Изобретение предназначено для использовайия Б автоматических шлифовальных станках для обработки деталей типа колец подшипников качения.
Известны устройства для загрузки деталей типа колец подшинников, содержащие подводящий и отводящий лотки, отсекатель и поворотный сектор, ось поворота которого параллельна оси шпинделя бабки изделия.
Цель изобретения повышение надежности устройства в работе.
Это Достигается тем, что устройство снабжено салазками с кулачком, кинематически связанным с сектором, а также фиксатором рабочего положения, ограничителем угла поворота и пружиной силового замыкания, связывающими сектор с бабкой изделия, при этом на бабке изделия закреплен упор, взаимодействующий с деталью при загрузке и разгрузке, а на секторе установлен палец, удерживающий готовую деталь.
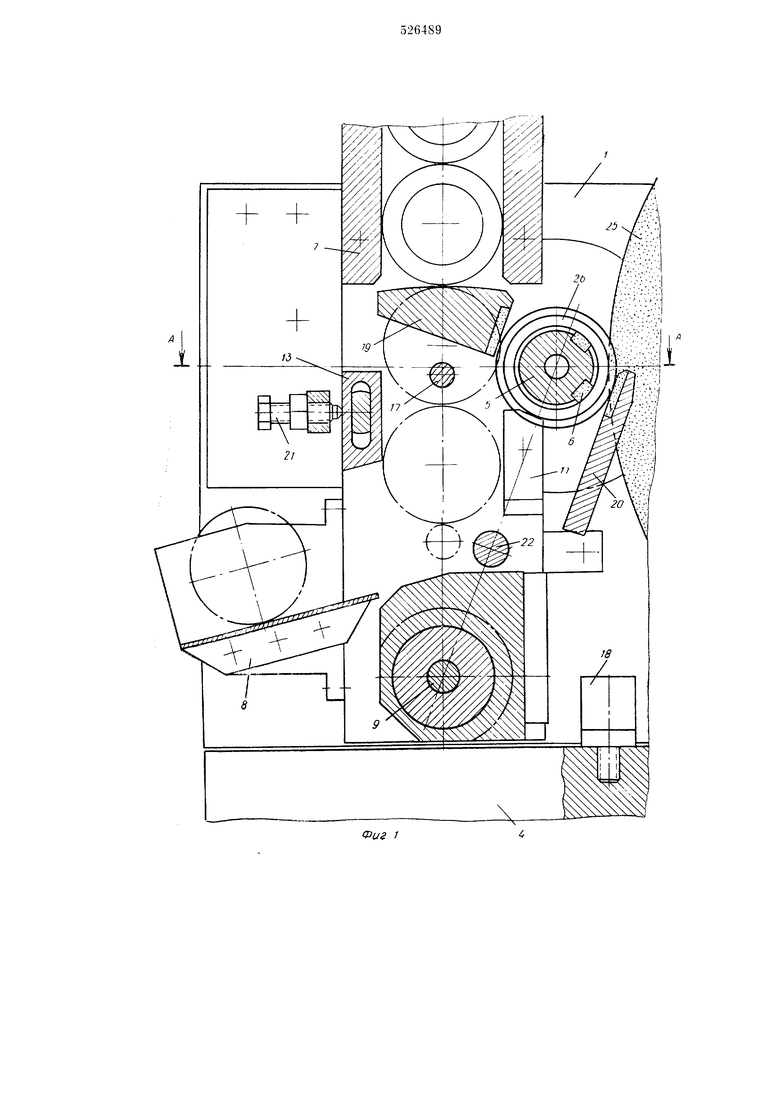
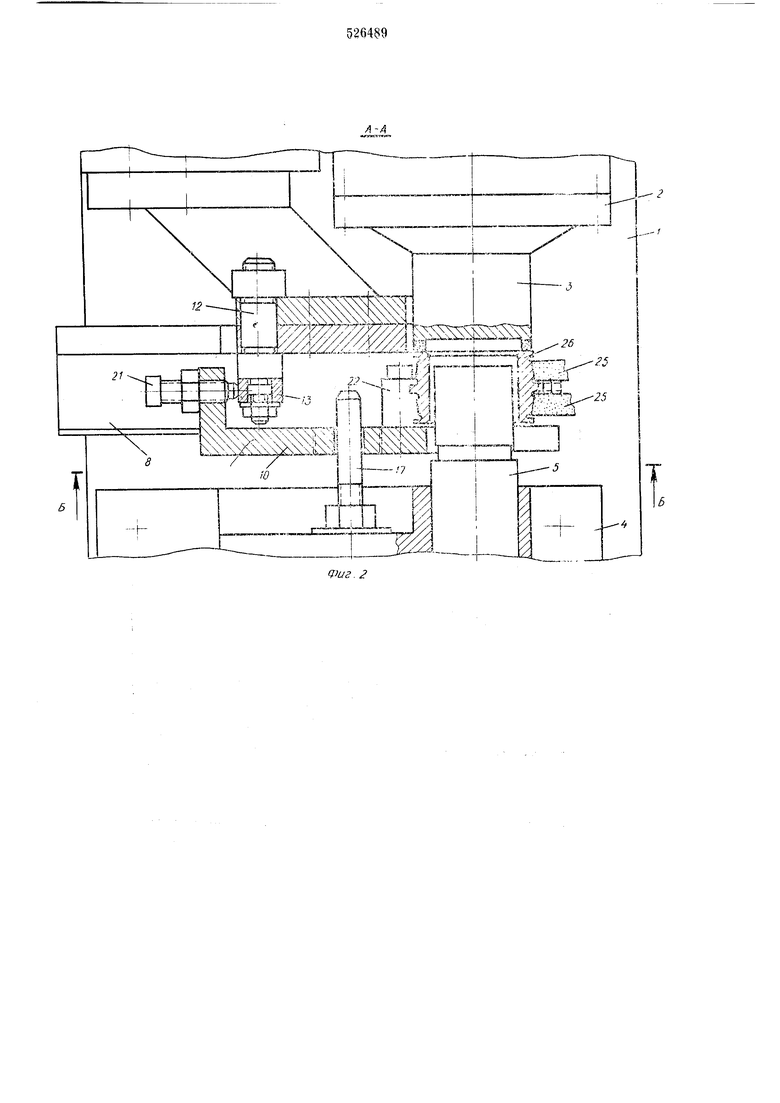
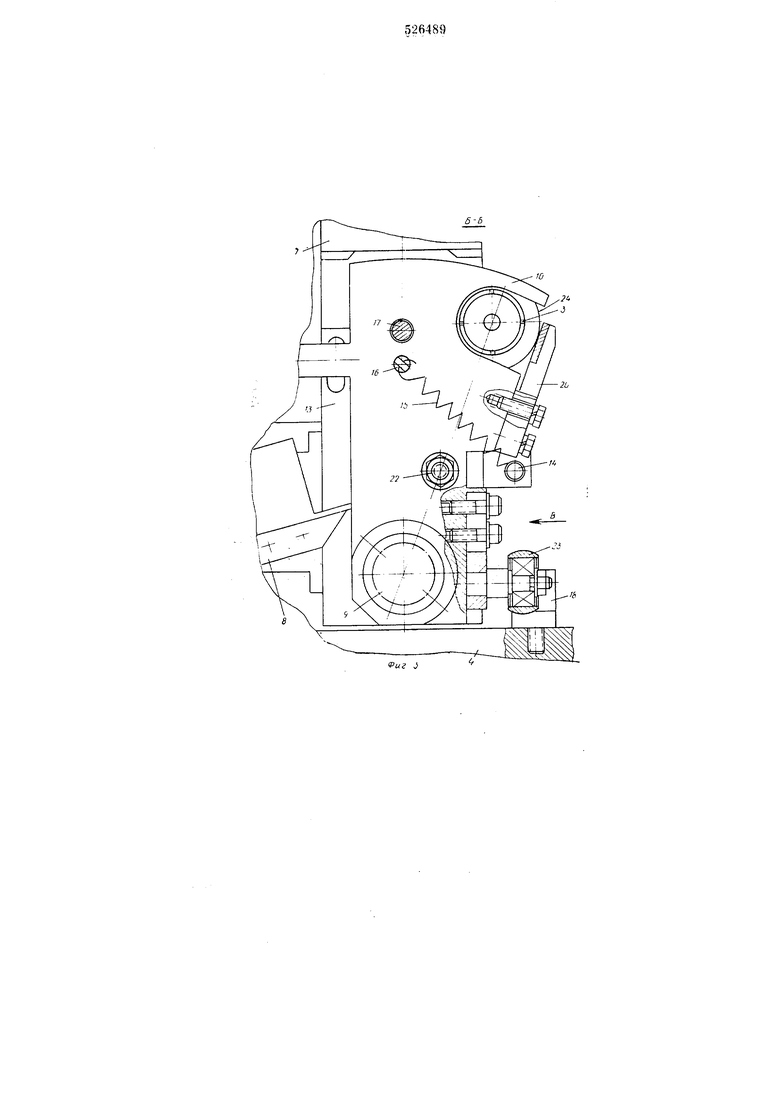
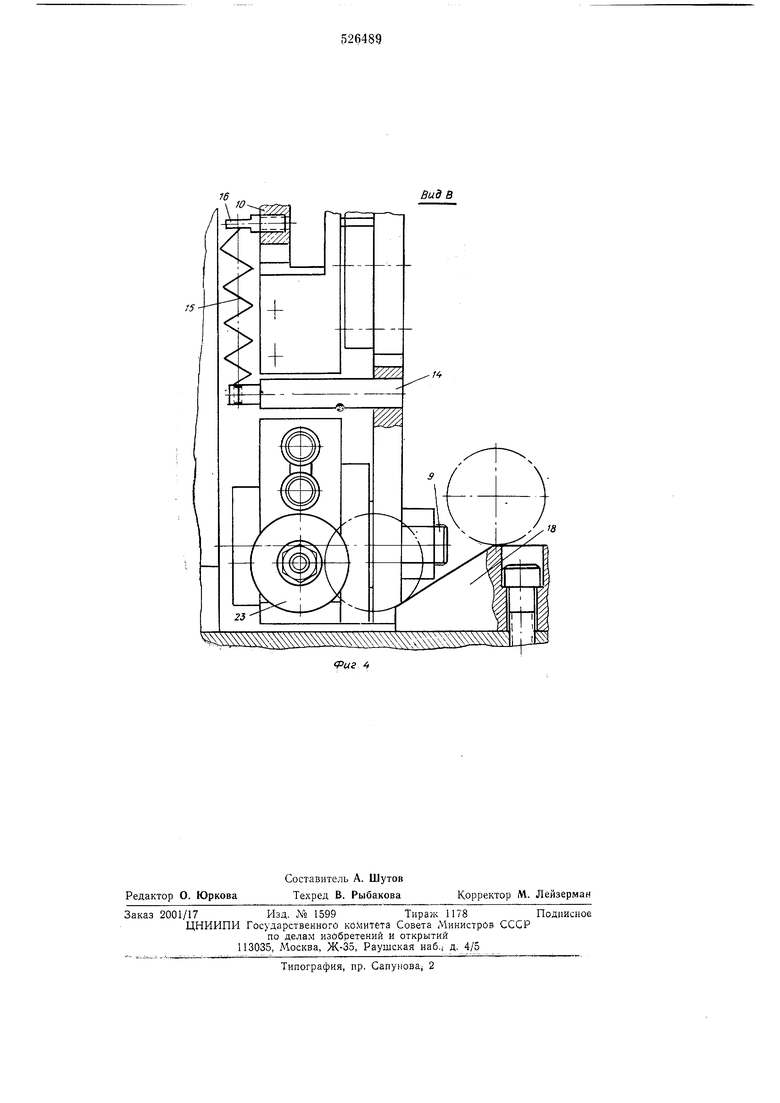
На фиг. 1 показано предлагаемое устройство, поперечный разрез; на фиг. 2 - сечение по А-А на фиг. I; на фиг. 3 - сечение по Б-Б на фиг. 2; на фиг. 4 - вид по стрелке В на фиг. 3.
Бабка изделия 1, шпиндель которой оснащен магнитным патроном 2 со сменной накладкой 3, выполнена подвижной в нанравлении, параллельном оси щнинделя, относительо салазок 4, несущих оправку 5 с радиальыми опорами 6. С бабкой изделия л естко связаны подающий лоток 7 и отводящий лоток 8, а также ось 9, на которой смонтирован поворотный сектор 10, упор 11 и палец 12, несущий упорную планку 13, а также палец 14 крепления пружины 15, второй конец которой посредством ушка 16 связан с сектором 10. С салазками 4 связаны палец 17 блокировки, входящий в отверстие сектора 10, и кулак 18. На секторе 10 смонтированы лапка-отсекатель 19 и ланка 20, а также винт-ограничитель 21, палец 22 и ролик 23 и предусмотрен вырез 24 для оправки 5. Салазки 4 подвижны относительно шлифовальной бабки, оснащенной кругами 25 в направлении, перпендикулярно.м к оси детали 26.
Устройство работает следующим образом. В изображенном на чертежах положении деталь 26 базируется но отверстию на радиальные оиоры 6 оправки 5, привод 1тся во вращение накладкой 3 магнитного патрона 2 и обрабатывается кругами 25, при этом движение врезной подачи осуществляется взаил1ным пеперемещением салазок 4 и шлифовальной бабки (на фиг. 1, 3 - в плоскости чертежаV Между деталью 26 и элементами 11, 19, 20 аредусмотрены зазоры, исключающие соприкосновение детали с этими элементами, сектор 10 повернут пружиной 15 по часовой стрелке до
упора винта-ограничителя 21 в планку 13. Палец 17 входит в отверстие сектора 10, и находящийся в лотке 7 столбик деталей удерживается лапкой-отсекателем 19. После окончания обработки происходит отскок салазок 4 влево (или кругов 25 вправо) и отвод бабки изделия (па фиг. 4 - вправо), при этом деталь 26 стягивается вырезом 24 сектора 10 с оправки 5, и сектор 10 выходит из зацепления с пальцем 17. Далее ролик 23 набегает на кулак 18 и поворачивает сектор (фиг. 1, 3) против часовой стрелки, преодолевая усилие пружины 15, и лапки 20, 19 ведут готовую деталь, которая катится по упору 11 влево; пройдя упор, деталь падает на палец 22, а ее место занимает очередная заготовка из столбика колец, находившихся в лотке 7. Далее бабка изделия возвращается в позицию обработки, при этом ролик 23 сбегает с кулака 18, пружина 15 поворачивает сектор 10 по часовой стрелке и лапка-отсекатель 19 проталкивает очередную заготовку на упор 11 и одновременно отсекает столбик колец в лотке 7. Палец 22 отходит
вправо, и готовая деталь откатывается в приемный лоток 8.
При дальнейшем ходе бабки изделия сектор 10 садится отверстием на блокировочный палец 17, затем заготовка - на оправку 5, и начинается очередной цикл обработки.
Формула изобретения
Устройство для загрузки деталей типа колец подшиппиков, содержащее подводящий и отводящий лотки, отсекатель и поворотный сектор, ось поворота которого параллельна оси шпинделя бабки изделия, отличающееся тем, что, с целью повышения надежности работы, оно снабжено салазками с кулачком, кинематически связанным с сектором, а также фиксатором рабочего положения, ограничителем угла поворота и пружиной силового замыкания, связывающими сектор с бабкой издеЛИЯ, при этом на бабке изделия закреплен упор, взаимодействующий с деталью при загрузке и разгрузке, а на секторе установлен палец, удерживающий готовую деталь.
5-Ь
Риг J
5
Ж ШЖ л Ш 1-а-Л
Риг 4
Вид в
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1973 |
|
SU364417A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1972 |
|
SU337233A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU407714A1 |
| МШШ-ТЕХКИНЕСКУ | 1973 |
|
SU375164A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU397312A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЖЕЛОБОВ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1972 |
|
SU335081A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕЦ ПОДШИПНИКОВ | 1994 |
|
RU2069140C1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |