Известно несколько способов нолучения фольги с равномерным раснределеннем нлон адн отверстий на едн}1ицу нлощади фольги. Один из н;их заключается в том, что фольгу прокатывают до нужной толн;и1н, а затем подвергают электрОИСкровой обработке.
Однако такой снособ характеризуется низкой производительностью н сложностью изготовления инструмента.
Целью изобретения является разработка более эффективного н нроизводительного ciiocoба изготовления фольги из тугонлавких металлов.
Это достигается путем укладки нредварнтельпо накопленной фольги между всномогательными слоями легко накленываемо1о металла, подвергнутого деформании с обжатием 10-20%, и исследующей прокатки пакета до деформации вспомогательных слоев порядка 75-80%.
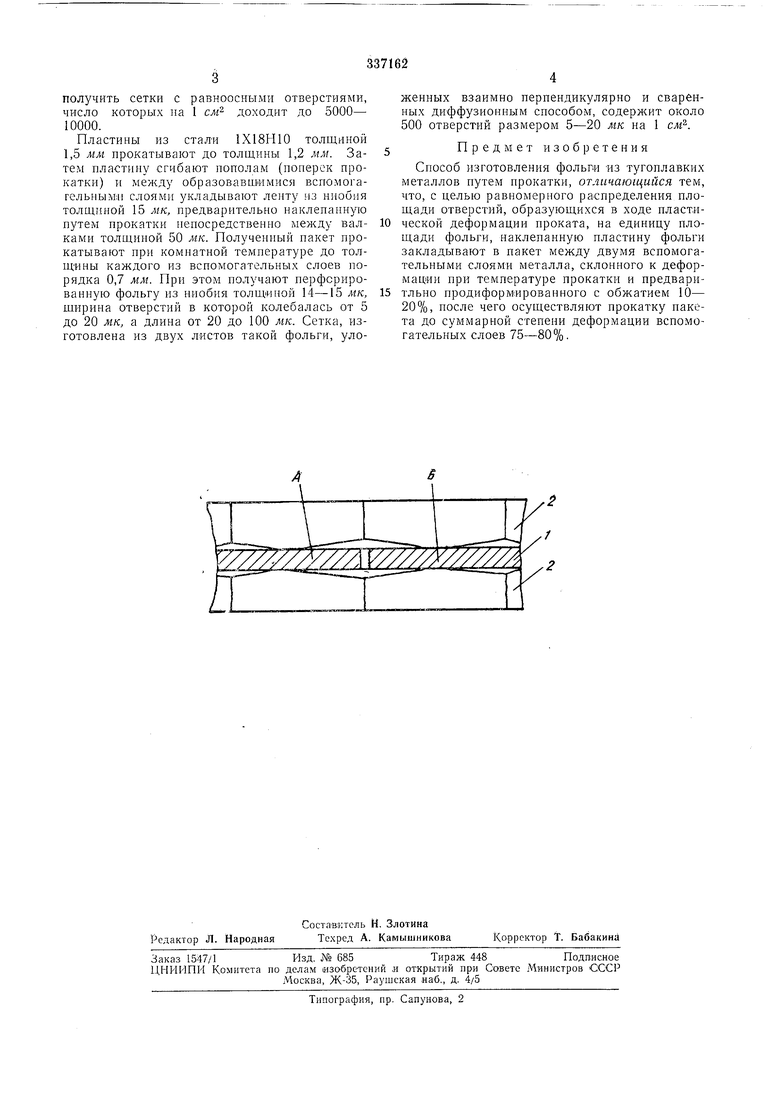
На чертеже показана схема образования отверстия в обрабатываемой фольге.
Способ осуи1.ествля1от следующим образом. Накленаппую фольгу / укладывают между двумя всномогательными слоямн 2 легко наклепываемого металла, нанрнмер стали 1Х18Н10, подвергнутого деформации на 10- 20% и полученный пакет прокатывают при комиатной температуре до деформаци всиомогательных слоев на 75-80%.
При такой совместной прокатке происходит дополнительная деформация псиомогательиых слоев. В обрабатываемой фольге, накленанпой до такой степеии, что оиа пе может далее пластически деформироваться, происходят многочисленные равномерно расположенные микроразрывы, придаюнгне металлу впд «прозрачной сетки.
Па чертеже показан идеальный случай, когда две нары зерен вспомогательных слоев расположены друг против друга п сж41мают фольгу в точках А п Б. В процессе прокатки расстояпие между точками А и Б увеличивается, в результате чего наклепанная фольга, неспособная пластически деформироваться, разрывается примерно посредине расстояния между точками на-нболынего контакта всномо1ательпых слоев с фольгой, образуя сквозное отверстие.
Более равномерное распределение отверстий получается, CCJHI между вспомогательпыми слоями п фольгой укладывают enie по одному всномогательному слою (в виде фольги) нз алюминия, меди и т. н. (на чертеже не ноказапо).
Полученные отве зстия имеют удлиненную форму, вытяпутую в нанравлешпг, пернепдикулярнрм нанравлению прокатки. Путем диффузиоииой сварки иерфорированной фольги, уложенной взаимно перпендикулярно, молсно
получить сетки с равноосными отверстиями, число которых на 1 см доходит до 5000- 10000.
Пластины из стали 1Х18Н10 толщиной 1,5 мм ирокатывают до толщины 1,2 мм. Затем пластину сгибают ноиолам (нонерек ирокатки) и между образовавшимися вспомогагельным:и слоями укладывают ленту из ниобия толщиной 15 мк, иредварительно наклепанную путем прокатки непосредственно между валками толщииой 50 мк. Получениый пакет прокатывают при комиатиой температуре до толщины каждого из вспомогательных слоев порядка 0,7 мм. При этом получают перфорированную фольгу из ниобия тола1мной 1-1-15 мк, щирина отверстий в которой колебалась от 5 до 20 мк, а длина от 20 до 100 мк. Сетка, изготовлеиа из двух листов такой фольги, уложенных взаимно иериендикулярно и сваренных диффузионным способом, содержит около 500 отверстий размером 5-20 мк на 1 см.
Предмет изобретения
Способ изготовления фольпи из тугоплавких металлов путем прокатки, отличающийся тем, что, с целью равномерного распределения площади отверстий, образующихся в ходе иластической деформации ироката, на единицу площади фольги, наклепанную пластину фольги закладывают в пакет между двумя вспомогательными слоями металла, склонного к деформации при температуре прокатки и предваритльно продиформированного с обжатием 10- 20%, после чего осуществляют прокатку пакета до суммарной степени деформации вспомогательных слоев 75-80%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПОЛУФАБРИКАТОВ ИЗ ТЕХНИЧЕСКОГО ТИТАНА | 2002 |
|
RU2224046C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ДЛЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ ИЗ ДВУХФАЗНЫХ МИКРОКОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 2010 |
|
RU2432414C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОВЕРШЕННЫХ КРИСТАЛЛОВ ТУГОПЛАВКИХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2378401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ СВЕРХПРОВОДЯЩЕЙ ЛЕНТЫ НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2010 |
|
RU2441300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ СВЕРХПРОВОДЯЩЕЙ ЛЕНТЫ НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2010 |
|
RU2436199C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ ПЛИТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2283211C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2173225C2 |
| КОМПОЗИТНАЯ СВЕРХПРОВОДЯЩАЯ ЛЕНТА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2010 |
|
RU2436197C1 |
| КОМПОЗИТНАЯ СВЕРХПРОВОДЯЩАЯ ЛЕНТА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2010 |
|
RU2436198C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+αСПЛАВОВ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ПЕРВОГО СПОСОБА | 1999 |
|
RU2164180C2 |
