Изобретение относится к металлургии.
Известен способ полунепрерывного литья трубной заготовки б&з центрального стержня методом намораживания с вытягиванием формируемой заготовки из кристаллизатора. Расплавленный металл подводят в кристаллизатор снизу лод давлением газа.
Однако способ имеет ограниченную производительность процесса вытягивания вследствие низкой прочности корки твердого металла при температурах затвердевания и ухудшения теплообмена в зоне контакта между стенкой кристаллизатора и отливкой в условиях скольжения последней при вытягивании вверх. Кроме того, способ характеризуется повышенным износом станок кристаллизатора в результате перемеш,ения литой заготовки и сложностью управления процессом намораживания при изготовлении отливок с переменной толщиной стенки по высоте.
Цель изобретения - повысить производительность и формировать стенки заданной толщины.
Это достигается тем, что жидкий металл, формирующий стенку заготовки, перемещают вверх под давлением газа с помощью транспортирующего расплава, обладающего более высокой плотностью и более низкой температурой плавления по сравнению с разливаемым металлом.
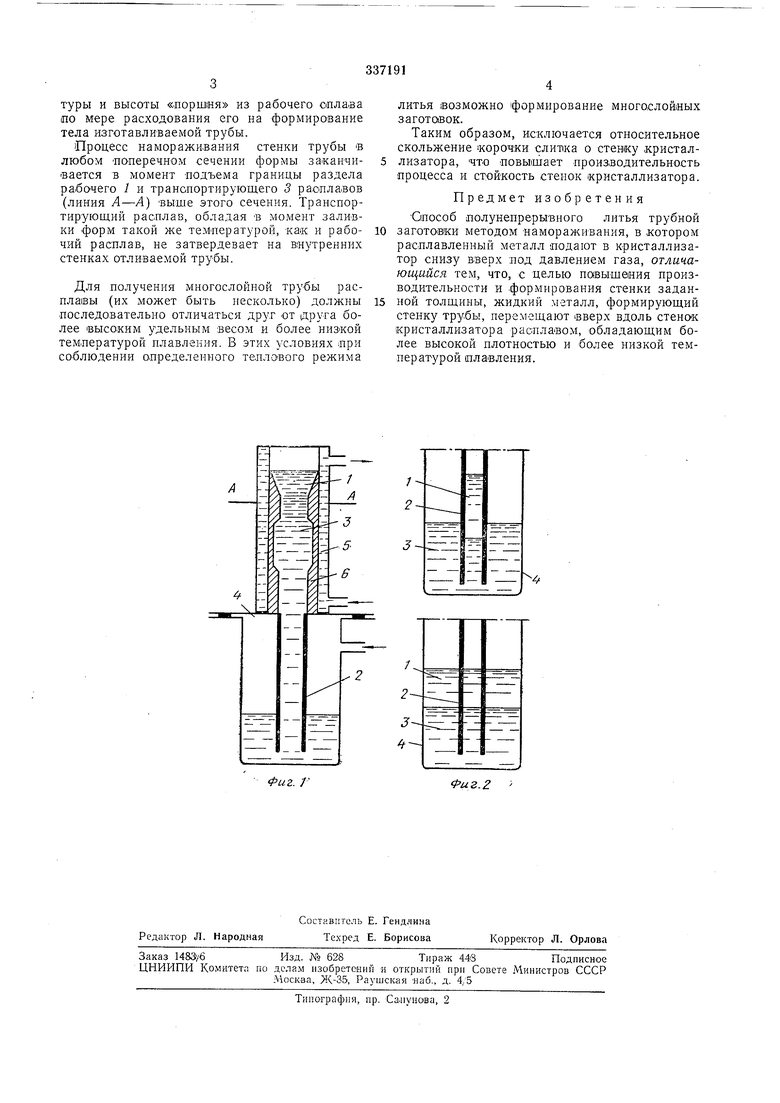
На фиг. 1 изображена установка для осуществления предлагаемого способа литья; на фиг. 2 - два варианта заливки жидкого металла, формирующего трубу, и транспортирующего расплава в установку.
Дозу жидкого металла / для формирования стенки трубы, образующую расходуемый поршень, заливают внутрь металлолровода 2
поверх транспортирующего расплава 3, заполняющего емкость 4 и часть металлопровода 2.
Или же доза жидкого металла отсекается перед каждой заливкой путем опускания металлопровода 2, в котором рабочий расплав расположен над транспортирующим расплавом.
Ири подаче в установку газа, находящегося -под давлением, транспортирующий расплав 3, поднимаясь по металлопроводу 2, подает «расходуемый порщень рабочего расплава iB толость кристаллизатора 5, установленного на крышке металлоприемника 4.
По мере формирования на поверхности формы заданной толщины стенки трубы 6 рабочий расплав 1 транспортируется ©верх по форме со скоростью, обеспечивающей формирование заданной толщины стенки отливки
туры и высоты «поршия из рабочего опла.ва по мере расходования его на формирование тела изготавливаемой трубы.
Процесс намораживания стенки трубы в лгобом Поперечном сечении формы за«аичивается в момент -подъема границы раздела рабочего / и транспортирующего 3 расплавов (линия А-А) Быше этого сечения. Транспортирующий расплав, обладая в момент заливки форм такой же температурой, как и рабочий расплав, не затвердевает на внутренних стенках отливаемой трубы.
Для получения многослойной трубы расплавы (их может быть несколько) должны последовательно отличаться друг от друга более высоким удельным весом и более низкой темлературой плавления. В этих условиях лри соблюдении определенного теплового режима
литья возможно (формирование многослойных заготовок.
Таким образом, исключается относительное
скольжение Корочки слит1ка о стенку кристаллизатора, что повышает производительность
процесса и стойкость стенок кристаллизатора.
Предмет изобретения
Способ полунепрерьгвного лнтья трубной заготовки методом намораживания, в котором расплавленный металл яодают в кристаллизатор снизу вверх ;под давлением газа, отличающийся тем, что, с целью П01вьгще1ния производительности и .формирования стенки заданной толщины, жидкий металл, формирующий стенку трубы, перемещают вверх вдоль стенок кристаллизатора расплавом, обладающим более высокой плотностью и более низкой температурой плавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ПРОИЗВОДСТВА ПРУТКА И ТРУБНОЙ ЗАГОТОВКИ В ГОРИЗОНТАЛЬНОМ КРИСТАЛЛИЗАТОРЕ | 2015 |
|
RU2690255C2 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1985 |
|
SU1249776A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151662C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1788653A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПРОВОДОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2001 |
|
RU2201311C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ полунепрерывного литья полых заготовок | 1977 |
|
SU667321A1 |
Риг. /
/. 2
.2
