Изобретение относится к области обработки металлов и сплавов давлением, в частности к обработке сплавов на основе алюминидов титана TiAl (γ-фаза) и Ti3Al (α2-фаза), полученных литьем или методом порошковой металлургии. Оно может быть использовано для получения листа и фольги с регламентированной структурой.
Заэвтектоидные сплавы на основе γ+α2-фаз (далее γ+α2-сплавы) характеризуются высокой жаропрочностью и жаростойкостью, что в сочетании с низким удельным весом делает их весьма привлекательными для высокотемпературного применения. Наиболее перспективным представляется применение γ+α2-сплавов в авиационных и космических аппаратах. Из них могут быть изготовлены легкие наружные панели с ячеистым наполнителем и жесткие тонкостенные интегральные конструкции. Поэтому главной задачей является создание промышленного производства листа и фольги из указанных сплавов. Наиболее эффективным способом получения листа и фольги является прокатка. Однако низкая обрабатываемость γ+α2-сплавов существенно затрудняет любую их деформационную обработку, включая и прокатку. Повысить обрабатываемость этих сплавов можно а) формированием в этих сплавах однородной равноосной мелкозернистой микроструктуры, б) применением таких методов и режимов прокатки, которые бы обеспечивали однородное развитие в заготовке пластической деформации и препятствовали бы ее локализации.
Известен способ [Н. Clemens, N. Eberhardt, W. Glatz, H.-P. Martinz, and N. Reheis, in "Structural Intermetallics 1997", eds. M.V. Nathal, R. Darolia, C. T. Liu, P.L. Martin, D.B. Miracle, R. Wagner, and M. Yamaguchi, pp. 277-286, TMS, Warendale, PA (1997)], суть которого заключается в следующем. Исходные заготовки сплава Ti-48Al-2Cr-2Nb (в ат.%), полученные методом порошковой металлургии были подвергнуты горячему изостатическому прессованию при 1300oC в течение 2 ч. В результате в них была получена относительно мелкозернистая дуплексная микроструктура. После этого они помещались в оболочку, нагревались до температур (α+γ)- фазовой области и прокатывались на холодных валках с большой скоростью ("пакетная" прокатка). Оболочка нужна была для создания квазиизотермических условий, а также для защиты материала от окисления. Описанным способом был получен лист с размерами 1200х400х1,5 мм3.
Порошковая металлургия позволяет получить в γ+α2-сплавах относительно мелкое зерно, причем в довольно больших масштабах. К достоинствам порошкового материала следует также отнести характерную для него высокую однородность распределения фаз и в целом микроструктуры. Все это обеспечивает высокую обрабатываемость порошкового сплава. Однако описанный способ имеет ряд недостатков. Во-первых, высокоскоростная прокатка в (α+γ)-фазовой области ведет к формированию ярко выраженной строчечной структуры из-за существенного различия деформационных характеристик структурных составляющих (пластинчатой и равноосной γ и фаз (γ и α). Во-вторых, отсутствие изотермических условий дополнительно способствует неоднородному распределению фаз и по длине листа. В-третьих, высокая температура прокатки предполагает и высокие температуры последующих операций с листом, таких, например, как сверхпластическая формовка и диффузионная сварка и, соответственно, высокую их трудоемкость. В-четвертых, порошковые материалы обычно содержат микропоры внутри отдельных зерен, которые не устраняются прокаткой. Наконец, использование дорогого порошкового материала существенно повышает стоимость прокатки. Поэтому в настоящее время значительные усилия направляются на изготовление листов из литых γ+α2-сплавов.
Известен способ [Н. Clemens, W. Glatz, P. Schretter, C. Koeppe, A. Bartels, R. Behr and A. Wanner, in "Gamma Titanium Aluminides", eds. Y-W. Kim, R. Wagner, M. Yamaguchi, pp. 717-726, TMS, Warendale, PA, 1995], суть которого заключается в следующем. Литые заготовки из сплавов Ti-48Al-2Cr и Ti-47Al-2Cr-0.2Si (в ат.%) подвергались гомогенизирующему отжигу в α-области, помещались в оболочку, нагревались до температур (α+γ)-фазовой области, быстро переносились в пресс и однократно деформировались сжатием на ε=85% с высокой скоростью (10-1 с-1) на холодном инструменте. Прокатку заготовок с предварительно измельченной микроструктурой осуществляли на стандартном промышленном прокатном стане также в оболочке. Заготовки нагревалась до (α+γ)-температурной области и прокатывались на холодных валках при относительно низких скоростях прокатки (< 10 м/мин). Описанным способом был получен лист размером 800х300х1,5 мм3.
Описанный способ имеет ряд недостатков, связанных с применением высоких скоростей деформации в (α+γ)-фазовой области литых сплавов. В результате гомогенизирующего отжига в материале формируется крупнозернистая пластинчатая структура. При последующей высокоскоростной квазиизотермической деформации происходит трансформация этой структуры в мелкозернистую равноосную микроструктуру (в результате развития динамической и постдинамической рекристаллизации). Однако однократная деформация не может обеспечить полную проработку слитка: остаются нерекристаллизованные области в застойных зонах, а также отдельных зернах (колониях), неблагоприятно ориентированных для развития динамической и, соответственно, постдинамической рекристаллизации. Другим серьезным недостатком микроструктуры, формирующейся в заготовке при однократной деформации в (α+γ)-фазовой области, является неоднородное распределение в материале α2-фазы, что проявляется в ее ярко выраженной строчечности. Она обусловлена исключительной склонностью литых γ-сплавов к локализации пластического течения. Ей способствуют: i) крупнозернистая структура, присущая слитку с развитой зоной столбчатых кристаллов, протяженность которой существенно возрастает с увеличением его размеров; ii) сильная склонность этих сплавов к дендритной ликвации, обусловленная наличием двойного каскада перитектических реакций и iii) упомянутое выше существенное различие деформационных характеристик структурных составляющих (пластинчатой и равноосной γ) и фаз (γ и α). Последующая прокатка в (α+γ)-фазовой области в силу отмеченных выше причин ведет к усилению неоднородности распределения α2-фазы и строчечности, что может вызвать даже разрушение листа. Вместе с тем прокатка приводит к неоднородному распределению α2-фазы не только поперек листа, но из-за отсутствия изотермических условий и по длине листа. Таким образом, неоднородность микроструктуры, присущая литым γ+α2-сплавам, усиливается при использовании традиционных методов прокатки и ковки.
Для повышения однородности микроструктуры и выравнивания механических свойств в пределах листа представляет интерес применение изотермической прокатки. Известен способ [A. Morita, N. Fujitsuna, and Н. Shigeo, in Symp. Proc. for Basic Technologies for Future Industries High-Performance Materials for Severe Environments 4th Meeting, Tokyo, Japan: Japan Industrial Technology Association, 1993, pp. 215-223], суть которого заключается в следующем. Литые бинарные сплавы Ti-46Al и Ti-50Al прокатывались в изотермических условиях в интервале 1000-1100oC со скоростью 2-6 мм/мин (~10-3), со степенью деформации за 1 проход 5-15%, на суммарную степень 75%. В результате были получены листы шириной до 150 мм и толщиной до 0,75 мм. Главным достоинством способа является применение при прокатке режимов сверхпластичности, что обеспечивает высокую обрабатываемость материала и способствует повышению его микроструктурной однородности как вдоль, так и поперек листа. Отсутствие оболочки является еще одним его плюсом. Вместе с тем способ обладает рядом существенных недостатков. Главный из них связан с использованием в качестве исходного материала литых сплавов, характеризующихся, как известно, крупнозернистой микроструктурой. Авторы рассматривают прокатку в основном лишь как способ придания изделию формы листа, но при этом не уделяют должного внимания формированию в нем однородной полностью рекристаллизованной мелкозернистой структуры. Отсутствие предварительного измельчения вынуждает также вести прокатку при довольно высоких температурах и низких скоростях деформации. В результате приходится использовать защитную атмосферу и дорогостоящие молибденовые валки.
Следует отметить, что к настоящему времени пока не удалось разработать технологию прокатки листа на фольгу. Это прежде всего связано с низким качеством получаемого листа.
Таким образом, для широкого внедрения γ+α2-сплавов представляется важным в совершенстве овладеть технологией их прокатки. Эта технология должна быть прецизионной с точки зрения обеспечения в листе и фольге однородной микроструктуры и целесообразной с точки зрения производительности и стоимости. Она должна включать предварительное изготовление заготовок под прокатку с однородной мелкозернистой микроструктурой и последующую их прокатку при температурно-скоростных условиях, обеспечивающих относительно однородное протекание деформации.
Задача изобретения заключается в разработке способа прокатки заготовок из γ+α2 сплавов на лист и фольгу с регламентированной микроструктурой. Задачей изобретения является также подготовка мелкозернистой микроструктуры в исходных заготовках для осуществления способа прокатки. Дополнительной задачей изобретения является повышение экономичности способа получения листа и фольги из этих сплавов.
Поставленная задача решается способом прокатки заготовок из заэвтектоидных γ+α2- сплавов, отличающимся тем, что в качестве исходной выбирают заготовку с предварительно подготовленной мелкозернистой структурой, прокатку на лист или фольгу с заданной толщиной и размером зерен осуществляют в интервале скоростей деформации 10-3-101 с-1 и температур Т*- ТeoC, где Т* принимает значение преимущественно 400-700oC, а Тe - температура эвтектоидного превращения, за один или несколько этапов осуществляемых в свою очередь за N проходов в изотермических или квазиизотермических условиях, при этом температуру нагрева заготовки на каждом последующем этапе Ti+1 выбирают из условий Ti+1= Ti, где Ti - температура нагрева заготовки на предыдущем этапе, причем для первого этапа Ti=T0, где Т0 - температура деформации на последнем этапе при получении заготовки под прокатку, или Ti+1=Ti+ΔTi+1 или Ti+1= Ti-Δti+1, где ΔTi+1 выбирают из условия допустимого роста зерен, а Δti+1 - из условий деформируемости или деформируемости и снижения окисляемости сплава.
Поставленная задача решается также, если:
для получения листа толщиной до 1 мм прокатку осуществляют за один этап в квазиизотермических условиях в оболочке со скоростью деформации 10-1-101 с-1;
для получения листа толщиной до 0,5 мм прокатку осуществляют в изотермических условиях за один этап со скоростью 10-3 - 10-1 с-1;
для получения листа толщиной до 0,5 мм прокатку осуществляют за два этапа, причем первый этап в квазиизотермических условиях в оболочке со скоростью деформации 10-1 - 101 с-1, а второй в изотермических условиях со скоростью деформации 10-3-10-1 с-1, при этом промежуточная толщина листа зависит от полученной длины;
для получения листа толщиной до 1 мм прокатку осуществляют за два этапа, причем на первом этапе деформацию проводят в изотермических условиях, а на втором деформацию проводят в квазиизотермических условиях в оболочке до достижения требуемых размеров;
для получения фольги толщиной не более 0,1 мм прокатку листа осуществляют за несколько этапов в изотермических условиях, причем последний этап осуществляют в оболочке при температуре предыдущего этапа со скоростью 10-3-10-1 с-1;
для получения фольги толщиной не более 0,1 мм прокатку листа осуществляют за несколько этапов в изотермических условиях, причем последний этап осуществляют в интервале 400-700oC без оболочки со скоростью 10-3-5·10-3 с-1;
для получения фольги толщиной не более 0,1 мм прокатку листа осуществляют за два этапа, причем первый этап проводят в квазиизотермических условиях, а второй - в изотермических условиях в оболочке при температуре не ниже 700oC;
для получения фольги толщиной не более 0,1 мм прокатку листа осуществляют за два этапа, причем первый этап проводят в квазиизотермических условиях, а второй - в изотермических условиях без оболочки при 400 - 700oC;
при прокатке листа в интервале 400-700oC между проходами проводят промежуточные отжиги при температура 700-900oC;
направление прокатки между проходами каждого этапа, а также между этапами изменяют на 90o;
после последнего прохода последнего этапа проводят термообработку листа при температуру на 20-100oC ниже температуры деформации в течение 1-10 ч;
после последнего прохода последнего этапа проводят термообработку фольги при 700-900oC в течение 1-10 ч;
после последнего прохода последнего этапа проводят термообработку листа и фольги выше температуры Tα в течение 15-120 мин, охлаждение со скоростью 0,5 - 50oС/с;
в качестве окончательной термообработки проводят старение листа и фольги при температуре ниже Те в течение 2-100 часов;
поставленная задача в части получения заготовок из заэвтектоидных γ+α2-сплавов для осуществления способа прокатки решается способом, заключающимся в нагреве и деформации, отличающимся тем, что деформацию исходной заготовки осуществляют в интервале температур 700-ТеoC, где Те - температура эвтектоидного превращения, со скоростями 10-4-10-1 с-1 за i этапов, за n переходов на каждом этапе, с суммарной степенью деформации Σε, обеспечивающей измельчение размера зерен за счет рекристаллизации, при этом температуру Ti и скорость деформации  заготовки на каждом этапе определяют по результатам испытаний Ni образцов, имеющих размер зерен/колоний di, причем d1= dзаг, одноосным сжатием в изотермических условиях в указанном температурно-скоростном интервале, с учетом размера рекристаллизованных зерен и удельного рекристаллизованного объема, а количество этапов определяют исходя из последовательного уменьшения размера зерен в исходной заготовке до требуемого значения;
заготовки на каждом этапе определяют по результатам испытаний Ni образцов, имеющих размер зерен/колоний di, причем d1= dзаг, одноосным сжатием в изотермических условиях в указанном температурно-скоростном интервале, с учетом размера рекристаллизованных зерен и удельного рекристаллизованного объема, а количество этапов определяют исходя из последовательного уменьшения размера зерен в исходной заготовке до требуемого значения;
при испытании образцов сжатием степень деформации выбирают порядка 80%;
после испытания образцы охлаждают со скоростью, препятствующей развитию метадинамической рекристаллизации;
при выборе конкретной температуры и скорости деформации заготовки на каждом этапе дополнительно учитывают коэффициент скоростной чувствительности напряжения течения m, определяемый при деформации образцов;
после испытания заготовку охлаждают со скоростью, препятствующей развитию метадинамической рекристаллизации;
перед деформацией заготовку подвергают гомогенизирующему отжигу при температуре Tα (10-20oC) в течение 30-240 мин, где Tα - температура α-превращения;
перед деформацией заготовку подвергают горячему изостатическому прессованию при температуре Tα + (10-20oC);
деформацию заготовки осуществляют ковкой;
деформацию заготовки осуществляют ковкой со сменой осей деформации после каждого перехода;
деформацию заготовки осуществляют равноканально-угловым прессованием при угле ϕ между каналами 90o < ϕ/ < 150o;
деформацию заготовки осуществляют равноканально-угловым прессованием с поворотом заготовки вокруг оси деформирования после каждого перехода;
деформацию заготовки осуществляют экструзией;
берут заготовку из сплава содержащего равномерно распределенные частицы (бориды, силициды);
перед деформацией заготовку подвергают деформации при температуре Tα +(10-40oC) на степень e не менее 1 со скоростью 10-1-101 с-1, с использованием инструмента, имеющего комнатную температуру, методом, зависящим от требуемой формы заготовки;
перед деформацией заготовку подвергают ковке в оболочке;
перед деформацией заготовку подвергают экструзии в оболочке;
перед деформацией заготовку подвергают четырехвалковой прокатке в оболочке;
перед деформацией заготовку подвергают нагреву до 950-1050oC и последующему однократному равноканально-угловому прессованию при 900-1000oC со скоростью  = 10-3-10-2 с-1 на степень не менее 60% эквивалентной растяжению;
= 10-3-10-2 с-1 на степень не менее 60% эквивалентной растяжению;
при деформации крупногабаритной заготовки на первом переходе первого этапа ее нагревают до температуры T1 + ΔT, где ΔT не более 200oC и зависит от коэффициента К, показывающего, во сколько раз размеры заготовки больше размеров образца, а также исходного размера зерен/колоний, при этом деформирующий инструмент нагревают до температуры T1;
при деформации крупногабаритной заготовки с исходным крупным размером зерен/колоний на первом переходе первого этапа скорость деформации выбирают в интервале 10-4-5·10-4 с-1;
после каждого перехода проводят промежуточные отжиги заготовки при температуре на 20-50oC выше температуры инструмента;
после каждого этапа деформации проводят промежуточные отжиги заготовки при температуре на 20-50oC ниже температуры предшествующего этапа деформации.
В изобретении предлагается подход, позволяющий прокатывать заготовки из γ+α2-сплавов с целью получения из них листа и фольги с однородной микроструктурой. Этот подход включает в себя: 1) получение методом изотермической или квазиизотермической деформации при относительно низких температурах - в γ+α-фазовой области заготовок под прокатку с однородной мелкозернистой микроструктурой; 2) последующую прокатку заготовок в той же фазовой области в изотермических или/и квазиизотермических условиях (фиг. 1).
В первом случае квазиизотермические условия предполагают поддержание температуры заготовки в процессе деформации на уровне температуры нагрева под деформацию, поскольку основной характеристикой этапа, приводящего к измельчению микроструктуры, является температура деформации. Этого можно достичь, используя теплоизолирующие материалы, повышенные скорости деформации и относительно небольшую разницу температур между заготовкой и инструментом. Во втором случае квазиизотермические условия допускают снижение температуры при прокатке.
Так как в γ+α2-фазовой области обе фазы упорядочены, их деформационные характеристики и, соответственно, деформационные характеристики структурных составляющих отличаются меньше, чем в γ+α-фазовой области. Это способствует формированию при прокатке однородной мелкозернистой микроструктуры.
Предварительная подготовка однородной мелкозернистой структуры в заготовке из γ+α2-сплава методом горячей деформации является ключевым моментом, поскольку именно она дает возможность проводить последующую прокатку в γ+α2-фазовой области как в изотермических, так и квазиизотермических условиях или сочетая эти условия на разных этапах.
Прокатка в изотермических условиях осуществляется на стане, оснащенном устройством для нагрева валков. Наличие изотермических условий позволяет проводить прокатку при относительно низких скоростях деформации. Это не только облегчает прокатку таких малопластичных материалов как γ+α2-сплавы, но способствует сохранению той однородности микроструктуры, которая была достигнута предыдущей обработкой. Более того, прокатка в изотермических условиях позволяет достичь дополнительного измельчения микроструктуры в листе и, тем самым, существенно облегчить последующую его прокатку на фольгу. Другим важным достоинством прокатки в изотермических условиях является то, что ее можно проводить без оболочки в атмосфере воздуха.
Прокатка в квазиизотермических условиях позволяет использовать как обычный промышленный стан (без нагрева валков), так и "изотермический" стан. Она ведется при повышенных скоростях деформации в оболочке (в "пакете").
Конкретная температура первого этапа прокатки определяется температурой последнего этапа подготовки структуры Т0. В случае прокатки в изотермических условиях температура первого этапа прокатки может как совпадать с Т0, так и быть сниженной на величину Δt1 или повышенной на величину ΔT1. В любом случае скорость прокатки и выбирают таким образом, чтобы избежать нарушения сплошности листа. При снижении температуры и в отсутствии оболочки прокатка ведется при относительно низких скоростях деформации (10-3-10-2 с-1). При повышении температуры и/или использовании оболочки прокатка проводится с повышенными скоростями (10-2-10-1 с-1).
Снижение температуры прокатки важно с двух точек зрения. Оно позволяет уменьшить толщину окисленного слоя в листе (который удаляется после получения листа) и обеспечить дополнительное измельчение микроструктуры. В этом случае температурно-скоростные режимы прокатки выбираются не только из критерия сохранения сплошности листа, но и из необходимости достижения во всем его объеме дополнительного измельчения микроструктуры за счет динамической рекристаллизации. Уменьшение размера зерен увеличивает деформационную способность материала и благодаря этому на последующем этапе температура прокатки вновь может быть снижена и т.д. В результате, после i-го этапа в полученном листе достигается субмикронный размер зерен. При таком малом размере зерен γ+α2-сплавы сохраняют высокую деформационную способность вплоть до 600oC, что очень важно при прокатке листа на фольгу. В этом случае температура прокатки Ti=T* и, соответственно, Δti уже определяются другими факторами. Использование жесткого прокатного стана, системы нагрева валков, обеспечивающей кратковременное (несколько секунд) пребывание листа в горячей зоне, и высокая деформационная способность субмикронного материала позволяют его прокатывать на фольгу без предварительного нагрева в проходной печи и промежуточных отжигов при довольно высокой температуре 650-700oC. Малая длительность пребывания тонкого листа в горячей зоне препятствует ее окислению. При использовании менее жесткого стана или/и менее совершенной системы нагрева валков прокатку на фольгу приходится осуществлять при более низких температурах с промежуточными отжигами. Следует отметить, что снижение температуры прокатки и дополнительное измельчение в результате этого микроструктуры важно в стратегическом плане. Это позволяет осуществлять последующие операции с листом и фольгой (например, сверхпластическую формовку) при относительно низких температурах, что существенно снижает их трудоемкость.
Повышение температуры прокатки на любом этапе позволяет повысить скорость деформации и, тем самым, повысить ее производительность. Однако при выборе величины ΔT нельзя допускать такого роста зерен за счет статической рекристаллизации, который бы привел к заметному снижению пластичности γ+α2-сплава. При этом Тi+1 + ΔT ≅ Te.
При прокатке в квазиизотермических условиях температура, на которую нагревают "пакет", зависит от температуры валков. При теплых или холодных валках величина ΔT также выбирается из требования допустимого роста зерен за счет статической рекристаллизации. Если температура валков достаточно высока, то температура "пакета" может быть даже ниже T0 на величину Δt. "Пакетная" прокатка ведется со скоростью деформации 10-1-101 с-1. Чем выше температура валков, тем при более низкой скорости можно проводить прокатку и тем более однородная микроструктура формируется в листе. После прокатки заготовки на лист в квазиизотермических условиях последующую прокатку листа на фольгу рекомендуется проводить с промежуточными отжигами.
Как отмечалось выше, прокатка в квазиизотермических условиях осуществляется в "пакете" и с большой скоростью. В процессе прокатки по мере уменьшения толщины "пакета" и увеличения его длины разница температур в начале и в конце заготовки возрастает. Поэтому для повышения однородности микроструктуры рекомендуется прокатку заготовки вести на горячих валках и после каждого или нескольких проходов ее разворачивать на 90o. Тем не менее, прокатку заготовки в квазиизотермических условиях не целесообразно вести на лист толщиной менее 1 мм.
Прокатка в изотермических условиях позволяет за один этап получить лист толщиной до 0,5 мм. Для уменьшения толщины окисленного слоя температуру прокатки следует взять как можно ниже - насколько позволяет деформационная способность материала. Другой, радикальный, способ защиты поверхности листа от окисления связан с использованием оболочки. В этом случае прокатку можно вести как при температуре последнего этапа подготовки структуры T0, так и более низкой температуре.
Для получения листа толщиной до 0,5 мм прокатку можно осуществлять за два этапа. На первом этапе целесообразно использовать высокую производительность прокатки в квазиизотермических условиях. В процессе прокатки по мере уменьшения толщины пакета и, соответственно, увеличения его длины "квазиизотермичность" ухудшается и целесообразно перейти ко второму этапу прокатки - в изотермических условиях, которую можно осуществлять как в оболочке, так и без нее, но при более низкой температуре.
Для получения листа толщиной до 1 мм прокатку можно осуществлять за два этапа, включающие в себя сначала прокатку в изотермических, а затем квазиизотермических условиях. Такая последовательность операций прокатки возможна, если изотермическая прокатка используется как способ получения листовых полуфабрикатов с однородной микроструктурой, а сам "изотермический" прокатный стан не позволяет получить требуемые листы больших размеров. Последующая прокатка в квазиизотермических условиях на промышленном стане позволяет достичь требуемых размеров листа.
Как уже отмечалось выше, поэтапная прокатка в изотермических условиях с постепенным снижением температуры прокатки и измельчением микроструктуры позволяет получить лист толщиной до 0,5 мм с субмикронным размером зерен. Для получения фольги толщиной не более 0,1 мм последующую прокатку листа в изотермических условиях (с предварительно удаленным окисленным слоем) осуществляют в оболочке (в "конверте") при температуре предыдущего этапа. "Конверт" предохраняет поверхность фольги от повторного окисления и позволяет вести прокатку при относительно высокой температуре и скорости деформации, обеспечивая ее высокую производительность.
Для получения фольги толщиной не более 0,1 мм последний этап прокатки листа в изотермических условиях осуществляют в интервале 400-700oC без оболочки со скоростью 10-3 - 5 · 10-3 с-1. Как отмечалось выше, выбор конкретной температуры прокатки зависит от ряда факторов: жесткости "изотермического" прокатного стана, системы нагрева валков, окисляемости и деформационной способности γ+α2-сплава. Обычно γ+α2-сплавы начинают окисляться с температуры около 600oC. В субмикрокристаллическом состоянии эти сплавы обладают довольно высокой деформационной способностью при 650-700oC. Поэтому при наличии жесткого прокатного стана и системы нагрева валков, препятствующей окислению листа, прокатку его осуществляют при 650-700oC без промежуточных отжигов, что обеспечивает высокую производительность прокатки. Если жесткость прокатного стана невысока и/или несовершенна система нагрева валков, то прокатку приходится проводить при более низких температурах. В этом случае рекомендуется проводить промежуточные отжиги.
Фольга толщиной не более 0,1 мм может быть получена также в результате прокатки в квазиизотермических условиях на первом этапе и последующей прокатки в изотермических условиях в "конверте" при температуре не ниже 700oC на втором этапе. Благодаря "конверту" прокатка листа на фольгу ведется при относительно высоких температурах. Это обеспечивает высокую деформационную способность материала и возможность прокатки без промежуточных отжигов.
Фольга толщиной не более 0,1 мм может быть получена также в результате прокатки в квазиизотермических условиях на первом этапе и последующей прокатке в изотермических условиях без оболочки при 400-700oC на втором этапе. В этом случае прокатка листа в изотермических условиях осуществляется с промежуточными отжигами, которых тем больше, чем ниже ее температура.
Промежуточные отжиги фольги проводятся в вакууме при 700-900oC.
Возврат и рекристаллизация, протекающие в этом интервале температур, снимают избыточные внутренние напряжения в листе, что способствует повышению его деформационной способности.
Поскольку γ+α2-сплавы склонны к формированию строчечной структуры при деформации, целесообразно менять направление прокатки между проходами каждого этапа, а также между этапами на 90o. Особенно это важно при прокатке в квазиизотермических условиях, которая обычно ведется при больших скоростях, чем прокатка в изотермических условиях.
После последнего прохода последнего этапа прокатки целесообразно проводить термообработку листа при температуре на 20-100oC ниже температуры деформации в течение 1-10 ч. Возврат и рекристаллизация, протекающие при этих температурах, снимают избыточные внутренние напряжения в листе и повышают однородность его микроструктуры. После указанной термообработки лист можно подвергать последующим операциям, например сверхпластической формовке.
После последнего прохода последнего этапа целесообразно проводить термообработку фольги при 700-900oC в вакууме для снятия внутренних напряжений.
Если после прокатки достигнут требуемый размер листа (фольги), то для получения в ней полностью пластинчатой микроструктуры с относительно крупным размером колоний ее подвергают термообработке выше температуры Tα. Размер колоний контролируется температурой и временем выдержки, межпластинчатое расстояние - скоростью охлаждения. Указанная обработка позволяет достичь в γ+α2-сплавах высокий уровень жаропрочных свойств.
Для повышения прочностных свойств листа (фольги) заключительной ее обработкой является старение при температурах ниже Te.
В изобретении предлагается подход, позволяющий получать заготовки из γ+α2-сплавов под прокатку с однородной мелкозернистой микроструктурой. Критерием обрабатываемости заготовок из этих материалов является их способность сохранять сплошность в ходе горячей деформации. Сохранение сплошности обеспечивается благодаря интенсивному развитию динамической рекристаллизации, которая является эффективным релаксационным процессом при горячей деформации γ+α2-сплавов. Поскольку наиболее предпочтительными местами для образования рекристаллизованных зерен являются границы зерен/колоний, кинетика динамической рекристаллизации в γ+α2- сплавах и, соответственно, их обрабатываемость определяется исходным размером зерен/колоний.
Для обработки заготовок из γ+α2- сплавов, как отмечалось выше, предлагается использовать горячую изотермическую и квазиизотермическую деформацию при относительно низких температурах - в γ+α2-фазовой области, в которой обе фазы упорядочены, поскольку это обеспечивает формирование в γ+α2-сплавах однородной мелкозернистой микроструктуры. Другим достоинством γ+α2-фазовой области является возможность обработки в ней заготовок из γ+α2-сплавов без оболочки и защитной атмосферы. Только в γ+α2-фазовой области можно эффективно использовать относительно дешевый по сравнению с молибденовым инструмент, сделанный, например, из никелевого жаропрочного сплава, и стеклосмазки, препятствующие окислению γ+α2-сплавов и уменьшающие контактное трение между заготовкой и инструментом.
Выбор конкретных температур и скоростей деформации на этапах, а также скорости охлаждения после каждого перехода основан на следующем принципе, который можно назвать принципом эффективного измельчения и наилучшей обрабатываемости. Деформацию γ+α2-сплавов на каждом этапе обработки необходимо вести при таких температурно-скоростных условиях, которые бы обеспечили как эффективное
измельчение микроструктуры благодаря динамической рекристаллизации, так и наиболее быстрый переход этих материалов к сверхпластическому течению. Температуры деформации на каждом этапе и переходе должны быть таковы, чтобы нагревы до них не вызывали статический рост зерен. Охлаждение после каждого перехода рекомендуется проводить со скоростью, препятствующей развитию метадинамической рекристаллизации.
Необходимо подчеркнуть, что динамическая рекристаллизация ведет не только к измельчению микроструктуры, но и формированию в ней границ зерен преимущественно произвольного типа. Именно эти факторы и обеспечивают переход материала к сверхпластическому течению.
Реализация указанного выше принципа важно с двух точек зрения. Во-первых, сверхпластическая деформация способствует повышению химической и микроструктурной однородности материала, что, как отмечалось выше, весьма важно для обработки γ+α2-сплавов. Во-вторых, подвергаясь сверхпластической обработке на каждом предыдущем переходе и этапе, заготовки из γ+α2-сплавов перед каждым последующим переходом и этапом обладают наилучшей обрабатываемостью. Рассмотрим как реализуется этот принцип при выборе конкретных интервалов температур и скоростей деформации.
Если в γ+α2-сплаве в исходном состоянии или в результате предыдущей обработки был достигнут размер зерен, например, 0,3-0,4 мкм, то он еще поддается деформации (например, ковке) со скоростью 10-4-5·10-4 с-1 даже при 700oC. При этом имеет место последующее измельчение зерен до 0,1 мкм и переход сплава к сверхпластическому течению, особенностью которого является высокий уровень напряжения течения (> 500 МПа). При дальнейшем понижении температуры деформации обрабатываемость γ+α2-сплавов резко падает даже при использовании более мягкого способа деформации, чем ковка (например, равноканально-углового прессования). γ+α2-Сплавы претерпевают частичное нарушение дальнего порядка, которое приводит к подавлению не только процессов динамического возврата и динамической рекристаллизации, но и к существенному затруднению дислокационного скольжения. В результате, кинетически более выгодным становится процесс разрушения, чем процесс деформации.
При наличии в γ+α2-сплавах в исходном состоянии микроструктуры с относительно большим размером зерен/колоний, что всегда имеет место в слитках, наиболее быстрый переход к сверхпластическому течению на первом этапе обычно наблюдается при температурах деформации 1000-TeoC и скоростях деформации 5·10-4- 5·10-3 с-1. Именно при этих режимах в γ+α2-сплавах реализуется наиболее благоприятное для сверхпластичности сочетание размера зерен и удельного рекристаллизованного объема. Чем быстрее в γ+α2-сплаве протекает динамическая рекристаллизации, тем меньше требуется степень деформации и, соответственно, переходов для начала сверхпластической деформации. Не менее важным из рассматриваемых двух параметров является и размер рекристаллизованных зерен, поскольку он определяет верхнюю границу температурного интервала. После деформации при температурах 1000-TeoC и указанных скоростях деформации их размер в γ+α2- сплавах обычно не более 10-15 мкм. Отметим, что критический размер зерен для перехода материалов к сверхпластическому течению составляет 10-15 мкм. Повышение температуры деформации выше Te и/или снижение скорости деформации ведет к некоторому увеличению удельного рекристаллизованного объема, но при этом возрастает и размер рекристаллизованных зерен, который может превысить указанный выше критический размер зерен. Кроме того, выше температуры Te заметную и негативную роль начинает играть статическая рекристаллизация. В этом случае повторные нагревы до температуры деформации будут способствовать развитию статической рекристаллизации, приводящей к росту зерен и формированию большого количества "вредных" двойниковых границ. Относительно медленное охлаждение заготовки также может привести к аналогичному эффекту за счет метадинамической рекристаллизации. Все это препятствует переходу γ+α2-сплавов при последующей обработке к сверхпластическому течению и, тем самым, ухудшает их обрабатываемость. Снижение температуры деформации ниже 1000oC и/или повышение скорости деформации, напротив, приводит к уменьшению размера зерен, но при этом уменьшается и удельный рекристаллизованный объем, то есть для перевода материала в сверхпластическое состояние потребуется большая степень деформации и/или количество переходов. Медленное развитие динамической рекристаллизации при высоких скоростях деформации (> 10-2-10-1 с-1) и/или относительно низких температурах < 950oC) часто является причиной нарушения сплошности γ+α2-сплавов.
При наличии в γ+α2-сплаве относительно мелкозернистой, например с размером зерен около микрона, и стабильной микроструктуры (что характерно для порошковых материалов) обработка может осуществляться при 900-1000oC и со скоростью 10-1 с-1. Это также приведет к измельчению микроструктуры и обеспечит быстрый переход к сверхпластическому течению.
Перед деформацией заготовки из γ+α2-сплава на каждом этапе проводится предварительное исследование Ni образцов для определения оптимальных параметров обработки: температуры Ti и скорости εi деформации. Для этого перед каждым этапом из заготовки сплава вырезаются Ni образцов, которые деформируются сжатием. После испытания они охлаждаются на воздухе. На основе этих испытаний определяются температурно-скоростные режимы, при которых образцы сплава деформируются на степень εi с сохранением сплошности. Для выбора из этих режимов деформации оптимального необходимо использовать указанный выше принцип. С этой целью в образцах определяется удельный рекристаллизованный объем и размер рекристаллизованных зерен. Для этого они разрезаются пополам вдоль оси сжатия и поперечное сечение изучается на оптическом микроскопе. Для оценки указанных параметров используется метод секущих.
Оптимальный режим должен одновременно обеспечить эффективное измельчение микроструктуры и повышенное среди полученных (необязательно максимальное) значение удельного рекристаллизованного объема.
Определив оптимальные параметры обработки на первом этапе, можно деформировать заготовку. Количество переходов на первом и каждом последующем этапе должно быть достаточным для достижения полностью рекристаллизованной микроструктуры. Количество этапов и шаг Δt, с которым снижают температуру, зависят от исходного размера зерен/колоний. Перед каждым этапом степень перегрева заготовки ΔT перед деформацией должна лишь учитывать ее некоторое охлаждение при переносе из печи в деформирующий инструмент.
Оценку обрабатываемости γ+α2-сплавов, их склонность к динамической рекристаллизации целесообразно проводить на цилиндрических образцах, которые деформируют сжатием в различных температурно-скоростных условиях на степень деформации порядка 80%. Эта степень больше степени деформации, которую вносят в заготовку за один переход при ковке. Поэтому на основе испытаний цилиндрических образцов можно надежно прогнозировать поведение заготовки из γ+α2-сплава на первом переходе.
Скорость охлаждения, достигаемая при охлаждении на воздухе образцов γ+α2 после горячей деформации, обычно вполне достаточна для подавления роста зерен в результате метадинамической рекристаллизации. Это обусловлено относительно медленным протеканием в γ+α2-сплавах диффузионных процессов.
При выборе оптимальных температуры Ti и скорости деформации εi заготовки дополнительно рекомендуется учитывать коэффициент скоростной чувствительности напряжения течения m. Он позволяет проверить правильность выбора оптимальных температурно-скоростных условий деформации заготовки, сделанного на основе металлографических исследований. Для оценки m проводят испытания сжатием образцов по режимам, обеспечивающим сохранение их сплошности. При достижении степени деформации 40% измерение коэффициента m проводится методом переключения скоростей.
Даже в случае крупногабаритных заготовок из γ+α2-сплавов охлаждение их на воздухе после горячей деформации обеспечивает достаточную для подавления процесса метадинамической рекристаллизации скорости охлаждения.
Гомогенизирующий отжиг повышает химическую и, в конечном счете, микроструктурную однородность и обрабатываемость γ+α2-сплавов. Поэтому, по крайней мере, литые сплавы должны подвергаться обязательному гомогенизирующему отжигу. Важно при этом избежать чрезмерного роста зерен. Поэтому температура отжига заготовки должна быть лишь немного выше Tα.
Совмещение горячего изостатического прессования с гомогенизирующим отжигом позволяет уменьшить время и стоимость обработки заготовки.
Метод изотермической ковки (без оболочки) - наиболее простой, дешевый и достаточно эффективный способ получения заготовок γ+α2-сплавов с мелкозернистой структурой. Ковке поддается большинство разработанных γ+α2-сплавов. Ковка ведется с использованием стеклосмазки, которая уменьшает контактное трение между заготовкой и инструментом и снижает степень окисления материала. К недостаткам ковки относятся неоднородность деформации и трудность сохранения исходной формы заготовки.
Для достижения полной проработки заготовки при ковке ее осуществляют со сменой осей деформации в трех взаимно перпендикулярных направлениях после каждого перехода. Наиболее благоприятной для полной проработки заготовки является последовательность переходов a-b-c-a-b-c и т.д.
Если важно сохранение формы заготовки и/или она характеризуется очень крупным размером зерен/колоний, то ее обработку целесообразно осуществлять более "мягким", чем ковка, методом деформации - равноканально-угловым прессованием. Применение этого метода позволяет существенно расширить диапазон размеров зерен/колоний, с которым γ+α2-сплавы могут деформироваться без нарушения сплошности. При выборе угла ϕ между каналами необходимо учитывать износостойкость инструмента и склонность сплава к динамической рекристаллизации. Увеличение ϕ снижает износ инструмента. Однако превышение угла ϕ выше 150o нецелесообразно, поскольку существенно замедляет развитие в материале динамической рекристаллизации. Правильный выбор конструкции оснастки позволяет деформировать заготовки γ+α2-сплавов без оболочки с применением только стеклосмазки. Стоит отметить, что выбор температурно-скоростных условий деформации зависит не только от исходного размера зерен, но и прочности материала оснастки.
Для полной проработки заготовки с исходным крупным зерном обработку осуществляют равноканально-угловым прессованием без оболочки с поворотом заготовки вокруг оси деформирования после каждого перехода.
Экструзии целесообразно подвергать заготовки с очень крупным размером зерен/колоний. Экструзию рекомендуется проводить в квазиизотермических условиях: в оболочке, при относительно небольшой разнице температур между заготовкой и инструментом и при повышенных скоростях деформации. Это обеспечивает формирование относительно однородной мелкозернистой микроструктуры в заготовке, позволяет использовать относительно недорогой инструмент и предотвращать его быстрый износ.
Одним из эффективных путей для успешной обработки γ+α2-сплавов является введение в эти сплавы модификаторов, таких, например, как бор, кремний, образующих равномерно распределенные тугоплавкие частицы - бориды, силициды. Они существенно ускоряют развитие динамической рекристаллизации в этих сплавах, улучшая тем самым их обрабатываемость, даже при наличии в исходном состоянии большого размера зерен/колоний. Это связано с тем, что частицы так же, как и границы зерен/колоний, являются предпочтительными местами для образования рекристаллизованных зерен.
В случае, если образцы деформируются с образованием трещин или вообще разрушаются, необходимо провести мероприятия по уменьшению размера зерен в сплаве. Одним из способов предварительного измельчения микроструктуры γ+α2-сплавов является высокоскоростная деформация (обычная ковка, экструзия или четырехвалковая прокатка) при температурах Tα +(10-40)oC. Такая деформация ведет к существенному измельчению исходной микроструктуры и повышению обрабатываемости γ+α2-сплавов. Кроме того, она эффективно способствует устранению дендритной ликвации и поэтому отпадает необходимость в гомогенизирующем отжиге. В результате предварительного измельчения последующая деформация в γ+α2-фазовой области не вызывает нарушение сплошности как образцов, так и заготовок из  сплава.
сплава.
Для предварительного измельчения микроструктуры в крупногабаритных заготовках можно использовать высокоскоростную ковку в оболочке с использованием инструмента, имеющего комнатную температуру.
Для получения прутков с предварительно измельченной микроструктурой можно применять высокоскоростную экструзию в оболочке с использованием инструмента, имеющего комнатную температуру.
Еще одним способом получения прутков с предварительно измельченной микроструктурой является четырехвалковая прокатка в оболочке.
Если заготовка характеризуется большим размером зерен/колоний, эффективным способом предварительного измельчения ее микроструктуры является равноканально-угловое прессование. После равноканально-углового прессования заготовка может быть подвергнута деформации, например ковке в γ+α2-области в изотермических условиях.
В случае деформации крупногабаритной заготовки с исходным крупным размером зерен/колоний на первом переходе иногда целесообразно перегревать ее на ΔT градусов выше температуры инструмента. Указанный перегрев заготовки является вынужденной мерой. Он позволяет избежать нарушения сплошности заготовки, но замедляет измельчение микроструктуры. При этом в процессе деформации допускается снижение температуры до температуры инструмента.
Другим способом предотвращения нарушения сплошности крупногабаритной заготовки с исходным крупным размером зерен/колоний при деформации на первом переходе является использование низких скоростей деформации.
Если заготовка и исходный размер зерен велики и динамическая рекристаллизация в сплаве развивается крайне медленно, чтобы избежать ее разрушения, целесообразно после каждого перехода проводить промежуточный отжиг при температуре на 20-50oC выше температуры деформации Ti для снятия в ней избыточных внутренних напряжений. Эти отжиги также являются вынужденной мерой, поскольку необходимы для сохранения сплошности заготовки, но замедляют процесс измельчения микроструктуры.
При переходе с одного этапа деформации к другому целесообразно проводить промежуточный отжиг при температуре на 20-50oC ниже температуры предшествующего этапа деформации для более полного протекания рекристаллизации и снятия внутренних напряжений в заготовке.
Изобретение поясняется иллюстрациями, где:
На фиг. 1 показана схема, иллюстрирующая возможности способа.
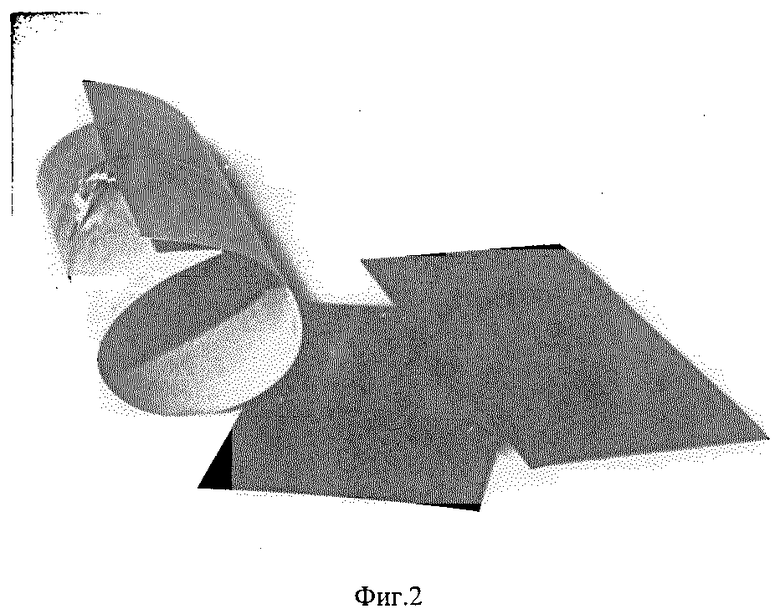
На фиг. 2 показаны лист и фольга, полученные из сплава Ti-48Al-2Nb-2Cr (ат.%) прокаткой в изотермических условиях.
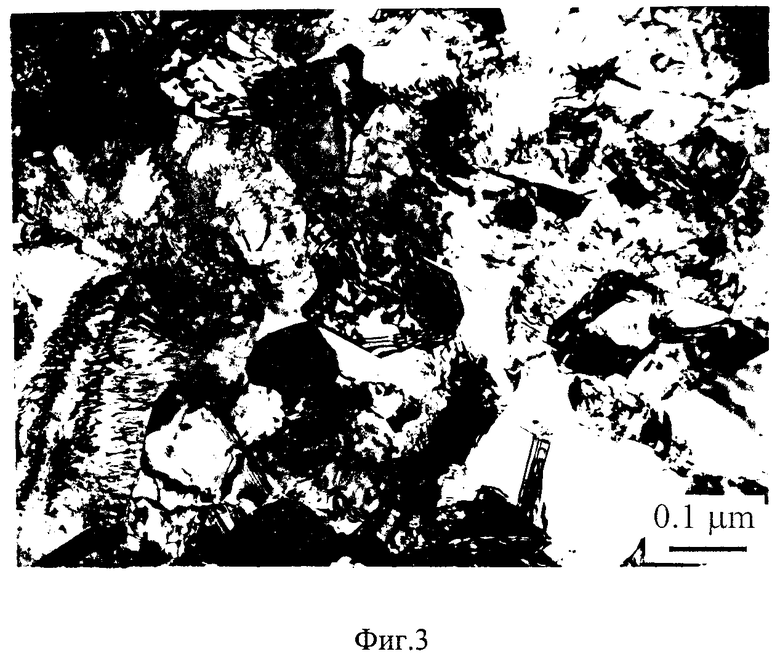
На фиг. 3 показана микроструктура фольги из сплава Ti-48Al-2Nb-2Cr (ат. %), полученная за три этапа в изотермических условиях.
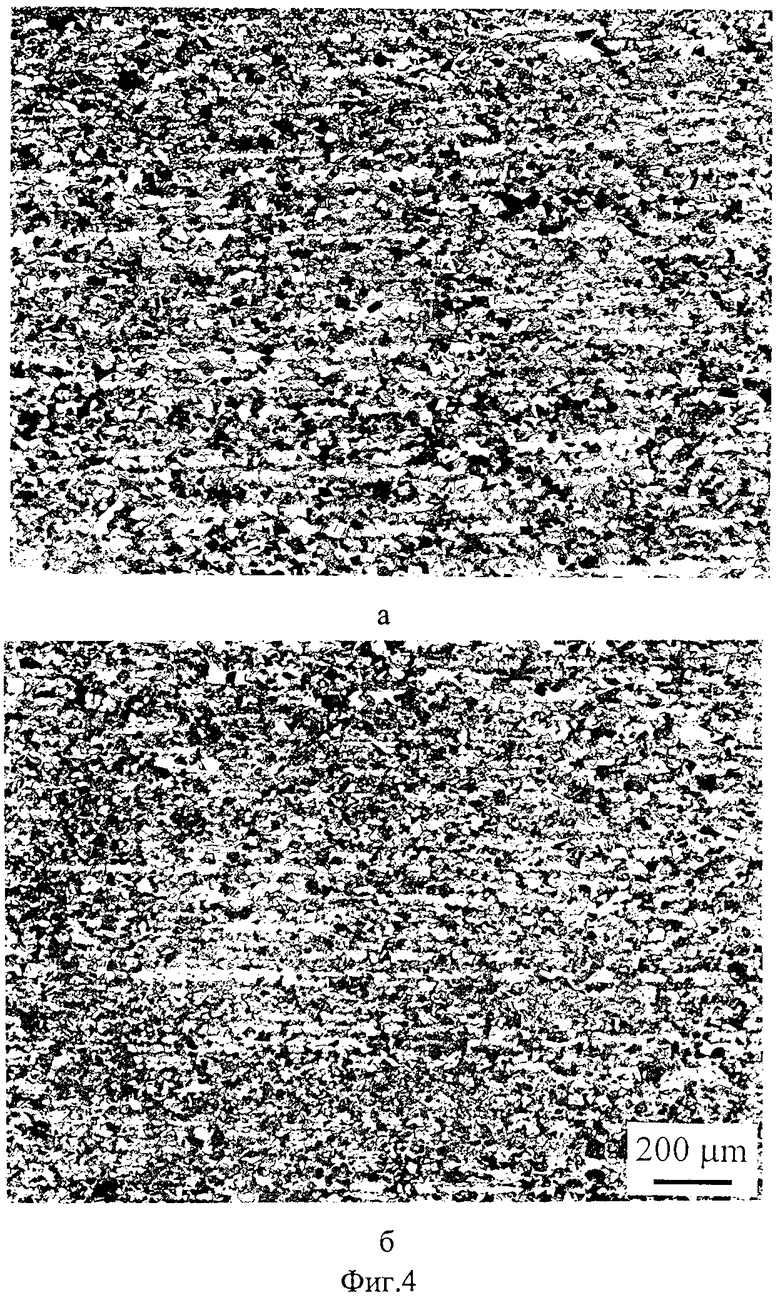
На фиг.4 показана микроструктура листа из сплава Ti-48Al-2Nb-2Cr (ат.%), полученного сочетанием прокатки в изотермических условиях на первом этапе и квазиизотермических условиях на втором этапе: а - вдоль прокатки, б - поперек прокатки.
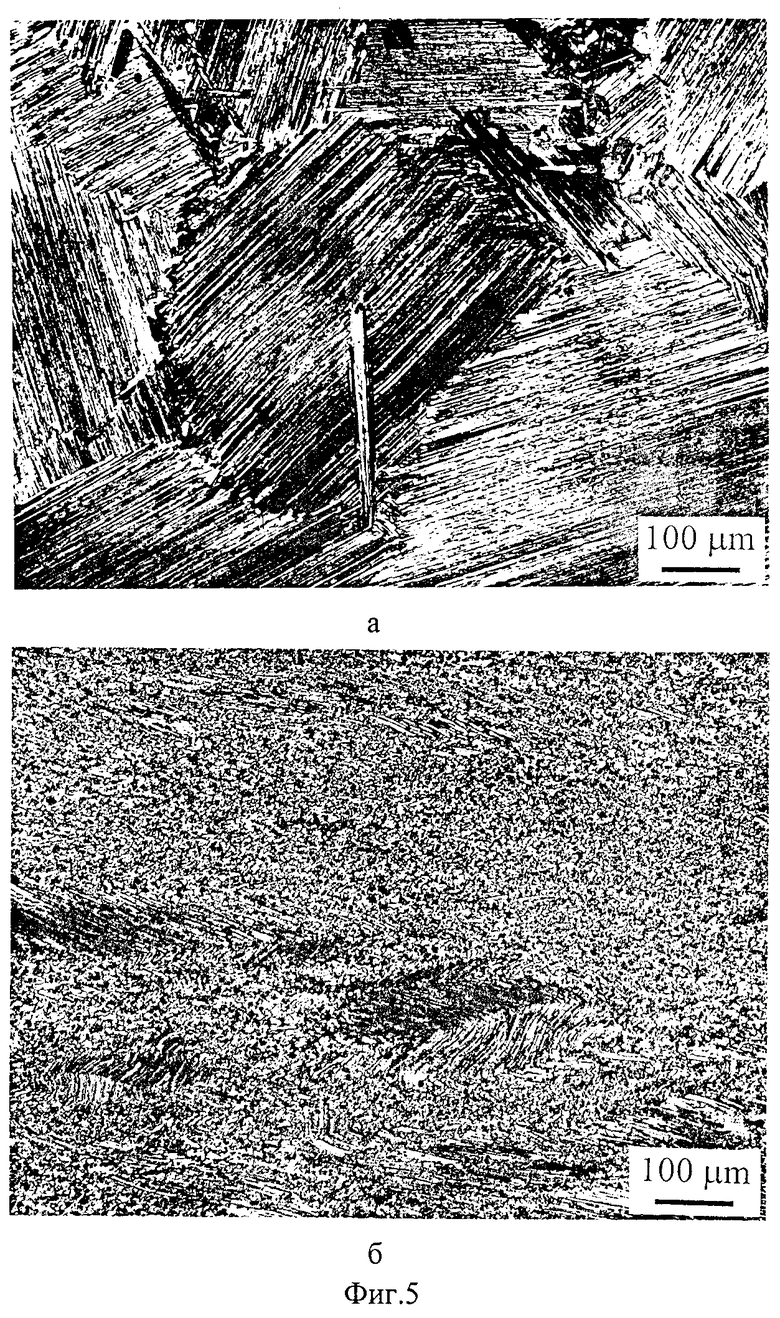
На фиг. 5 показана микроструктура образца из сплава Ti-48Al-2Nb-2Cr (ат. %): а - до деформации, б - после деформации.
На фиг. 6 показаны типичные штамповки, полученные "осадкой" массивных слитков из сплава Ti-48Al-2Nb-2Cr (ат.%) при Т=1000oC и  5·10-3 с-1 (ε = 80%).
5·10-3 с-1 (ε = 80%).
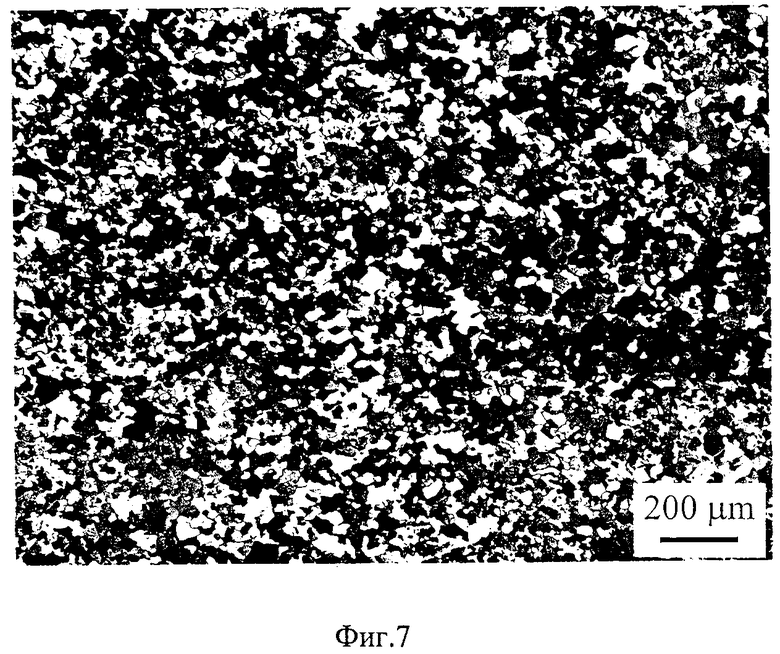
На фиг. 7 показана микроструктура заготовки из сплава Ti-48Al-2Nb-2Cr (ат.%) с микрокристаллическим размером зерен.
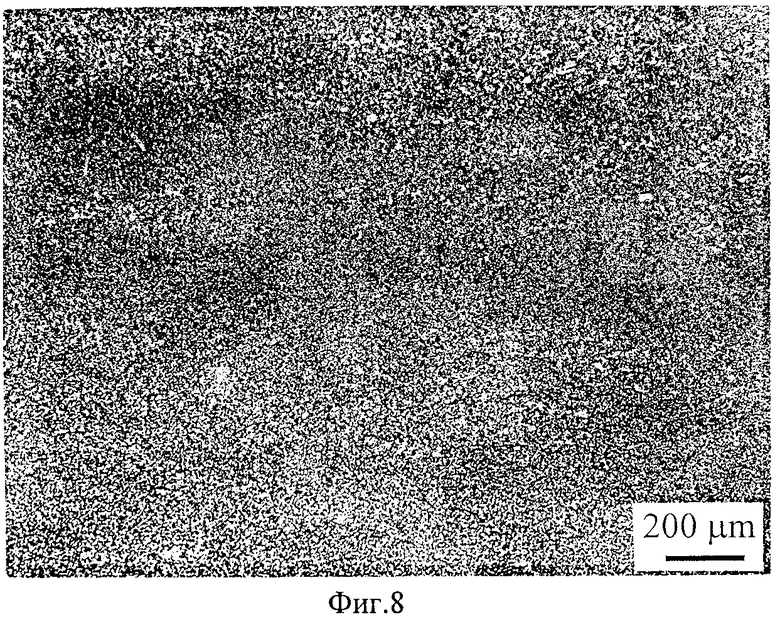
На фиг. 8 показана микроструктура заготовки из сплава Ti-48Al-2Nb-2Cr (ат.%) с субмикрокристаллическим размером зерен.
Пример 1. Заготовку сплава Ti-48Al-2Nb-2Cr (ат.%) с размерами 200х200х10 мм3 с предварительно подготовленной мелкозернистой микроструктурой (с размером зерен 5-10 мкм) помещали в стальную массивную оболочку, нагревали в проходной печи до 1050oC и после выдержки при этой температуре в течение 20 мин прокатывали на промышленном стане (на холодных валках) со скоростью 1 с-1. После каждого прохода "пакет" помещали в проходную печь, выдерживали в ней в течение 10-15 мин при той же температуре и при каждом последующем проходе изменяли на 90o направление прокатки. Всего было сделано 12 проходов. После операций освобождения от оболочки и обрезки был получен лист с размерами 610х610х1 мм3 Далее лист разрезался на "карточки" с размерами 200х200х1 мм3 "Карточки" помещали в стальные "конверты", которые прокатывали в одном направлении на фольгу в изотермических условиях на прокатном стане с нагреваемыми валками. Прокатку вели при 850oC со скоростью 10-2 с-1. Всего было сделано 8 проходов. После освобождения от оболочки размеры фольги составляли 2000х200х0,1 мм3. Микроструктура фольги была относительно однородна. Размер зерен составлял около 1 мкм. Далее фольгу подвергали термообработке выше Tα и последующему старению при температуре ниже Te. Все эти операции термообработки проводили в атмосфере аргона.
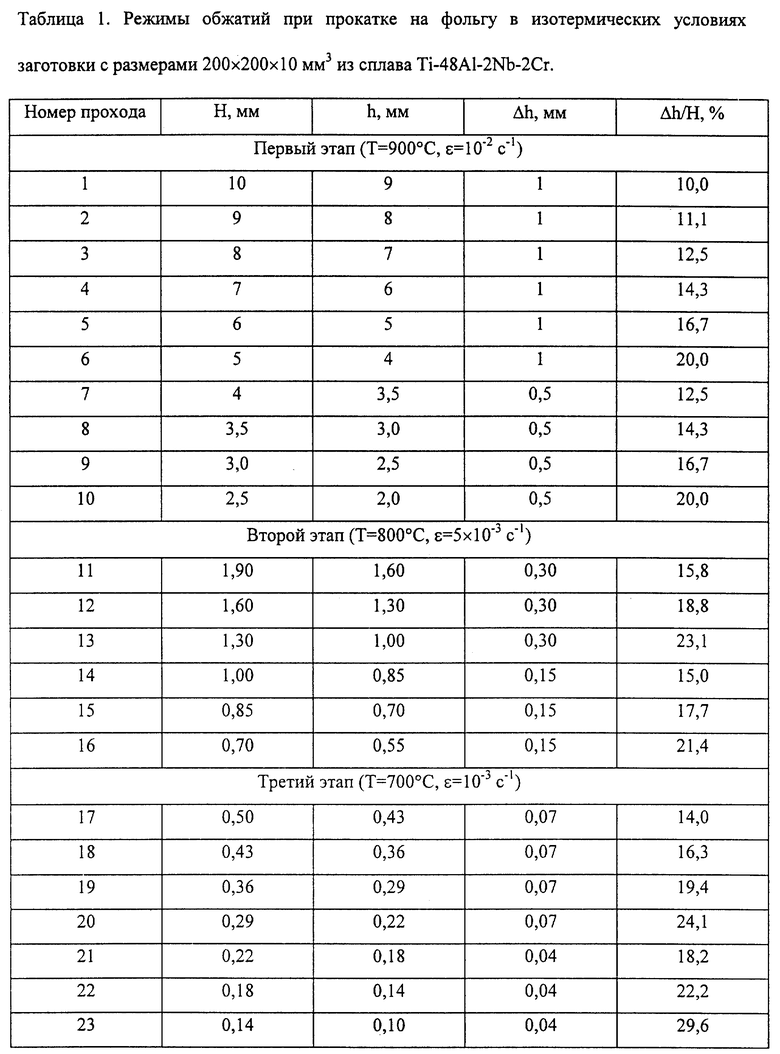
Пример 2. Заготовку сплава Ti-48Al-2Nb-2Cr (ат.%) с размерами 200х200х10 мм3 с предварительно подготовленной мелкозернистой микроструктурой (с размером зерен 5-10 мкм) прокатывали в три этапа без изменения направления прокатки в изотермических условиях на прокатном стане с нагреваемыми валками. На первом этапе прокатку вели при 900oC со скоростью 10-2 с-1. Перед каждым проходом заготовку нагревали в проходной печи до этой температуры. Время выдержки в печи при указанной температуре уменьшалось с 15 мин перед первым проходом до 3 мин перед последним.
Величина обжатия за проход составляла 10-20% (табл. 1). После 10 проходов толщина листа составляла 2 мм.
Перед вторым этапом с обеих сторон листа был удален окисленный слой толщиной 0,05 мм. На втором этапе прокатку вели при 800oC со скоростью 5·10-3 с-1. Перед прокаткой лист нагревали в проходной печи также до этой температуры и выдерживали при ней в течение 3-5 мин. Величина обжатия за проход не превышала 25%. После 6 проходов на втором этапе и удаления окисленного слоя толщиной 0,025 мм был получен лист толщиной 0,5 мм (фиг. 2а).
На третьем этапе прокатка проводилась без нагревов в проходной в печи на валках, нагретых до 700oC со скоростью 10-3 с-1. Малая толщина обеспечивала как моментальный (за несколько секунд) локальный нагрев листа при приближении его к горячим валкам, так и быстрое охлаждение его после прохождения их. Такое кратковременное (несколько секунд) пребывание листа в горячей зоне позволяло избежать окисление поверхности фольги. После 7 проходов на третьем этапе был получена фольга толщиной 0,1 мм (фиг. 2б). Режимы обжатий показаны в таблице 1. Далее фольгу подвергали отжигу при 750oC в вакууме в течение 10 ч. Микроструктура фольги была однородной, размер зерен составлял 0,2-0,3 мкм (фиг.3).
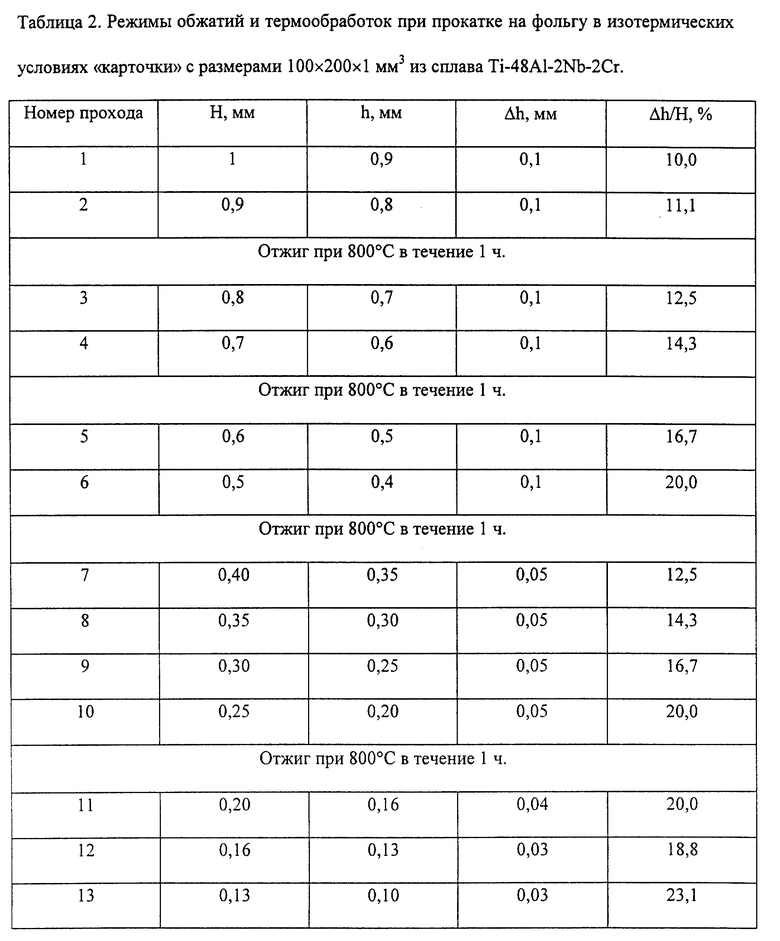
Пример 3. Заготовку сплава Ti-48Al-2Nb-2Cr (ат.%) с размерами 200х200х10 мм3 с предварительно подготовленной мелкозернистой микроструктурой (с размером зерен 5-10 мкм) прокатывали за два этапа. На первом этапе прокатку проводили в квазиизотермических условиях. Для этого заготовку помещали в стальную массивную оболочку, нагревали перед каждым проходом в проходной печи до 950oC и после выдержки при этой температуре в течение 20-5 мин прокатывали на стане на валках, нагретых до 850oC со скоростью 10-1 с-1. Длительность выдержки при 950oC уменьшалась по мере уменьшения толщины заготовки. После каждого прохода "пакет" разворачивали на 180o. Всего было сделано 15 проходов. После операций освобождения от оболочки и разрезки был получен лист с размерами 1940х200х1 мм3. Далее лист разрезался на "карточки" с размерами 100х200х1 мм3.
Перед вторым этапом карточки отжигались в вакууме при 800oC в течение 2 ч. На втором этапе "карточки" прокатывали в изотермических условиях при 700oC со скоростью 10-3 с-1 и промежуточными отжигами в вакууме. Режимы обжатий и термообработок представлены в таблице 2. После 13 проходов толщина фольги составила 0,1 мм. Далее фольгу отжигали при 800oC в вакууме в течение 5 ч. Микроструктура фольги была относительно однородна. Размер зерен составлял около 1 мкм.
Пример 4. Заготовки сплава Ti-48Al-2Nb-2Cr (ат.%) с размерами 200х200х10 мм3 с предварительно подготовленной мелкозернистой микроструктурой (с размером зерен 5-10 мкм) прокатывали в два этапа. На первом этапе прокатку проводили в одном направлении в изотермических условиях на валках, нагретых до 1050oC со скоростью 10-2 с-1. Перед каждым проходом заготовки нагревали в проходной печи до этой температуры. Время выдержки в печи при 900oC уменьшалось с 15 мин перед первым проходом до 5 минут перед последним. Величина обжатия за проход составляла 10-20%. После 6 проходов и операции обрезки была получена полоса с размерами 480х200х4 мм3. Режимы обжатий такие же, как и при первых 6 проходах, представленных в таблице 1. Перед вторым этапом с обеих сторон полос был удален окисленный слой толщиной 0,1 мм. Второй этап прокатки проводили в квазиизотермических условиях на промышленном прокатном стане. Для этого пять полос помещали в стальную оболочку и изготовленный таким образом пакет нагревали до 1050oC перед каждым проходом, выдерживали при этой температуре 40-10 мин и прокатывали со скоростью 1 с-1. Время выдержки при 1000oC уменьшалось по мере уменьшения толщины пакета. На первых трех проходах прокатку вели вдоль направления, перпендикулярного направлению прокатки на первом этапе. На последующих четырех проходах направление прокатки изменялось на 90o после каждого прохода. После операции обрезки листы имели размеры 640х520х1 мм. Далее перед сверхпластической формовкой листы подвергались отжигу при 950oC в течение 1 ч в атмосфере аргона. Для микроструктуры листа была характерна некоторая строчечность вдоль направления последнего прохода. Размер зерен составлял 5-10 мкм (фиг. 4).
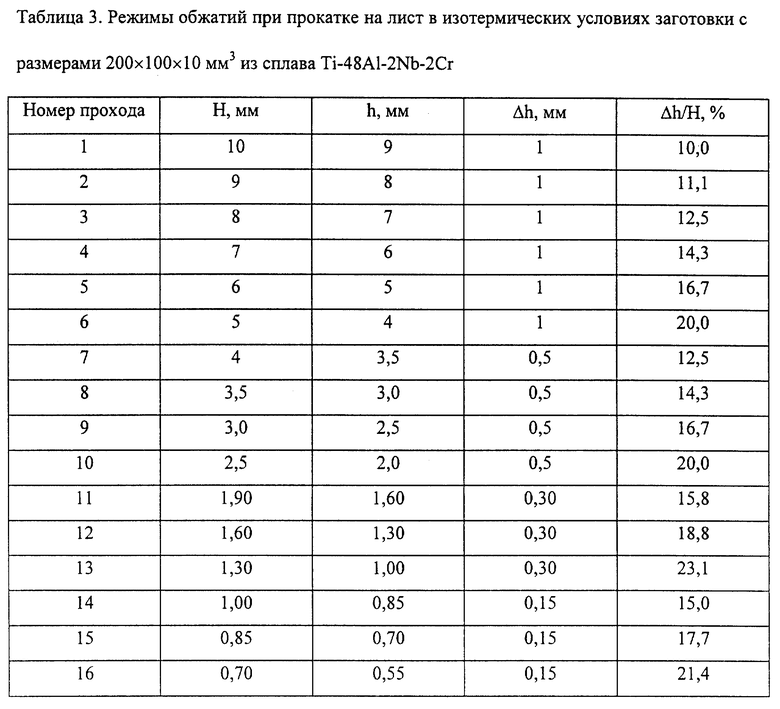
Пример 5. Заготовку сплава Ti-48Al-2Nb-2Cr (ат. %) с размерами 200х100х10 мм3 с предварительно подготовленной мелкозернистой микроструктурой (с размером зерен около 1 мкм) прокатывали на валках, нагретых до 800oC со скоростью 5·10-3 с-1 в одном направлении. Перед каждым проходом заготовку нагревали в проходной печи до этой температуры. Время выдержки в печи при 800oC уменьшалось с 15 мин перед первым проходом до 3 мин перед последним. Величина обжатия за проход не превышала 25%. Режимы обжатий показаны в таблице 3. После 16 проходов и удаления окисленного слоя толщиной 0,025 мм был получен лист толщиной 0,5 мм. Далее лист отжигали при 750oC в течение 3 ч. После операции обрезки размер листа составлял 1920х200х0,5 мм3. Микроструктура листа была однородной, размер зерен равнялся 0,3-0,4 мкм.
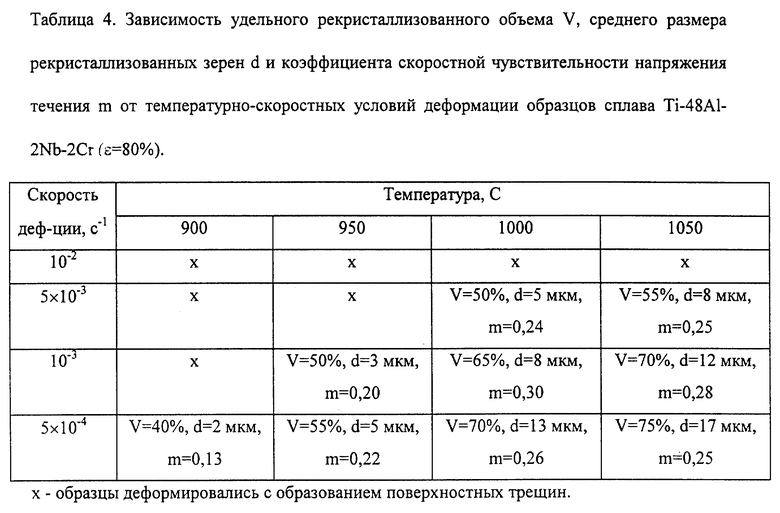
Пример 6. Литые модельные образцы сплава Ti-48Al-2Nb-2Cr (ат.%), предварительно подвергнутые горячему изостатическому прессованию при 1260oC в течение 2 ч и гомогенизирующему отжигу при 1380oC в течение 30 мин с размерами ⊘ 8х10 мм (К=1), деформировали сжатием при температурно-скоростных условиях на ε = 80%. Для уменьшения окисления образцов и контактного трения между ними и инструментом их покрывали стеклосмазкой ЭВТ-24. После испытания образцы охлаждали на воздухе и визуально осматривали. Результаты испытаний и металлографических исследований представлены в таблице 4. Как видно из таблицы, часть образцов деформировались с образованием поверхностных трещин. При режимах, обеспечивших сохранение сплошности образцов, деформировалась вторая серия образцов, в которой при достижении степени деформации 40% производилось измерение коэффициента скоростной чувствительности напряжения течения m методом переключения скоростей.
В исходном состоянии (после гомогенизации) размер колоний составлял 800 мкм. Анализ таблицы показывает, что в соответствие с принципом эффективного измельчения и наилучшей обрабатываемости оптимальным режимом обработки сплава является температура деформации 1000oC и скорость деформации 10-3 с-1. Действительно, эти условия обеспечивают формирование рекристаллизованных зерен со средним размером 8 мкм, что существенно меньше исходного размера колоний, и высокий рекристаллизованный объем (фиг. 5а и б). В результате сплав показывает наиболее высокое значение коэффициента скоростной чувствительности напряжения течения m = 0,30. В целом, учитывая накопленный опыт по изотермической деформации γ+α2-сплавов, можно заключить, что обрабатываемость сплава Ti-48Al-2Nb-2Cr невысока из-за относительно медленного развития в нем динамической рекристаллизации. Поэтому при деформации крупногабаритных заготовок (например, при К > 15) целесообразно:
а) использовать инструмент, нагретый до 1000oC, и скорости деформации в пределах 10-3-5·10-3 с-1;
б) перегревать их при первом переходе на 150-200oC;
в) проводить на первом этапе после каждого перехода промежуточные отжиги при 1050oC для снятия избыточных внутренних напряжений.
При деформации относительно небольших заготовок (например, при К < 10) можно ограничиться относительно небольшим перегревом (ΔT = 50oC) и обойтись без промежуточных отжигов между переходами.
Пример 7. При деформации крупногабаритных заготовок из сплава Ti-48Al-2Nb-2Cr были учтены результаты, полученные при испытании модельных образцов (см. пример 6). Литую заготовку, предварительно подвергнутую горячему изостатическому прессованию при 1260oC в течение 2 ч и гомогенизирующему отжигу при 1380oC в течение 30 мин с размерами ⊘ 120х150 мм (К=15), покрывали стеклосмазкой ЭВТ-24 и нагревали в печи типа КС-520/14 до (1200±5oC). После трехчасового прогрева заготовку быстро (не более чем за 15 секунд) переносили в изотермический штамповый блок, установленный на 1600-тонном гидравлическом прессе ПА-2642, и "осаживали" на степень ε = 80% при температуре инструмента 1000oC и скорости деформации  = 5 · 10-3 с-1. На фиг. 6 показаны типичные штамповки, полученные "осадкой" массивных слитков из сплава Ti-48Al-2Nb-2Cr. Микроструктура после такой обработки была лишь частично рекристаллизована и очень неоднородна по сечению штамповок. Для получения полностью рекристаллизованной микроструктуры необходимо применение всесторонней ковки (см. пример 9).
= 5 · 10-3 с-1. На фиг. 6 показаны типичные штамповки, полученные "осадкой" массивных слитков из сплава Ti-48Al-2Nb-2Cr. Микроструктура после такой обработки была лишь частично рекристаллизована и очень неоднородна по сечению штамповок. Для получения полностью рекристаллизованной микроструктуры необходимо применение всесторонней ковки (см. пример 9).
Пример 8. При деформации крупногабаритных заготовок из сплава Ti-48Al-2Nb-2Cr были учтены результаты, полученные при испытании модельных образцов (см. пример 6). Литую заготовку, предварительно подвергнутую горячему изостатическому прессованию при 1260oC в течение 2 ч и гомогенизирующему отжигу при 1380oC в течение 30 мин с размерами ⊘ 160х200 мм (К=20), покрывали стеклосмазкой ЭВТ-24 и нагревали в печи типа КС-520/14 до (1100±5oC). После трехчасового прогрева заготовку быстро (не более чем за 15 с) переносили в изотермический штамповый блок, установленный на 1600-тонном гидравлическом прессе ПА-2642, обворачивали теплоизолирующей тканью и "осаживали" при температуре инструмента 900oC со скоростью 5·10-3-10-2 с-1 на ε = 80%. Далее заготовка отжигалась при 950oC в течение 5 ч. Микроструктура после такой обработки рекристаллизована частично.
Пример 9. При деформации крупногабаритных заготовок из сплава Ti-48Al-2Nb-2Cr были учтены результаты, полученные при испытании модельных образцов (см. пример 6). Литую заготовку, предварительно подвергнутую горячему изостатическому прессованию при 1260oC в течение 2 ч и гомогенизирующему отжигу при 1380oC в течение 30 мин с размерами ⊘ 160х200 мм (К=20), покрывали стеклосмазкой ЭВТ-24 и нагревали в печи типа КС-520/14 до (1200±5)oC. После трехчасового прогрева заготовку быстро (не более чем за 15 с) переносили в изотермический штамповый блок, установленный на 1600-тонном гидравлическом прессе ПА-2642, и подвергали всесторонней ковке при температуре инструмента 1000oC. После первого перехода заготовка помещалась в печь, нагретую до 1050oC. После выдержки в течение 30-60 мин она снова быстро переносилась в штамповый блок и подвергалась ковке. С промежуточными отжигами при 1050oC было сделано 6 переходов со степенями 50-60% за каждый переход, со скоростями 10-3-5·10-3 с-1. Направление деформирования после каждого перехода изменяли на 90o. После первого этапа ковки заготовка быстро переносилась в печь, где выдерживалась в течение 2 ч при 950oC. Микроструктура после такой обработки полностью рекристаллизована, средний размер зерен составляет 5-10 мкм, границы зерен преимущественно произвольного типа (фиг.7).
Далее в зависимости от требуемого комплекса свойств заготовку можно подвергнуть термообработке в температурном интервале Te-Tα или выше Tα и последующему старению при температурах ниже Te. Для получения полностью пластинчатой микроструктуры с относительно мелким размером колоний можно также использовать высокоскоростной нагрев в α-фазовую область или высокоскоростную деформацию в этой области (например, четырехвалковую прокатку или обычную экструзию в оболочке, см. пример 15).
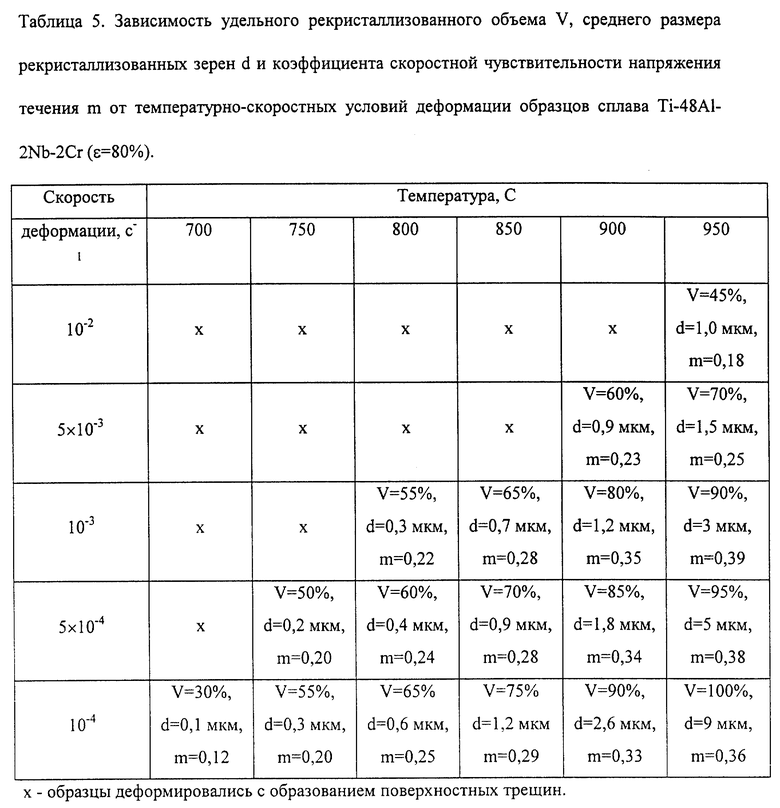
Пример 10. Из заготовки сплава Ti-48Al-2Nb-2Cr с предварительно измельченной микроструктурой (размер зерен 5-10 мкм - см. предыдущий пример) были вырезаны модельные образцы с размерами ⊘ 8х10 мм (К=1). Их деформировали сжатием в различных температурно-скоростных условиях на степень ε = 80%. Для уменьшения окисления образцов и контактного трения между ними и инструментом их покрывали стеклосмазкой ЭВТ-13 при 700-800oC и ЭВТ-24 при 850-950oC. После испытания образцы охлаждали на воздухе и визуально осматривали. Быстрое охлаждение на воздухе позволяло избежать в образцах развития метадинамической рекристаллизации. Результаты испытаний и металлографических исследований представлены в таблице 5. Анализ таблицы показывает, что для последующего измельчения микроструктуры второй этап обработки массивных заготовок сплава целесообразно проводить при 900oC и скорости деформации 10-3 с-1. При этом режиме в сплаве за несколько переходов формируется полностью рекристаллизованная микроструктура с размером зерен чуть больше микрона.
Пример 11. При деформации заготовок из сплава Ti-48Al-2Nb-2Cr для получения в них субмикронного размера зерен были учтены результаты испытаний модельных образцов, аналогичных примеру 10. Заготовку, предварительно подвергнутую горячему изостатическому прессованию при 1260oC в течение 2 ч и гомогенизирующему отжигу при 1380oC в течение 30 мин с размерами ⊘ 48х60 мм (К= 6), покрывали стеклосмазкой ЭВТ-24 и нагревали в печи типа КС-520/14 до (1050±5)oC. После часового прогрева образец быстро (не более чем за 10 с) переносили в изотермический штамповый блок, установленный на 100-тонном гидравлическом прессе, и подвергали всесторонней ковке при температуре инструмента 1000oC: делали 6 переходов со степенями 50-60% за переход, со скоростями 10-3-5·10-3 с-1. Направление деформирования после каждого перехода изменяли на 90oC. После деформации заготовку быстро переносили в печь, где ее отжигали при 950oС в течение 2 ч. Затем проводились второй и третий этап обработки заготовки, соответственно, при 900 и 800oC. На каждом этапе было сделано по три перехода со степенями 50-60% без промежуточных отжигов. После каждого этапа заготовка быстро переносилась в печь, где выдерживалась два часа при температуре на 50oС ниже температуры последнего перехода. Степень перегрева перед следующим этапом обработки также составляла 50oC. Поэтому операции термообработки после этапа и нагрев заготовки для последующего этапа деформации совмещали. При 800oC использовали другую стеклосмазку - ЭВТ-13. Микроструктура после такой обработки полностью рекристаллизована, средний размер зерен составляет 0,3-0,4 мкм (фиг.8), границы зерен преимущественно произвольного типа. Если после последнего этапа обработки из заготовки необходимо изготовить изделие, например лопатку, то ее штамповку можно проводить при 800oC и даже ниже.
Пример 12. При деформации заготовок из порошкового сплава Ti-48Al-2Nb-2Cr для получения в них субмикронного размера зерен учитывались результаты испытаний модельных образцов, которые были проведены по аналогичной примеру 10 методике. Заготовку с размерами ⊘ 80х100 мм (К=10) с исходным размером зерен 1,5 мкм покрывали стеклосмазкой ЭВТ-13 и нагревали в печи типа КС-520/14 до (850±5)oC. После двухчасового прогрева заготовку быстро (не более чем за 15 с) переносили в изотермический штамповый блок, установленный на 1600-тонном гидравлическом прессе ПА-2642, и подвергали всесторонней ковке при температуре инструмента 800oC. Было сделано 3 перехода со степенями 50-60% за каждый переход, со скоростями 5·10-4-10-3 с-1. Направление деформирования после каждого перехода изменяли на 90o. После деформации заготовку быстро переносили в печь, где отжигали при 750oC в течение 2 ч. Микроструктура после такой обработки имеет размер зерен 0,3-0,4 мкм, границы зерен преимущественно произвольны. Далее заготовку можно подвергнуть прокатке в изотермических условиях при 700-800oC.
Пример 13. При деформации литых заготовок из сплава Ti-48Al-2Nb-2Cr были учтены результаты, полученные при испытании модельных образцов (см. пример 6).
Заготовку, предварительно гомогенизированную при 1380oC в течение 2 ч с размерами 40х24х12 мм, покрывали стеклосмазкой ЭВТ-24 и нагревали в печи "Naberterm" (950±5)oC. После 40-минутного прогрева заготовку быстро (не более чем за 5 с) переносили в экструдер и подвергали изотермическому равноканально-угловому прессованию при 900oC со скоростью движения траверсы 5-10 мм/мин на степень не менее 60% эквивалентной растяжению за один проход. После первого прохода заготовка быстро вынималась и снова переносилась в экструдер (не более чем за 5 с). При этом заготовку одновременно поворачивали вокруг оси деформирования на 180o. После шести переходов с поворотом оси деформирования в сплаве была получена полностью рекристаллизованная микроструктура с размером зерен 1-2 мкм. Далее заготовку можно подвергнуть скоростному нагреву в индукторе в α-фазовую область, чтобы получить пластинчатую структуру с относительно мелким размером колоний.
Пример 14. При экструзии литых заготовок из сплава Ti-48Al-2Nb-2Cr были учтены результаты, полученные при испытании модельных образцов (см. пример 6). Заготовку сплава, предварительно гомогенизированную при 1380oC в течение 2 ч с размерами ⊘ 50х60 мм, помещали в цилиндрическую оболочку и нагревали в печи "Naberterm" до (1100±5)oC. После 50-минутного прогрева заготовку быстро (не более чем за 1-2 с) переносили в экструдер, нагретый до 900oC и подвергали экструзии со скоростью 10-2 с-1. После экструзии и освобождения оболочки заготовка имела размеры ⊘ 10х375 мм. В результате экструзии была получена полностью рекристаллизованная микроструктура с размером зерен 10-13 мкм.
Пример 15. Литую заготовку сплава Ti-48Al-2Nb-2Cr, предварительно гомогенизированную при 1380oC в течение 4 ч с размерами ⊘ 24х100 мм, помещали в цилиндрическую оболочку и нагревали в печи "Naberterm" до (1380±5)oC. После 25-минутного прогрева заготовку быстро (не более чем за 1-2 с) переносили четырехвалковому прокатному стану и прокатывали со скоростью 101 с-1. После прокатки и освобождения оболочки заготовка имела размеры 12,3х12,3х300 мм. В результате прокатки была получена полностью пластинчатая структура с размером колоний около 50 мкм, что существенно меньше, чем после гомогенизации (1000 мкм). Это значительно облегчает последующую обработку сплава, например, ковкой. Следует отметить, что наряду с прокаткой можно было бы использовать и другие методы высокоскоростной деформации (обычную ковку и экструзию).
Пример 16. При изотермическом равноканально-угловом прессовании деформации литых заготовок из сплава Ti-48Al-2Nb-2Cr были учтены результаты, полученные при испытании модельных образцов (см. пример 6). Заготовку, предварительно подвергнутую горячему изостатическому прессованию при 1380oC в течение 2 ч с размерами 40х24х12 мм, покрывали стеклосмазкой ЭВТ-24 и нагревали в печи "Naberterm" до (950±5)oC. После 40-минутного прогрева заготовку быстро (не более чем за 5 c) переносили в экструдер и подвергали изотермическому равноканально-угловому прессованию при температуре инструмента 900oC со скоростью движения траверсы 5-10 мм/мин на степень не менее 60% эквивалентной растяжению. После одного прохода в сплаве формируется частично рекристаллизованная структура со средним размером зерен существенно меньше, чем после гомогенизации. В результате, значительно облегчается последующая обработка, например, ковкой.
Пример 17. При деформации литых заготовок из сплава Ti-47Al-4 (Mn,Cr,Nb, Si, B) были учтены результаты, полученные при испытании модельных образцов, которые были проведены по аналогичной примеру 6 методике. Заготовку, предварительно подвергнутую горячему изостатическому прессованию при 1260oC в течение 4 ч и гомогенизирующему отжигу при 1390oC в течение 2 ч с размерами ⊘ 48х60 мм (К= 6), покрывали стеклосмазкой ЭВТ-24 и нагревали в печи типа КС-520/14 до (1050±5)oC. После часового прогрева образец быстро (не более чем за 10 с переносили в изотермический штамповый блок, установленный на 100-тонном гидравлическом прессе, и подвергали ковке при температуре инструмента 1000oC: делали 2 перехода, со степенями 50-60% за переход, со скоростями 10-3-5·10-3 с-1. Направление деформирования после первого перехода изменяли на 90o. После деформации заготовку отжигали при 950oС в течение 2 ч. После этого печь с заготовкой охлаждали до 850oC и проводился второй этап обработки заготовки. Ее быстро переносили в штамповый блок и подвергали ковке при температуре инструмента 800oC: также делали 2 перехода со степенями 50-60% за переход, со скоростями 10-3-5·10-3 с-1. Направление деформирования после первого перехода также изменяли на 90o. После второго этапа заготовка выдерживалась при 750oC в течение 2 ч. При 800oC использовали другую стеклосмазку - ЭВТ-13. Микроструктура после такой обработки полностью рекристаллизована, средний размер зерен составляет 0,3-0,4 мкм, границы зерен преимущественно произвольного типа. Если после последнего этапа обработки из заготовки необходимо изготовить изделие, например лопатку, то штамповку ее можно проводить при 800oC и даже ниже. Далее для получения в материале требуемого комплекса свойств заготовку можно подвергнуть термообработке, которая может включать в себя отжиг в температурном интервале Te-Tα или выше Tα и последующее старение при температурах ниже Te. Таким образом, использование сплава, специально разработанного для горячей деформации, содержащего равномерно распределенные частицы (бориды, силициды), ускоряющие развитие динамической рекристаллизации, заметно упрощают обработку заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+α СПЛАВОВ | 1999 |
|
RU2164263C2 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ЗАЭВТЕКТОИДНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДОВ ТИТАНА γ-TiAl И α-TiAl | 2001 |
|
RU2203976C2 |
| Способ термомеханической обработки литых (γ+α2)- интерметаллидных сплавов на основе алюминида титана γ-TiAl | 2015 |
|
RU2606685C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛЯ ТИПА INCONEL 718 | 2004 |
|
RU2269589C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ ТИТАНОВОГО СПЛАВА | 2006 |
|
RU2320771C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КРУПНОГАБАРИТНЫХ, ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196189C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЕЙ | 2000 |
|
RU2181776C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2203975C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПОЛУФАБРИКАТОВ ИЗ ТЕХНИЧЕСКОГО ТИТАНА | 2002 |
|
RU2224046C1 |
Изобретение относится к области обработки металлов и сплавов давлением, в частности к обработке сплавов на основе алюминидов титана TiAl (γ-фаза) и Ti3Al (α2-фаза), полученных литьем или методом порошковой металлургии. Способ предусматривает прокатку исходной заготовки с предварительно подготовленной мелкозернистой структурой на лист или фольгу с заданными толщиной и размером зерен, которую осуществляют в интервале скоростей деформации 10-3 - 101 с-1 и температур T* - TeoC, где T* - преимущественно 400 - 700oC, а Te - температура эвтектоидного превращения, за один или несколько этапов, осуществляемых, в свою очередь, за N проходов в изотермических или квазиизотермических условиях, при этом температуру нагрева заготовки на каждом последующем этапе Ti+1 выбирают из условий Ti+1 = Ti, где Ti - температура нагрева заготовки на предыдущем этапе, причем для первого этапа Ti = T0, где Т0 - температура на последнем этапе при получении заготовки под прокатку, или Ti+1 = Ti + ΔTi+1 или Ti+1 = Ti - Δti+1, где ΔTi+1 выбирают из условия допустимого роста зерен, а Δti+1 - из условий деформируемости или деформируемости и снижения окисляемого сплава. Исходную заготовку для осуществления способа прокатки получают нагревом и деформацией в интервале температур 700 - TeoC, где Te - температура эвтектоидного превращения, со скоростями 10-4 - 101 с-1 за i этапов, за n переходов на каждом этапе с суммарной степенью деформации Σε, обеспечивающей измельчение размера зерен за счет рекристаллизации, при этом температуру Ti и скорость деформации εi заготовки на каждом этапе определяют по результатам испытаний Ni образцов, имеющих размер зерен/колоний di, причем di = dзаг, одноосным сжатием в изотермических условиях в указанном температурно-скоростном интервале с учетом размера рекристаллизованных зерен и удельного рекристаллизованного объема, а количество этапов определяют, исходя из последовательного уменьшения размера зерен в исходной заготовке до требуемого значения. Техническим результатом изобретения является получение листа и фольги с регламентированной структурой, а также подготовка мелкозернистой микроструктуры в исходных заготовках для осуществления способа прокатки. 2 с. и 35 з.п.ф-лы, 8 ил., 5 табл.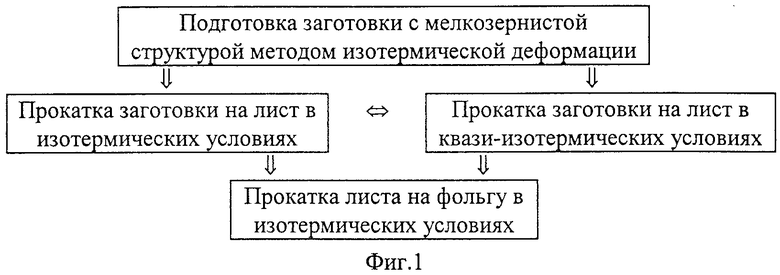
 заготовки на каждом этапе определяют по результатам испытаний Ni образцов, имеющих размер зерен/колоний di, причем d1 = dзаг, одноосным сжатием в изотермических условиях в указанном температурно-скоростном интервале с учетом размера рекристаллизованных зерен и удельного рекристаллизованного объема, а количество этапов определяют, исходя из последовательного уменьшения размера зерен в исходной заготовке до требуемого значения.
заготовки на каждом этапе определяют по результатам испытаний Ni образцов, имеющих размер зерен/колоний di, причем d1 = dзаг, одноосным сжатием в изотермических условиях в указанном температурно-скоростном интервале с учетом размера рекристаллизованных зерен и удельного рекристаллизованного объема, а количество этапов определяют, исходя из последовательного уменьшения размера зерен в исходной заготовке до требуемого значения. = 10-3 - 10-2с-1, на степень не менее 60% эквивалентной растяжению.
= 10-3 - 10-2с-1, на степень не менее 60% эквивалентной растяжению.
| Устройство для выгрузки мусора | 1977 |
|
SU685568A1 |
| RU 2066253 C1, 10.09.1996 | |||
| US 5226985 A, 13.07.1993 | |||
| US 5558729 A, 24.09.1996. | |||

