо заготовка выносится магнитным патроном 21 на оправку 5, т. е. подается (см. фиг. 3) в первую позицию обработки, далее столу 3 сообщается посредством механизма 10
с ходовым винтом // движение подачи (см. фиг. 1) вправо, и происходит обработка левого л елоба. После ее окончания и отвода стола влево салазки отходят влево, из положения на фиг. 3 в положение на фиг. 2, и кольцо возвращается в верхний паз барабана 14. Отсекатель 15 препятствует выносу колец из барабана влево. Затем происходит поворот барабана на один шаг, и кольцо с обработанным левым желобом переносится на вторую
позицию, а очередная заготовка -- на первую позицию. Во второй позиции (на чертежах-нижняя) кольцо 8 выносится магнитным патроном 22 шпинделя изделия 20 на опоры оиравки 6, и при очередном ходе стола 3 об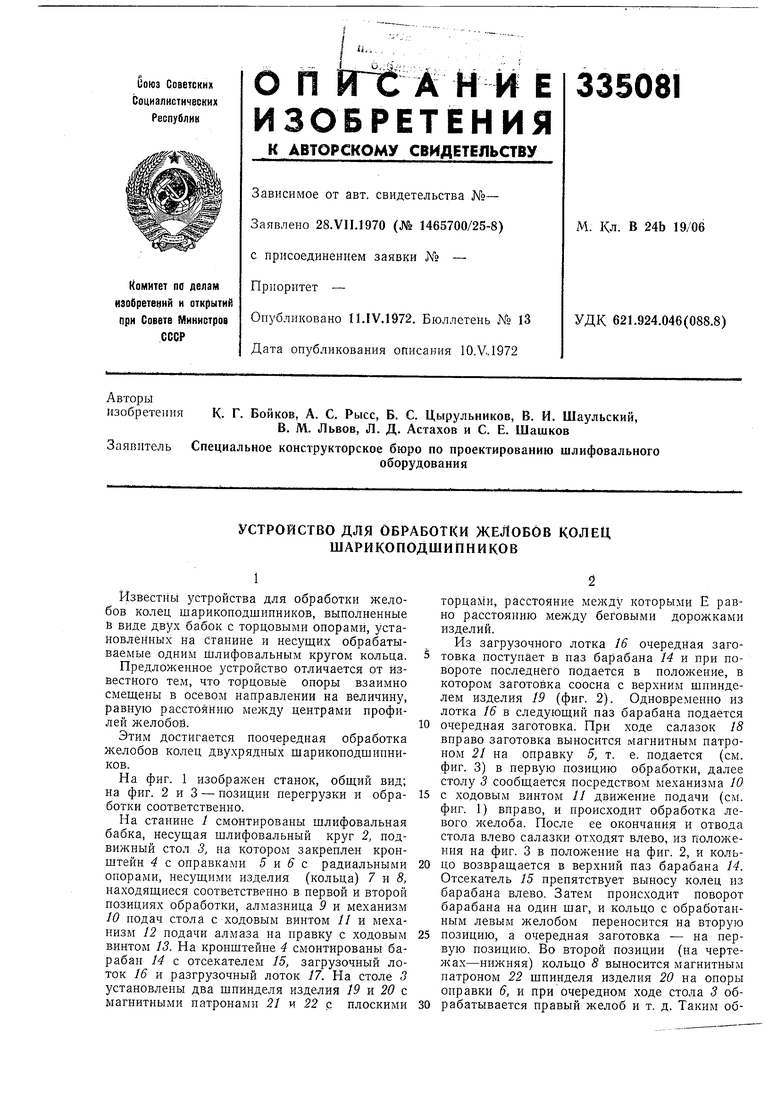
| название | год | авторы | номер документа |
|---|---|---|---|
| МШШ-ТЕХКИНЕСКУ | 1973 |
|
SU375164A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1973 |
|
SU364417A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU407714A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1972 |
|
SU337233A1 |
| Устройство для загрузки деталей типа колец и подшипников | 1974 |
|
SU526489A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1969 |
|
SU256548A1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ ПОДШИПНИКОВ | 1971 |
|
SU290816A1 |
| Станок для шлифования беговых доро-жЕК КОлЕц пОдшипНиКОВ КАчЕНия | 1979 |
|
SU802002A2 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU397312A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
