Изобретение относится к металлургии, в частности к непрерывной разливке металлов.
Целью изобретения является снижение затрат на производство многослойных заготовок с различным химическим составом каждого слоя. Дополнительной целью изобретения является исключение осаждения на отливаемой заготовке продуктов резки, а также увеличение скорости реза и повышение качества многослойных заготовок.
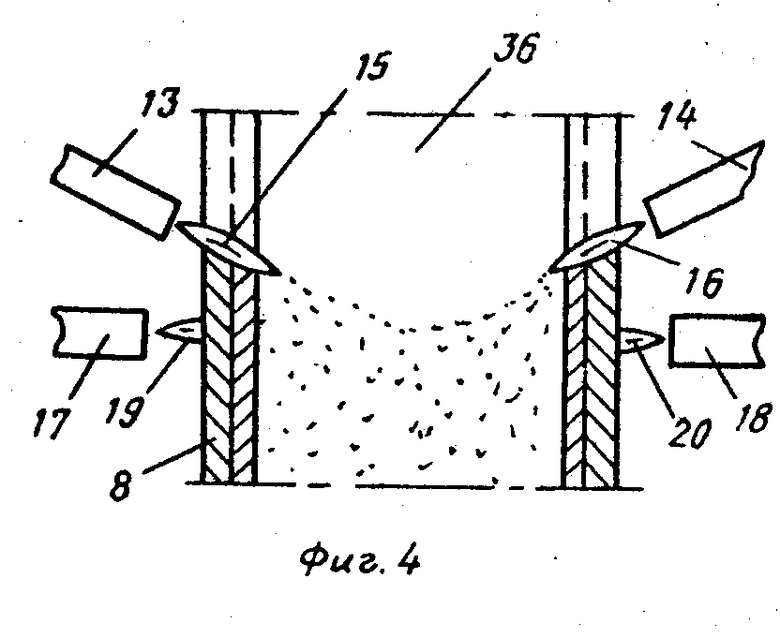
На фиг.1 изображена установка непрерывного литья для осуществления предлагаемого способа; на фиг.2 участок отлитой многослойной заготовки до разделения и после ее разделения на две части, при перемещении частей заготовки в одну сторону; на фиг.3 плазменная резка стенок многослойной заготовки при удалении продуктов реза в сторону от заготовки (разрез А-А на фиг.1); на фиг.4 то же, с подачей через плазмообразующий газ порошкообразного материала и с предварительным нагревом места реза; на фиг.5 вариант удаления боковых граней плоской заготовки путем плазменной резки широких граней заготовки в четырех местах.
Продольный рез стенок полой заготовки при вытягивании ее из кристаллизатора и во время пауз между вытягиванием не менее чем в двух местах по сечению заготовки и предпочтительно в одной плоскости позволяет получить сплошную многослойную заготовку, каждый слой которой имеет разный химический состав. При перемещении отдельных частей заготовки в разные стороны удобнее располагать режущий инструмент и через разрез сверху вводить в заготовку контролируемую атмосферу. В этом случае в зоне разделения от веса каждой отделенной части заготовки создается разрывающее усилие, позволяющее при необходимости осуществить разделение заготовки без расплавления металла, а только в результате его нагрева до температуры, близкой к температуре плавления, когда он практически теряет свою прочность.
В случае перемещения каждой отделенной части заготовки в одном направлении уменьшаются габариты агрегата для осуществления способа, его прокатное оборудование, а следующее за ним вспомогательное оборудование не требует двух фундаментов.
Рекомендуемый рез заготовки плазменной дугой хорошо освоен, может осуществляться со сравнительно высокой скоростью, а режущая плазма способствует созданию контролируемой среды. Поскольку отделенные части заготовки перемещаются в разные стороны, то головки плазмотронов устанавливают так, что их режущие дуги расплавляют и выдувают металл стенок полой заготовки в сторону от заготовки. В этом случае продукты реза не осаждаются на внутренней поверхности заготовки.
В ряде случаев целесообразно продукты реза направлять в сторону внутренней части полой заготовки и осаждать их на ее внутренней поверхности. При этом через плазмотрон вводят различные добавки с помощью транспортирующего газа соответствующего химического состава. На внутреннюю поверхность заготовки наносят самые разнообразные покрытия, например, из сплавов металлов, из чистого металла, из карбидов, боридов, нитридов, силицидов и многокомпонентных смесей. При необходимости создают прослойки между формируемыми слоями заготовки за счет введения сверху в заготовку контролируемой среды, содержащей необходимые компоненты для образования прослоек. Прослойки для ряда многослойных заготовок желательны, так как они позволяют исключить диффузии отдельных элементов из слоя в слой.
Использование азотной плазмы для резки многослойной заготовки и для транспортирования порошка из титана позволяет во время резки получить смесь из металла стенки заготовки, титана и нитридов и далее осуществить модифицированное покрытие внутренней поверхности заготовки. Это один из примеров создания контролируемой среды, введение которой в заготовку позволяет осуществить внутреннее покрытие поверхности стенок заготовки.
Разрезание заготовки на длине шага вытягивания осуществляют в период паузы между вытягиваниями заготовки из кристаллизатора на указанный шаг, причем со сравнительно небольшой скоростью, зависящей от длины шага вытягивания и времени паузы. При этом создаются благоприятные условия для ввода контролируемой среды в заготовку. Но есть и недостаток такого разрезания плазмотроны должны иметь возможность перемещения на длине шага вытягивания. В ряде случаев целесообразно иметь стационарно установленные плазмотроны, а разрезание стенок многослойной заготовки производить со скоростью вытягивания заготовки из кристаллизатора.
Чтобы повысить скорость резки место реза предварительно нагревают до определенной температуры, например, дополнительными плазмотронами. Причем если заготовку отливают из металлов с низкой температурой плавления, то место реза нагревают до температуры ниже температуры плавления на 50оС, а если заготовку отливают из металлов с высокой температурой плавления, например стали, то место реза нагревают до температуры ниже температуры плавления на 150оС.
Чтобы повысить качество многослойной заготовки и создать более благоприятные условия для захвата заготовки прокатными валками, удаляют остатки боковых граней до того, как отдельные части заготовки поступают в прокатные валки. Указанное удаление может быть произведено дисковыми ножницами. Допустимо удаление остатков боковых граней газовой и плазменной резкой.
По одному из вариантов удаление узких боковых граней плоской отливаемой заготовки осуществляют путем резки широких граней заготовки в четырех местах (по два реза с каждой стороны заготовки на расстоянии толщины боковых граней от края заготовки). В этом случае удаляемые слоистые боковые грани также могут быть прокатаны и использованы потребителями многослойной металлопродукции.
Установка для осуществления способа непрерывного литья и прокатки многослойных металлических заготовок содержит металлоприемник-пневмозадатчик (не показан), сообщающийся с кристаллизатором 1 через металлопровод 2, который подсоединен к кристаллизатору снизу. За кристаллизатором располагаются подвижные охлаждаемые плиты 3 устройства зоны вторичного охлаждения (привод охлаждаемых плит не показан). Охлаждаемые плиты выполнены с возможностью перемещения относительно охлаждаемых направляющих 4 на шаг перемещения, но не более длины кристаллизатора 1. Охлаждаемые направляющие размещены в теплоизолированной камере 5, снабженной системой подачи в нее контролируемой атмосферы (не показана). Теплоизолированная камера имеет форму, соответствующую переводу отделенных частей 6 и 7 заготовки 8 в горизонтальное положение, и показана с развитием в две стороны относительно оси кристаллизатора для случая, когда отделенные части заготовки переводят в горизонтальное положение, перемещая в разные стороны. При перемещении отделенных частей 6 и 7 заготовки 8 в одном направлении (см. фиг.2) теплоизолированная камера 5 выполняется с ее развитием в одну сторону от оси кристаллизатора 1.
В теплоизолированной камере размещают плазмотроны. Их количество и размещение в теплоизолированной камере может быть выполнено по-разному.
По первому варианту (см. фиг.3) два плазмотрона 9 и 10 выполнены с направлением их плазменных дуг 11 и 12 под углом к оси заготовки 8.
По второму варианту (см. фиг. 4) два плазмотрона 13 и 14 выполнены с направлением их плазменных дуг 15 и 16 к оси заготовки. Этот вариант предусматривает установку дополнительных подогревающих плазмотронов 17 и 18 с направлением их плазменных дуг 19 и 20 перпендикулярно к разрезаемым граням отливаемой заготовки 8.
По третьему варианту (см. фиг.5) четыре плазмотрона 21-24 размещены по две штуки относительно каждой широкой грани заготовки 8, причем плазмотроны 21 и 22 для части 6, а плазмотроны 23 и 24 для части 7. Указанное размещение плазмотронов позволяет отделять боковые грани 25 и 26 заготовки неразрезанными продольно пополам и пригодными для последующего практического использования. Однако при таком варианте размещения плазмотронов на установке необходимо иметь оборудование для удаления боковых граней 25 и 26 из теплоизолированной камеры 5.
При необходимости указанные плазмотроны выполняют подвижными.
Теплоизолированная камера 5 на выходе из нее отделенных частей 6 и 7 заготовки 8 содержит проводки 27 и 28. За проводками размещены валки 29 и 30 станов шаговой прокатки и другое оборудование для транспортировки и дальнейшей отработки слоистых заготовок (не показано).
Если на установке предусмотрено срезание с отделенных частей 6 и 7 заготовки 8 остатков боковых граней, то валки 29 и 30 могут быть выполнены, как тянущие, а за ними, перед станом шаговой прокатки, следует установить дисковые ножницы или устройства плазменной резки. Пример размещения дисковых ножниц 31 и 32 для удаления из отделенных частей заготовки остатков боковых граней 33 и 34, когда указанные отделенные части перемещают в одном направлении, показан на фиг.2.
При необходимости теплоизолированную камеру 5 снабжают поперечными брусьями для ограничения прогиба отделенных частей 6 и 7 заготовки 8 (брусья не показаны).
Установка для осуществления способа непрерывного литья и совмещенной прокатки многослойных металлических заготовок работает следующим образом.
Через верхний открывающийся люк в теплоизолированной камере 5 с помощью например, мостового крана в верхнюю часть кристаллизатора 1 вводят расходуемую затравку длина которой не менее длины кристаллизатора 1 и сечением, соответствующим сечению полой отливаемой заготовки, но с толщиной стенок в 2-3 раза меньшей, чем толщина стенок отливаемой заготовки.
Сверху к широким стенкам затравки заранее подсоединяют тянущие канаты или пластинчатые цепи, соединенные, например с тянущими лебедками.
После установки нижней части расходуемой затравки в кристаллизаторе 1 к ней прижимают охлаждаемые плиты 3, которые удерживают затравку от перемещения вниз. От перемещения вниз затравку удерживает также тянущий канат или пластинчатая цепь.
Жидкий металл 35 первого химического состава из соответствующего металлоприемника-пневмозадатчика через металопровод 2 подают в кристаллизатор 1 и далее в установленную полую затравку до заданной высоты, например, до середины, затравки. В кристаллизаторе 1 и на внутренней поверхности затравки формируют корку заготовки до заданной толщины. При необходимости в период указанного формирования корки заготовки в кристаллизаторе 1 до заданной толщины в зоне полой затравки осуществляют несколько опусканий и подъемов мениска жидкого металла, изменяя давление газа в металлоприемнике-пневмозадатчике на соответствующую величину.
Сформировав участок корки заготовки 8 в кристаллизаторе 1 до заданной толщины, давление газа в металлоприемнике-пневмозадатчике снижают жидкий металл 35 из расходуемой затравки и оболочки заготовки удаляют в металлоприемник-пневмозадатчик, а оболочку заготовки, расходуемую затравку и охлаждаемые плиты 3 с помощью привода этих плит перемещают на шаг не более длины кристаллизатора 1. На указанный шаг перемещают в это же время тянущие канаты или пластинчатые цепи. Верхняя часть охлаждаемых плит 3 при этом перемещается относительно охлаждаемых направляющих 4.
Создав натяжение канатов или пластинчатых цепей, вытянутый участок заготовки через затравку удерживают в поднятом положении, а охлаждаемые плиты 3, отодвинув на небольшое расстояние от затравки, возвращают назад в исходное положение и вновь прижимают к расходуемой затравке и отлитому участку заготовки.
Затем в металлоприемнике пневмозадатчике вновь повышают давление газа и жидкий металл 35 подают в кристаллизатор 1 и ранее сформированный участок заготовки 8 и формируют им в кристаллизаторе 1 оболочку следующего участка заготовки до установленной толщины корки и второй слой в ранее сформированном участке заготовки. При необходимости в период паузы до очередного перемещения заготовки на установленный шаг мениск жидкого металла опускают и поднимают в отливаемой заготовке в пределах ранее сформированного участка заготовки. Далее жидкий металл 35 снова удаляют из заготовки и на установленный шаг перемещают расходуемую затравку охлаждаемые плиты 3 и два участка заготовки 8. После этого повторяют ряд указанных выше операций, в кристаллизаторе 1 формируют оболочку третьего участка заготовки до установленной толщины корки и второй слой на вышерасположенном участке и жидкий металл первого химического состава из заготовки 8 удаляют в соответствующий металлоприемник-пневмозадатчик.
В продолжительную паузу между очередными перемещениями заготовки 8 из другого металлоприемника-пневмозадатчика в заготовку 8 вводят металл другого химического состава, поднимая его в ней на высоту трех участков. Этим металлом формируют следующий слой заготовки до установленной толщины, остатки жидкого металла сливают в металлоприемник-пневмозадатчик и первый цикл производства полой трехслойной заготовки заканчивают.
В результате выполненных операций на длине трех шагов перемещения сформирована полая многослойная заготовка, в которой первый и второй слои из металла одного химического состава, а третий слой из металла второго химического состава. (При необходимости на указанной длине заготовки могут быть сформированы следующие слои заготовки из металлов, имеющих разный химический состав).
Режим формирования многослойной заготовки предусматривает подъем жидкого металла первого химического состава на высоту, соответствующую двумя участкам заготовки, а жидкого металла второго химического состава на высоту, соответствующую трем участкам заготовки. При таком режиме разливки теплоизолированную камеру 5 (ее нижнюю часть) целесообразно разместить на высоте, примерно равной высоте подъема жидкого металла в заготовке, а длину охлаждаемых плит 3 принять равной примерно двойной длине кристаллизатора 1. Расходуемая затравка перед началом цикла формирования следующих трех участков заготовки 8 находится в теплоизолированной камере 5, причем ее боковые стенки разрезаны. Разрезание боковых стенок расходуемой затравки осуществляют или, например, неподвижными плазмотронами 13 и 14 (см. ффиг.4) во время второго перемещения заготовки 8, или подвижными плазмотронами в период продолжительной паузы, когда формирует третий участок заготовки из металла первого химического состава и все три участка заготовки из металла второго химического состава.
Формирование следующих трех участков слоистой заготовки 8 начинается после того, как отлитую ранее заготовку переместят на шаг перемещения. Жидкий металл 35 первого химического состава подают в кристаллизатор 1 из металлоприемника пневмозадатчика на высоту, соответствующую указанному шагу перемещения, вступает в контакт с нижним торцом ранее сформированного трехслойного участка заготовки и частично затвердевает на его торце. Чтобы сцепление нижнего торца ранее сформированной заготовки с вновь формируемым участком заготовки было достаточно хорошим, предусматривают меры, исключающие окисление торца заготовки, и на небольшое расстояние, например, на 5-10 мм, опускают ранее сформированную заготовку, т.е. обеспечивают прижатие нижнего торца к вновь формируемому участку заготовки.
Следующий цикл формирования трех участков трехслойной заготовки сопровождается последовательным разрезанием плазмотронами 13 и 14 боковых граней ранее сформированных трех участков заготовки 8, причем или во время перемещения заготовки 8 на шаг перемещения, или во время паузы между перемещениями. Две части ранее разрезанной затравки через закрепленные на них канаты или пластинчатые цепи во время очередных перемещений заготовки 8 отклоняют от вертикального положения и переводят в горизонтальное, увлекая за собой отделяемые части 6 и 7 заготовки 8 или в разные стороны, как это показано на фиг.1, или в одну сторону, как показано на фиг.2.
Отделенные в результате продольной порезки части 6 и 7 заготовки 8 образуют в теплоизолированной камере 5 две свободные петли, позволяющие осуществлять периодическое вытягивание заготовки из кристаллизатора 1 независимо от того, как отделенные части 6 и 7 будут обрабатываться в горизонтальном положении.
Резка и перемещение отделенных частей 6 и 7 заготовки 8 в теплоизолированной камере 5 могут производиться в следующих разных вариантах.
По одному из вариантов, когда отделяемые части 6 и 7 заготовки 8 перемещают в разные стороны, плазмотроны 9 и 10 с помощью специального приспособления (не показано) подводят к месту реза боковых стенок заготовки 8 сверху (см. фиг. 1 и 3) так, чтобы их плазменные режущие дуги 11 и 12 удаляли продукты резки в сторону от заготовки, что исключит попадание продуктов резки внутрь отливаемой заготовки.
По второму варианту продольная порезка боковых граней заготовки 8 предусматривает использование плазмотронов 13 и 14 в режиме, указанном выше (см. фиг.4). Этот вариант порезки может быть выполнен с подогревом места реза плазменными дугами 19 и 20 от плазмотронов 17 и 18, что примерно в два раза может увеличить скорость резки плазмотронами 13 и 14.
Второй вариант порезки боковых граней заготовки 8 позволяет при необходимости ввести внутрь отливаемой заготовки заранее определенную контролируемую среду 36 (см. фиг.4). Во время порезки стенок заготовки или порезки через плазмотроны 13 и 14 могут быть поданы самые разнообразные порошковые и газообразные материалы. Мощность плазмотронов при этом должна быть такой, чтобы пропускаемое через них заданное количество порошкового материала было в жидком или даже в газообразном состоянии.
В процессе формирования слоистой заготовки создают благоприятные условия для введения подготовленной контролируемой среды 36 внутрь отливаемой заготовки. Эта среда за каждый указанный выше цикл формирования может быть введена дважды. Первый раз по окончании формирования первого и второго слоев на трех участках заготовки из металла первого химического состава и второй раз по окончании формирования третьего слоя из металла второго химического состава. Следует заметить, что при удалении из заготовки металла первого, а затем второго химического составов, как это требует технология отливки, внутри заготовки создается всасывающий эффект, позволяющий подготовленной контролируемой среде 36 проникнуть внутрь заготовки по всей ее высоте. Создаются также условия, позволяющие перед сменой металла одного химического состава металлом другого химического состава через металлопровод 2 снизу в отливаемую заготовку 8 подать газ необходимого состава, например, аргон и этим газом вытеснить из заготовки вверх остатки несконденсированной на внутренней поверхности контролируемой среды.
Введение контролируемой среды 36 в заготовку 8 перед подачей в нее жидкого металла второго химического состава позволяет создать в заготовке 8 необходимую прослойку между слоями металлов первого и второго химических составов и тем самым исключить возможность диффузии отдельных элементов в металлах из одного слоя в другой. Введение контролируемой среды 36 в заготовку 8 после формирования последнего слоя позволяет создать поверхностные покрытие с необходимыми свойствами, что может значительно повысить качество производимой затем многослойной металлопродукции.
Чтобы указанные прослойки и поверхностные покрытия наносились на внутреннюю поверхность заготовки качественно, в теплоизолированной камере 5 заранее создают безокислительную контролируемую атмосферу, например, из аргона, причем эту атмосферу или заранее нагревают до заданной температуры, или ее нагрев осуществляют постепенно за счет тепла, отводимого от сформированной заготовки 8.
По третьему варианту заготовку разрезают плазмотронами 21, 22, 23 и 24 в четырех местах, как это показано на фиг.5. По этому варианту представляется возможным получение многослойных отделенных частей 6 и 7 из широких граней заготовки 8 и многослойных отделенных частей 25 и 26 из узких граней заготовки 8.
Разделенные части, например, по третьему варианту резки, расходуемой затравки, периодически перемещаясь и увлекая за собой отделенные части 6 и 7 заготовки 8, проходят проводки 27 и 28 (см. фиг.1) и разведенные прокатные валки 29 и 30 стана шаговой прокатки. Когда разделенные части расходуемой затравки пройдут прокатные валки 29 и 30, от них сразу или через несколько перемещений отсоединяют канаты или пластинчатые цепи. Далее горизонтальное перемещение отделенных частей 6 и 7 заготовки 8 осуществляют, в основном, прокатными валками 29 и 30, которые устанавливают в рабочее положение перед каждым очередным обжатием отделенных частей 6 и 7 заготовки 8 на длине шага перемещения.
Прокатанные многослойные листы направляют на дальнейшую обработку, например, обрезку кромок, поперечную резку на мерные длины, термообработку и т. д.
Отрезанные боковые грани могут быть удалены через проемы в теплоизолированной камере 5 и разрезаны на мерные части. В случае порезки расходуемой затравки и заготовки 8 по первому или второму вариантам (см. фиг.3 и 4) на отделенных частях 6 и 7 заготовки 8 имеют место остатки боковых граней заготовки 8, которые мешают захвату и нормальному обжатию прокатными валками отделенных частей заготовки. Для этих вариантов порезки целесообразно удаление остатков боковых граней перед прокаткой отделенных частей 6 и 7 заготовки 8 на стане шаговой прокатки. Остатки боковых граней удаляют или дисковыми ножницами или плазменной резкой.
Разрезанную на две части расходуемую затравку протягивают с помощью лебедки канатами или пластинчатыми цепями через дисковые ножницы 31 и 32, от нее отделяют остатки боковых граней, и затем она через разведенные прокатные валки стана шаговой прокатки проходит за стан шаговой прокатки, увлекая за собой отделенные части 6 и 7 заготовки 8. При прохождении отделенных частей 6 и 7 заготовки 8 через дисковые ножницы 31 и 32 от них отделяют остатки боковых граней 33 и 34, которые далее целесообразно разделить на мерные части, например, на кромкокрошительных ножницах. Освободившиеся от остатков боковых граней широкие грани отделенных частей 6 и 7 заготовки 8 обжимают до установленной толщины слоистого листа на станах шаговой прокатки и делят на мерные части.
П р и м е р. Отливают стальную многослойную полую заготовку с внешними размерами 100 х 1000 мм, разделяющую на две части путем продольной порезки ее боковых граней. После продольной порезки полой заготовки ее отделенные части имеют толщину 25 мм, причем 20 мм из углеродистой стали и 5 мм из нержавеющей стали. При удалении боковых граней и повторной обрезке кромок в отходы идет примерно 10% стали.
После совмещенной прокатки с пятикратной степенью обжатия биметаллический лист имеет толщину 5 мм, причем 4 мм из углеродистой стали и 1 мм из нержавеющей.
Шаг перемещения заготовки принимается равным 1500 мм.
Слой заготовки из нержавеющей стали формируют после того, как сформирована оболочка заготовки из углеродистой стали на длине трех шагов вытягивания, т.е. на длине 4500 мм.
Перед вытягиванием заготовки из кристаллизатора участок заготовки, подлежащий разрезанию, имеет среднюю температуру 1250оС.
Средний коэффициент затвердевания 2,5 см/мин-2. Средняя скорость перемещения заготовки в момент ее вытягивания из кристаллизатора 0,1 м/с. Средняя скорость подъема и опускания жидкого металла в кристаллизаторе и отливаемой заготовке 0,5 м/с.
С помощью подогревающих плазмотронов 17 и 18 их плазменными дугами 19 и 20 (см. фиг.4) температуру боковых граней заготовки в месте реза повышают до 1350оС. Нагретые до указанной температуры боковые грани заготовки разрезают со скоростью большей, чем скорость резки холодного листа одинаковой толщины, т.е. со скоростью 0,1 м/с. Скорость резки в этом случае равна скорости вытягивания заготовки из кристаллизатора и, следовательно, плазмотроны 13 и 14 устанавливают неподвижно.
При принятых коэффициенте затвердевания, скорости вытягивания заготовки из кристаллизатора, скорости подъема и опускания жидкого металла в кристаллизаторе и отливаемой заготовке и шаге перемещения многослойная заготовка длиной 4500 мм формируется 3 мин. Средняя скорость разливки, следовательно, будет 1,5 м/мин.
Часовая производительность составит 37 т.
В зоне контакта углеродистой и нержавеющей стали имеет место диффузия углерода углеродистой стали в нержавеющую, что в ряде случаев нежелательно. Барьером для диффузии углерода может быть прослойка из никеля толщиной 20-30 мкм. Чтобы иметь указанную прослойку при производстве многослойной металлопродукции, после формирования оболочки заготовки из углеродистой стали в момент удаления жидкой стали из заготовки в плазмотроны 13 и 14 (см. фиг.4) подают расчетное количество никелевого порошка, крупность которого принимают такой, чтобы при прохождении через плазменные дуги 15 и 16 он превращался бы в жидкую фазу и вместе с плазмообразующим газом, например, аргоном, создавал контролируемую среду, втягиваемую во внутреннюю полость заготовки. Жидкий никель из контролируемой среды осаждается затем на внутренних стенках заготовки, температура которых после удаления из оболочки жидкой углеродистой стали ниже температуры плавления никеля.
Операция по нанесению никелевой прослойки на внутреннюю поверхность оболочки из углеродистой стали часовую производительность агрегата снижает незначительно и не отражается на суточной производительности.
Способ непрерывного литья и совмещенной прокатки позволяет получить сплошную многослойную заготовку с разным химическим составом каждого слоя, при этом при равной прочности изделия и, в ряде случаев, одинаковом сроке его службы позволяет экономить дорогостоящий металл на плакировку, что снижает затраты на производство многослойной продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ КАТАНОЙ ПОЛОСЫ | 1984 |
|
SU1193867A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1800739A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ОТЛИВКИ И СОВМЕЩЕННОЙ ПРОКАТКИ ЗАГОТОВОК | 1984 |
|
SU1297330A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1788653A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1987 |
|
SU1459074A1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1983 |
|
SU1802460A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU875715A1 |
| Способ непрерывного литья цветных биметаллических заготовок и машина для его осуществления | 1985 |
|
SU1668017A1 |
| Способ горизонтальной непрерывной разливки металлов | 1979 |
|
SU1107954A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНЫХ ЗАГОТОВОК | 1985 |
|
SU1249777A1 |




(57) ТЕКСТ РЕФЕРАТА ОТСУТСТВУЕТ
| Патент США N 4073333, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
