Изобретение относится к прокатному производству, а именно к производству листов и полос.
Известен способ пластической деформации металлических листов, защищенный авторским свидетельством СССР N 1784289, МПК 5 В 21 В 1/00, публ. 1992 г. По этому способу при пластической деформации слябов к их боковым кромкам пневмоприжимами подсоединяют токоподводы и пропускают импульсный постоянный ток. Вдоль проката у передней кромки создают импульсное синхронизированное с током постоянное магнитное поле, обеспечивающее величину магнитной индукции в соответствии с предлагаемой зависимостью. Этот способ не применим для пластической деформации (прокатки) полос.
В способе прокатки полос, описанном в авторском свидетельстве СССР N 1100017, МПК 3 В 21 В 1/22, публ. 1984 г., импульсный электрический ток пропускают вдоль полосы перед очагом деформации на расстоянии 0,5...1,0 ширины полосы, а длительность паузы между импульсами тока устанавливают по формуле  где длительность паузы между импульсами (с), В - ширина полосы (м), V - скорость перемещения полосы (м/с).
где длительность паузы между импульсами (с), В - ширина полосы (м), V - скорость перемещения полосы (м/с).
Недостаток такого способа из-за того, что электрический ток пропускается через рабочие валки, сокращается срок их службы, качество проката ухудшается из-за наличия наклепанного слоя после очага деформации.
Цель изобретения - повышение качества проката при снижении энергозатрат.
Указанная цель достигается тем, что в способе прокатки полос, включающем пропускание импульсного электрического тока и пластическую деформацию, импульсный электрический ток пропускают после очага деформации. Импульсный электрический ток пропускают через поперечное сечение прокатываемой полосы нормально к его поверхности. Дополнительно импульсный электрический ток пропускают вдоль полосы на расстоянии 100...150 мм. Амплитуда импульсного тока - 6. ..50 кА, длительность импульса 0,05...0,15 с, длительность паузы между импульсами 0,05...1,5 с.
На фиг. 1 изображена схема устройства для осуществления предлагаемого способа с одним импульсным трансформатором.
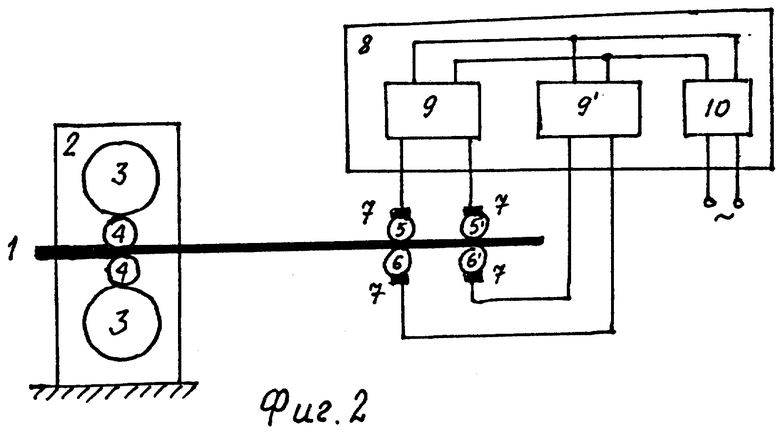
На фиг. 2 изображена схема устройства для осуществления предлагаемого способа с двумя импульсными трансформаторами.
На фиг. 1 и 2 цифрами обозначены:
1 - прокатываемая полоса,
2 - прокатная клеть,
3 - опорный валок,
4 - рабочий валок,
5,5' - верхние контактные ролики,
6,6' - нижние контактные ролики,
7 - токоподвод (контактор),
8 - источник электрического тока,
9,9' - импульсный трансформатор,
10 - преобразователь.
Заявленный способ осуществляется следующим образом. При продольной прокатке полоса 1 в прокатной клети 2 подвергается обжатию рабочими валками 4 под действием опорных валков 3. В очаге деформации между рабочими валками 4 пластической деформации подвергается не весь объем металла, а только его небольшая часть - слой толщиной 0,05...0,1 от толщины полосы, так называемый наклепанный слой. В этом слое в 4...7 раз больше насыщение кислородом и азотом, а содержание скалярной и избыточной плотности дислокаций выше на два порядка, чем в исходном металле. Импульсный электрический ток от источника электрического тока 8, проходя между контактными роликами 5 (5') и 6 (6'), установленными попарно-соосно с обеих сторон полосы через поперечное сечение прокатываемой полосы 1, способствует удалению и увеличению подвижности избыточных дислокаций, удалению из наклепанного слоя кислорода и азота. Параметры импульсного тока - длительность импульса, длительность паузы между импульсами и сила тока в импульсе (амплитуда импульса), задаются с помощью преобразователя 10, запитываемого от промышленной сети.
При наличии одного импульсного трансформатора 9 (фиг. 1) его выводы подключаются: один к токоподводам 7 верхних контактных роликов 5 и 5', другой - к токоподводам 7 нижних контактных роликов 6 и 6'.
При наличии двух импульсных трансформаторов 9 и 9' или одного импульсного трансформатора 9 с двумя токовыми обмотками (фиг. 2) выводы одного трансформатора 9 (одной выходной токовой обмотки) подключены к токоподводам 7 верхних контактных роликов 5 и 5', выводы другого трансформатора 9' (другой токовой обмотки трансформатора 9) подключены к токоподводам 7 нижних контактных роликов 6 и 6'. В результате импульсный электрический ток будет проходить как через поперечное сечение полосы между роликами 5 и 6 и 5' и 6', так и вдоль проката по наклепанному слою между роликами 5 и 5' и 6 и 6'.
Амплитуда импульсного тока (сила тока), его длительность и длительность паузы между импульсами выбираются в зависимости от степени обжатия, сортамента прокатываемой полосы, геометрии очага деформации. Сила тока тем больше, чем больше площадь поперечного сечения полосы и чем больше процентное содержание углерода в стали. Длительность импульса увеличивается с увеличением степени обжатия и толщины наклепанного слоя. Длительность паузы выбирается в зависимости от геометрии зоны воздействия, которая тем больше, чем больше мощность импульсного тока. Параметры импульсного тока подбираются экспериментально в пределах: сила тока - 6...50 кА, длительность импульса - 0,05... 0,15 с, длительность паузы - 0,05...1,5 с.
При пропускании импульсного электрического тока как через поперечное сечение прокатываемой полосы, так и вдоль нее выделяется большое количество тепла (согласно закону Джоуля-Ленца), что приводит к значительному нагреву металла в этих областях (до 750oC и выше). Температура нагрева зависит от значения силы тока и длительности импульсов: чем они выше, тем выше температура.
Если величина наклепа полосы после очага деформации небольшая, то для придания необходимых свойств металлу (удаления газов, повышения механических свойств и др.) достаточно его нагреть в небольшом объеме путем пропускания импульсного электрического тока через поперечное сечение прокатываемой полосы нормально к ее поверхности. При этом сила тока и длительность импульса также могут не достигать своего верхнего уровня. При значительном наклепе полосы нагрев в ее поперечном сечении становится недостаточным для повышения качества проката, в этом случае наряду с пропусканием импульсного электрического тока через поперечное сечение прокатываемой полосы нормально к ее поверхности, дополнительно пропускают импульсный электрический ток вдоль полосы на расстоянии 100...150 мм. При меньшем расстоянии можно не добиться повышения качества полосы (при сильном ее наклепе). При большем расстоянии дальнейшего повышения качества практически не наблюдается, но при этом растут затраты на обработку.
По своему результату пропускание импульсного электрического тока по регламентированному выше режиму обеспечивает свойства проката аналогичным свойствам его после высокотемпературного отжига, который проводится в печах, что снижает энергозатраты при производстве проката.
В сравнении со способом-прототипом заявленный способ исключает прохождение электрического тока через рабочие и опорные валки и, следовательно, снижение их срока службы из-за эрозионных процессов. Качество проката повышается за счет освобождения захваченного в очаге деформации азота и кислорода и снятия остаточных напряжений после прокатки.
Прохождение тока по деформированной полосе позволяет преодолеть дислокационные препятствия за счет электронно-дислокационного взаимодействия, повысить пластичность поверхностных слоев полосы на 40%. Это позволяет после смотки в рулон исключить высокотемпературный отжиг и на 20...25% снизить энергозатраты на прокатку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2173226C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ПРОКАТНЫХ ВАЛКОВ | 1999 |
|
RU2154112C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ | 1999 |
|
RU2147946C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 1996 |
|
RU2092586C1 |
| СОСТАВ СПЛАВА | 1998 |
|
RU2131945C1 |
| СОСТАВ СПЛАВА | 1996 |
|
RU2104324C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧЕГО ВАЛКА СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2183143C2 |
| КЛЕТЬ КВАРТО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2004 |
|
RU2262999C1 |
| ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2204450C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1997 |
|
RU2113297C1 |
Изобретение относится к прокатному производству, а именно к производству листов и полос. Цель изобретения - повышение качества проката при снижении энергозатрат. Указанная цель достигается тем, что в способе прокатки полос, включающем пропускание электрического тока и пластическую деформацию , импульсный электрический ток пропускают после очага деформации. Импульсный электрический ток пропускают через поперечное сечение прокатываемой полосы нормально к его поверхности. Дополнительно импульсный электрический ток пропускают вдоль полосы на расстоянии 100 - 150 мм. Амплитуда импульсного тока 6 - 50 кА, длительность импульса 0,05 - 0,15 с, длительность паузы между импульсами 0,05 - 1,5 с. Изобретение обеспечивает повышение пластичности поверхности слоев при сохранности валков. 2 ил.
Способ прокатки полос, включающий пропускание импульсного электрического тока и пластическую деформацию, отличающийся тем, что импульсный электрический ток пропускают после очага деформации через поперечное сечение прокатываемой полосы нормально к ее поверхности или через поперечное сечение полосы нормально к ее поверхности и вдоль полосы на расстоянии 100 - 150 мм, причем задают амплитуду импульсного тока 6 - 50 кА, длительность импульса 0,05 - 0,15 с, а длительность паузы между импульсами 0,05 - 1,5 с.
| Способ прокатки полос | 1982 |
|
SU1100017A1 |
| Способ стабилизации поперечного профиля полос и листов при прокатке | 1975 |
|
SU614837A1 |
| Способ пластической деформации металлических листов | 1990 |
|
SU1784289A1 |
| СПОСОБ ПРОКАТКИ Л1ЕТАЛЛОВ | 0 |
|
SU271475A1 |
| Способ волочения | 1985 |
|
SU1470384A1 |
| Способ продольной прокатки | 1977 |
|
SU737032A1 |
| Способ регулирования размеровпРОКАТА | 1979 |
|
SU793677A1 |
| СТЕРЕОТАКСИЧЕСКИЙ АППАРАТ | 0 |
|
SU383450A1 |
| RU 2000340 C, 07.09.1993. | |||

