Изобретение относится к области машиностроения.
Известна упругая шайба для центрирования и зажима деталей по цилиндрическим поверхностям с упругими элементами, расположенными иа конусах, соединяющих центрирующий и посадочный пояски. Эта конструкция не обеспечивает стабильность центров изгиба упругих элементов, что уменьшает точность работы. Кроме того, Изготовление шайб известной конструкции для деталей с малыми диаметрами практически неосуществимо из-за иалнчия глубокой фасонной внутренней полости.
Цель настояи1его нзобретения - разработка такой шайбы, конструкция которой повышает точность центрирования и дает возможность изготовления миниатюрных шайб.
Описываемая шайба выполнена из двух зеркально расположепных полушайб, состоящих каждая из трех поясков - центрируюи1,его, упругого и посадочного.
Таким образом, упругие элементы расположены не в тонкостенных конусах, а в нояске с плоскими торцами. Упругость обеспечивается фасонными прорезями, например, в виде соединенных между собой двух окружностей различного диаметра. Такое конструктивное решение обеспечивает стабильиость цеитров изгиба и дает возможность делать мипиатюрные (для деталей с диаметрами Юльи и менее)
шайбы сборными пли склеенными с использованием плоских пружин.
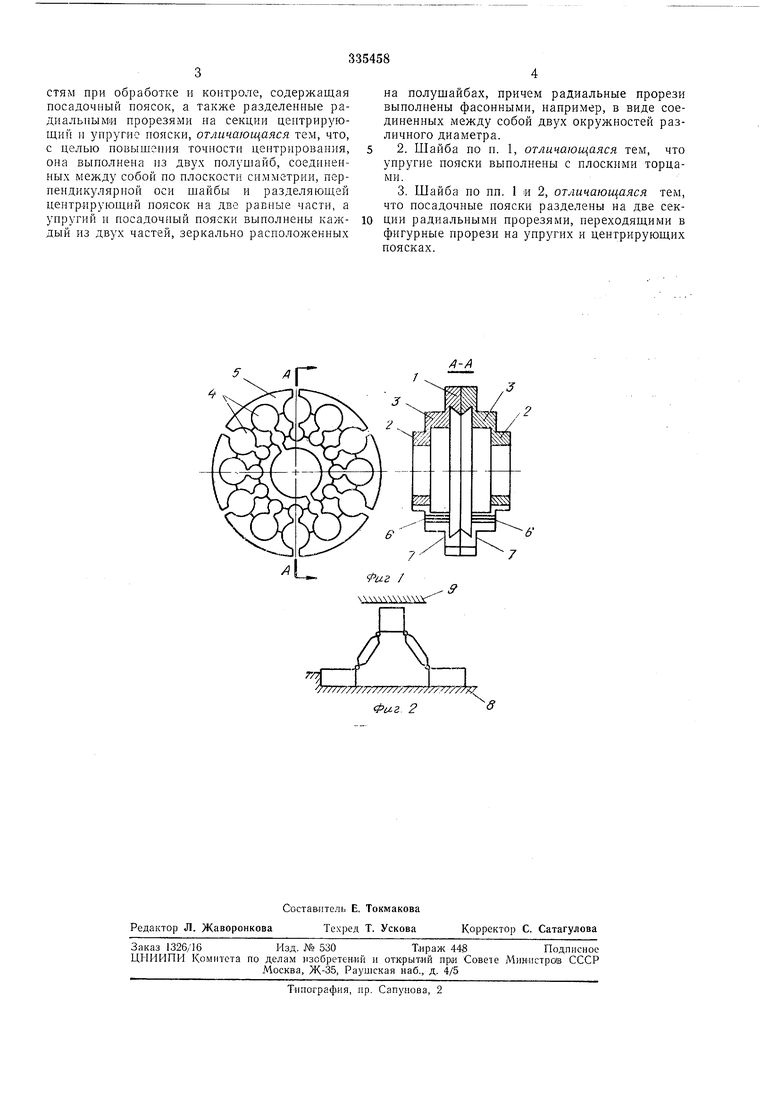
Иа фиг. 1 иоказаиа предлагаемая пьпйба, вид спередп и разрез по Л-Л; па фиг. 2 - кппематическая схема .
Упругая П1айба состоит из двух зеркально расиоложеиных иолушайб, нмеюии1х пояскицентрирующий /, посадочный 2 и упругпй 3. Иояски разделены фасонными прорезями 4 па
секции 5. Упругий поясок 3 соединяется через центры изгиба б н 7 с пояскамн / п 2. Форма н размеры секций 5 одинаковые.
Отдельные секции 5 представляют собой Н1ариирный многозвенинк с необходимым числом степеней свободы, поэтому по внутреннему диаметру посадочные пояскн могут разделяться двумя прорезями. Для цеитрпровання и зажима один из иосадочных поясков 2 перемепиэется в нанравле Н111 другого посадочного
пояска. Ирн этом секцип пояска 3 поворачиваются вокруг постоянных центров изгиба 6 п 7 (но не нзгнбаются самп благодаря своей массивности) н смешают все секторы иояска / на одинаковое расстояние от оправки 8. В результате центрируемая поверхность 9 устанавливается концер трично поверхпостп оправкн.
стям при обработке и контроле, содержащая посадочный поясок, а также разделенные радиальными прорезями на секции центрирующий н упругие пояски, отличающаяся тем, что, с целью повышения точности центрирования, она выполнена из двух полушайб, соединенных между собой по плоскости симметрии, перпендикулярной оси шайбы и разделяющей центрирующий поясок на две равные части, а упругий и посадочный пояски выполнены каждый из двух частей, зеркально расположенных
на полущайбах, причем радиальные прорези выполнены фасонными, например, в виде соединенных между собой двух окружностей различного диаметра.
2.Шайба по п. 1, отличающаяся тем, что упругие пояски выполнены с плоскими торцами.
3.Шайба по пп. 1 и 2, отличающаяся тем, что посадочные пояски разделены на две секции радиальными прорезями, переходящими в фигурные прорези на упругих и центрирующих поясках.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРУГАЯ ШАЙБА | 1966 |
|
SU188224A1 |
| Устройство для зажима деталей | 1979 |
|
SU831498A2 |
| УПРУГАЯ ШАЙБА | 1971 |
|
SU308238A1 |
| Устройство соединения модулей | 1989 |
|
SU1791075A1 |
| Делительное устройство | 1986 |
|
SU1340990A2 |
| Универсальная инструментальная оправка | 1990 |
|
SU1703297A1 |
| СТЫКОВОЧНОЕ УСТРОЙСТВО, ПРЕИМУЩЕСТВЕННО ДЛЯ КОСМИЧЕСКИХ ОБЪЕКТОВ | 2001 |
|
RU2220078C2 |
| ЦЕНТРОБЕЖНАЯ ЛИТЕЙНАЯ МАШИНА | 2004 |
|
RU2254961C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| МЕТОД СТАНОЧНОГО ИЗГОТОВЛЕНИЯ СДВИГОВОГО ИЗМЕРИТЕЛЬНОГО ДАТЧИКА | 2010 |
|
RU2436105C1 |
С
-7777777
7777777,
,.
/
77/7777Т/7777.
Фиг 2
