Изобретение относится к металлургии, а именно к оборудованию для подготовки жидкого металла к разливке в качественные непрсрывнолитые заготовки или в слитки.
Известны металлургические агрегаты, включающие различные магнитно-гидродинамические устройства (МГД-устройства), позволяющие бесконтактно осуществлять силовое воздействие на жидкий металл [1]. Известные по источнику информации агрегаты используют МГД-устройства в условиях, которые отличаются от условий работы в предлагаемом агрегате.
Известен, например, агрегат для производства медного сплава [2], содержащий устройства для введения перед разливкой в заготовки легирующих добавок и средства интенсивного перемешивания их с медным расплавов за счет вращения расплава МГД-устройством, в котором создается вращающееся электромагнитное поле. В агрегате не предусмотрена очистка расплава от возможных и нежелательных примесей.
Известен агрегат для непрерывного перемешивания жидкого чугуна и очистки его от шлака [3, с.194-195, рис.92]. В агрегате чугун раскручивается вращающимся электромагнитным полем, при этом очищенный от шлака наружный слой чугуна через кольцевую канавку сливается в металлоприемник, а накапливающийся в параболоидной лунке шлак через керамическую трубку удаляется из агрегата. Недостаток агрегата - созданы тяжелые условия работы керамической трубки для отвода шлака, трудно осуществлять замену трубки в днище агрегата.
Известен принимаемый за прототип агрегат [4], в котором осуществляют очистку стали от включений перед подачей ее в промковш и далее на непрерывную отливку.
Агрегат содержит круглую футерованную камеру под расплав, корпус камеры из немагнитного материала, размещенное вокруг корпуса камеры кольцевое магнитно-гидродинамическое устройство с проемом в кольце, через который к корпусу камеры под расплав присоединен блок отвода расплава из камеры с отводящим устройством. В блоке отвода расплава из камеры размещена дополнительная футерованная камера,
Недостатки: в агрегате нет устройств, позволяющих в процессе обработки расплава поддерживать необходимую температуру; по мере накапливания шлака в параболоидной лунке его удаление из агрегата затруднено; агрегат не приспособлен для проведения каких-либо других операций внепечной обработки, кроме очистки расплава от неметаллических включений.
Новизна предлагаемого технического решения заключается в следующем.
Агрегат предлагается снабдить вакуумно-индукционной тигельной печью и крышкой с технологическими отверстиями, перекрываемыми заслонками. Крышка выполнена с возможностью перекрытия камеры под расплав. Предусмотрена также дополнительная камера, в кольцевом магнитно-гидродинамическом устройстве выполнен дополнительный проем, через который к корпусу камеры под расплав присоединен блок подвода расплава в камеру. В подводящем и отводящем устройствах установлены керамические блоки с металлопроводами, причем металлопровод подвода расплава в камеру присоединен к донному сливу тигля вакуумно-индукционной печи, а металлопровод отвода расплава сообщается с дополнительной камерой, снабженной выпускными летками.
Проемы в кольцевом МГД-устройстве позволяют через металлопроводы подвести расплав в круглую футерованную камеру агрегата и отвести его из камеры подготовленным к разливке в слитки или заготовки, причем, поскольку один из металлопроводов подсоединен к донному отверстию в днище тигля вакуумно-индукционной тигельной печи появляется возможность регулировать температуру расплава в камере агрегата, используя нагрев его в тигельной индукционной печи.
Одно из применений предлагаемого агрегата - промежуточный ковш МНЛЗ или ГМНЛЗ ( горизонтальной машины непрерывного литья заготовок).
Известны устройства [5], с помощью которых в промковше подогревают металл, чтобы в кристаллизатор он поступал со стабильно постоянной температурой. Часто для этого подогрева применяют плазменную технику, канальные индукционные единицы, газовые или мазутные горелки.
Предлагаемая в агрегате вакуумно-индукционная тигельная печь, работающая совместно с кольцевым МГД-устройством, в предлагаемом агрегате может выполнять роль подогревателя и использоваться для других целей, например быть вакууматором, устройством для приготовления лигатуры с минимальными потерями составляющих лигатуры. В тигле при необходимости порционно раскисляется расплав сильным раскислителем, например алюминием, а затем, прежде чем раскисленный металл из камеры попадет на разливку, его очищают от оксида алюминия, полученного при раскислении. Поскольку расплав в камере вращается за счет электромагнитного поля. создаваемого МГД-устройством, то более легкая компонента оксида алюминия скапливается в центре параболоидной лунки, откуда его легко удалить.
Таким образом, предлагаемый агрегат может явиться альтернативой агрегату печь-ковш. В определенных условиях и при необходимости предлагаемый агрегат может являться плавильным, причем энергия для плавки шихты, например качественного лома черных металлов, может поступать в камеру агрегата как от перегретого расплава в тигельной печи, так и от топливной кислородной горелки (или горелок), устанавливаемой на крышке камеры. Поскольку расплав в камере агрегата интенсивно вращается, то при достаточном подводе энергии расплавление лома происходит с большой скоростью и может сопровождаться некоторой очисткой расплава от примесей, в том числе, например, от меди.
Вакуумно-индукционную тигельную печь рекомендуется разместить на агрегате сбоку над корпусом камеры, причем стационарно, без устройств для поворота печи. Такое размещение упрощает конструкцию, создает удобство в обслуживании, упрощает подвод шин электропитания и подвод элементов системы охлаждения индуктора печи. Через тигельную печь становится возможной заливка жидкого расплава в камеру агрегата, причем заливка без накопления расплава в тигле печи и с предварительным накоплением.
При необходимости накопления расплава в тигле, например для ввода легирующих, установка тигля с донным выпуском в вакуумно-индукционной печи выполняется с возможностью перекрытия донного отверстия в тигле специальным устройством, например шиберным затвором, перекрывающим донное отверстие в тигле снизу, или стопором, перекрывающим донное отверстие в тигле сверху. В случае применения стопора в верхней части корпуса вакуумно-индукционной тигельной печи должен быть люк, открываемый на время размещения в тигле стопора и герметично закрываемый после удаления из тигля стопора.
Металлопровод отвода должен сообщаться с дополнительной футерованной камерой, снабженной выпускными летками. Это позволяет не сразу через этот металлопровод удалять металл на разливку, а сначала направить его в указанную дополнительную камеру. В зависимости от расположения кристаллизатора разливочного агрегата выпускная летка может размещаться в днище дополнительной камеры соосно кристаллизатору МНЛЗ, когда в качестве разливочного агрегата применяется МНЛЗ вертикального или радиальною типа, а также, когда будет предусмотрен слив расплава из основной и дополнительных камер не на разливочную машину, а в ковш, установленный под выпускной леткой в днище. Летка может размещаться также в стенке дополнительной камеры, когда в качестве разливочного агрегата применяется ГМНЛЗ, кристаллизатор которой присоединен к упомянутой летке.
Дополнительную камеру рекомендуется перекрывать крышкой, которую целесообразно выполнить заодно с крышкой основной камеры. В части крышки, перекрывающей дополнительную камеру, предусматривается выполнение отверстия, это позволяет в зоне отверстия к агрегату присоединить дополнительные устройства, с помощью которых еще более расширяются возможности использования предлагаемого агрегата. Через это отверстие становится возможным контролировать состояние расплава непосредственно перед его направлением на разливку, например замерять температуру. Через отверстие можно вводить в расплав микродобавки, которые сразу могут поступать, например, в отливаемую на ГМНЛЗ заготовку. К отверстию может быть присоединено устройство, которое позволит или вводить в дополнительную камеру газ под давлением, например аргон, или создавать разряжение и поднимать уровень металла в дополнительной камере выше того уровня, который создается в результате вращения расплава в основной камере агрегата.
Наличие отверстия позволяет разместить намораживающее устройство в виде трубы для производства полых заготовок. Намораживание производится на заранее изготовленной трубе, размещаемой через отверстие в крышке в дополнительной камере, в частности на трубе, изготовленной из металла, отличного от разливаемого металла, например нержавеющей стали или подобного материала. При производстве полых заготовок целесообразно разместить узел по созданию давления или разряжения в дополнительной камере через отверстие в крышке.
В заранее изготовленной трубе, перед ее установкой в расплав в дополнительной камере следует перекрыть торец огнеупорной пробкой и разместить в ней приспособление для внутреннего охлаждения трубы, что позволяет намораживать металл на трубу. При этом узлы для создания давления и разряжения газа в дополнительной камере через отверстие в крышке позволяют намораживание трубы осуществлять прерывисто.
Намораживание осуществляется до размера несколько большего, чем заданный размер отливаемой полой заготовки, а далее излишек металла срезается при извлечении заготовки из дополнительной камеры. Для этого служит узел формирования, размещаемый в верхней части дополнительной камеры и включающий графитовое калибрующее кольцо, а также индуктор разогрева кольца. Заготовку пропускают через графитовое кольцо, установленное в верхней части дополнительной камеры и разогреваемое индуктором до температуры выше температуры плавления разливаемого металла. Удаляемая из дополнительной камеры заготовка, пройдя через указанное кольцо, приобретает калиброванную поверхность строго заданного размера.
Часть крышки, перекрывающей основную камеру агрегата, выполняется с несколькими отверстиями. Одно из отверстий должно быть центральным и ось этого отверстия должна совпадать с осью круглой камеры агрегата. Отверстие выполняется с возможностью периодического присоединения к нему устройства для шлакоотсоса.
Одно отверстие выполнено с возможностью присоединения к нему подогревателя расплава. Подогреватель расплава выполнен в виде газовой горелки, например топливно-кислородной горелки (ТКГ) или одного или нескольких плазмотронов. Другое отверстие выполнено с возможностью подсоединения к нему системы отсоса газа из камеры. Крышка камеры выполнена с возможностью ее герметизации. В крышке камеры выполнено отверстие с возможностью подсоединения к нему системы создания в камере давления газа,
На фиг.1 изображен разрез агрегата в рабочем состоянии в плоскости, проходящей через вертикальную ось основной камеры, вертикальную ось дополнительной камеры, вертикальную ось вакуумно-индукционной тигельной печи и горизонтальную ось кристаллизатора ГМНЛЗ.
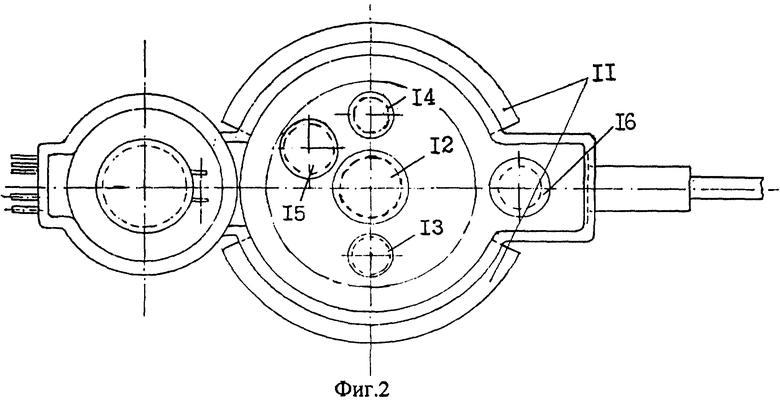
На фиг.2 показан вид на агрегат сверху с указанием размещения отверстий на крышке для подсоединения к ним необходимых устройств, обеспечивающих работу агрегата в выбранном варианте (сами устройства не показаны; на фиг.3 показан фрагмент устройства для производства полой заготовки методом намораживания.
Агрегат включает следующие узлы и детали (фиг.1): круглую футерованную камеру 1, блок 2 подвода расплава в камеру 1 с подводящим металлопроводом 3, блок 4 отвода расплава из камеры 1 с отводящим металлопроводом 5 и включающим дополнительную камеру 6; вакуумно-индукционную тигельную печь 7 с тиглем 8. Последний имеет донный выпуск металла. Печь снабжена герметизирующим корпусом 9, к которому подсоединена система создания вакуума (не показана). Агрегат включает также крышку 10, перекрывающую основную камеру 1 и дополнительную камеру 6, кольцевое МГД-устройство 11 с двумя проемами в кольце для размещения в них подводящего и отводящего блоков (фиг.2).
На фиг. 2 показаны заслонки 12-16, перекрывающие отверстия в крышке, к которым могут присоединяться следующие устройства:
- к центральному отверстию, перекрываемому заслонкой 12, - устройство для отсоса шлака;
- к отверстию, перекрываемому заслонкой 13, - устройство для подачи материала в камеру;
- к отверстию, перекрываемому заслонкой 14, - устройство для подогрева материала в камере и его расплавления совместно с энергией, поступающей через циркулирующий расплав от вакуумно-индукционной тигельной печи 7;
- к отверстию, перекрываемому заслонкой 15, - устройство для отвода газа из камеры 1.
- к отверстию, перекрываемому заслонкой 16, - устройство для производства полой заготовки методом намораживания.
В случае работы агрегата в качестве только промежуточного ковша, через который подается чистый металл на разливку, например на разливку на ГМНЛЗ, кристаллизатор 17, который показан на фиг. 1, все указанные заслонки постоянно перекрывают отверстия в крышке 10 и только заслонка 16 снимается для контроля температуры и давления подаваемого в кристаллизатор 17 металла через сливную летку 18. В этом варианте применения агрегата целесообразно подсоединение к отверстию устройства, через которое в дополнительной камере можно создавать разряжение, за счет чего поднимать уровень металла в дополнительной камере выше уровня, создаваемого вращением расплава в основной камере.
Работа агрегата в этом варианте осуществляется следующим образом. В подготовленную к приему металла разогретую камеру 1 через открытую крышку 19 в корпусе 9 вакуумно-индукционной тигельной печи и вставленную в отверстие корпуса керамическую воронку, через разогретый тигель 8 и присоединенный к отверстию в днище тигля подводящий разогретый металлопровод 3 заливается установленная порция металла, выплавленная в отдельно стоящем агрегате. Заливаемый в камеру 1 металл через отводящий металлопровод 5 заполнит и дополнительную разогретую камеру 6, но его уровень в дополнительной камере не должен быть выше сливной летки 18.
По окончании заливки металла в камеру 1 керамическая воронка корпуса печи 7 снимается, а крышкой 19 герметично перекрывают отверстие в корпусе 9. Сразу после этого вводится в действие вакуумная система, которая создает в печи разряжение, соответствующее уровню металла в камере 1 и необходимому уровню металла в тигле 8.
Если к моменту выполнения операции по обратному заполнению тигля печи температура металла в камере 1 окажется в заданных пределах, то сразу вводится в действие МГД-устройство 11, электромагнитное поле которого сравнительно быстро раскручивает расплав в камере до окружной скорости примерно 50 об/мин. В камере 1 в расплаве образуется воронка параболоидной формы и, если диаметр камеры 1, например, составляет 1200 мм, то высота этой воронки составит около 500 мм. В дополнительной камере 6 металл поднимается примерно на 400 мм и поступает в горизонтальную сливную летку 18 и далее соединится с затравкой в кристаллизаторе 17. Головку затравки целесообразно разместить у выхода сливной летки 18. Как только поднимающийся в дополнительной камере металл заполнит сливную летку, затравку перемещают на заданный шаг, например на 500 мм при длине кристаллизатора 600 мм. Далее по установленному режиму осуществляется отливка заготовки на ГМНЛЗ, например, с использованием режима: вытягивание заготовки из кристаллизатора 5 с; обратное перемещение заготовки на 1-3 мм -1 с; пауза 24 с; цикл 30 с; скорость разливки 1 м/мин. Часовая производительность ГМНЛЗ составит при отливке стальной заготовки диаметром 80 мм - 2,3 т/ч, диаметром 150 мм - 8,1 т/ч.
Если первоначальный подъем металла в дополнительной емкости 6, определяющий давление жидкого металла в кристаллизаторе, будет излишним, то скорость вращения жидкого расплава в камере 1 снижают. По мере расходования металла из камеры 1 и при отсутствии подпитки свежим металлом окружную скорость вращения расплава увеличивают.
Соответственно изменению окружной скорости жидкого металла в камере 1 должна изменяться величина разряжения в печи 7, причем изменение разряжения в печи производят и для того, чтобы обеспечивать периодическую подачу перегретого металла из тигля 8 в камеру 1 с целью ликвидации потерь тепла в металле в процессе его разливки из камеры.
При выбранном варианте работы агрегата главная задача вакуумно-индукционной тигельной печи состоит в поддержании температуры разливаемого металла в камере 1 в заданных пределах, например с отклонением ±5oC. При необходимости с помощью этой печи можно будет осуществлять и другие полезные операции, например дополнительно раскислять за счет подачи в металл активного раскислителя, например алюминия, или производить операцию по легированию с наименьшей потерей легирующих элементов. Но в этом случае целесообразно в агрегате на стыке между дном тигля и подводящим металлопроводом 3 иметь шиберное устройство (не показано).
Описанный выше вариант работы агрегата предусматривает периодическую подачу порций металла в агрегат и разливку порции на ГМНЛЗ, причем подачу первой порции предлагается осуществлять через вакуумно-индукционную тигельную печь 7 (см. фиг.1), что следует считать правильным, т.к. в этом случае лучше осуществляется запуск агрегата в работу. Такой вариант подачи порций металла в камеру 1 агрегата может сохраняться и далее, но он требует периодической разгерметизации вакуумно-дуговой тигельной печи 7, что не очень удобно. Может быть реализован и другой вариант порционной подачи металла в камеру 1, более удобный, когда разливка металла ведется в режиме "плавка на плавку". По другому варианту очередная порция металла подается прямо в камеру 1 через отверстие, перекрываемое, например, заслонкой 13. После удаления заслонки в это отверстие устанавливается заливочная воронка.
Следующий пример работы предлагаемого агрегата касается возможной на агрегате плавки качественного лома, например вышедших из употребления железнодорожных рельсов, и разливки рельсового расплава на ГМНЛЗ.
По этому примеру первоначально в вакуумно-индукционной тигельной печи 7 при перекрытом шибером донном отверстии в тигле 8 расплавляется, например, 1-2 т рельсового лома (в зависимости от емкости тигля) и расплав насколько возможно перегревается. Затем шибер открывается и перегретый расплав вводится в камеру 1, которая к этому времени хорошо прогрета и в которой может быть размещена заданная порция лома, уже хорошо прогретого газовой горелкой. Рельсы для переплавки желательно подавать в камеру 1 вертикально и головную часть первого рельса через одно из отверстий в крышке также желательно предварительно разместить в камере 1 и также предварительно нагреть, например, до температуры 600-800oС.
Для данного примера работы агрегата на крышке агрегата могут быть задействованы следующие отверстия: отверстие, перекрываемое заслонкой 13, через которое будет подаваться вертикально рельс; отверстие, перекрываемое заслонкой 14, к которому может быть присоединена топливно-кислородная горелка (ТКГ), отверстие, перекрываемое заслонкой 15, к которому подключается система отвода газа.
На агрегате применение ТКГ и системы отвода газа может быть задействовано только в период подготовки агрегата к работе. Если не требуется переплавка большого количества лома, то лучший вариант работы будет заключаться в следующем.
После подготовки расплава в вакуумно-индукционной тигельной печи 7 и нагрева первого рельса в камере 1, как об этом было сказано выше, перегретый расплав из тигля 8 вводится в камеру 1 и ему сразу обеспечивается интенсивное вращение. При этом рельс в камере 1 начинает активно плавиться и охлаждать поданный расплав. За счет регулируемой вертикальной подачи рельса в камеру допускается понижение температуры расплава до заданной величины, после чего часть его засасывается на нагрев и перегрев в тигель 8 и снова возвращается в камеру 1.
От вакуумно-индукционной тигельной печи 7 на расплав может быть подано в час, например, 1500 кВт•ч энергии. Если на плавку пойдет, например, 1200 кВт•ч, то этой энергии хватит, чтобы в час расплавить до 3 т рельсов и весь этот металл сразу можно будет разлить на ГМНЛЗ в заготовки диаметром 80-100 мм, причем разливку вести в стабильных условиях, т.к. сколько будет лома (рельса) в камере расплавляться, то столько же через дополнительную камеру 6 и сливную летку 18 будет удаляться на разливку. Колебание уровня металла в камере 1 и дополнительной камере 6 будет сравнительно незначительным, т.к. в тигель 8 на нагрев и перегрев может забираться незначительное количество металла. Если все же будут нежелательными колебания уровней металла в камерах из-за периодического забора металла в тигель и его возвращения назад, то за счет сравнительно небольшого изменения числа оборотов расплава это колебание может быть сведено к минимуму. В данном случае целесообразно будет осуществлять работу агрегата в автоматическом режиме. Таким образом, если не требуется переплавлять сравнительно большое количество металла, то применение вакуумно-индукционной тигельной печи 7 позволяет вести работу на агрегате без подачи в агрегат дополнительной энергии и для агрегата не потребуется система отвода газов. Если принять годовой фонд времени непрерывной работы агрегата, например, 5000 ч, то производительность агрегата и ГМНЛЗ будет в пределах 15000 тонн в год. Для мини-металлургических цехов такая производительность вполне приемлема.
Приемлемой производительность может быть и для варианта, когда, например, рельсовую сталь надо будет расплавить и далее из нее получить полую заготовку методом намораживания, например, на нержавеющую трубу.
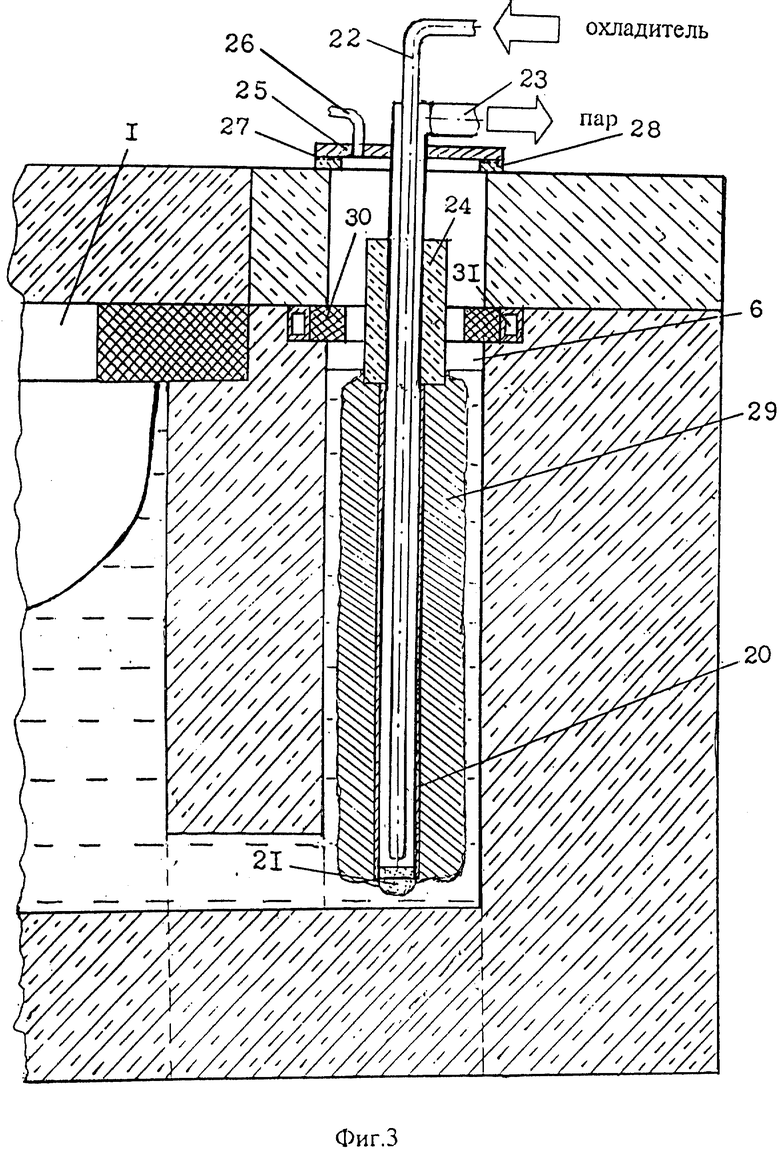
Схема одной части устройства для производства полой заготовки методом намораживания металла па заранее изготовленную трубу показана на фиг.3. Другая часть устройства, обеспечивающая все необходимые операции в устройстве, на фигуре не показаны. Другая часть может выполняться по-разному и обязательно должна обеспечивать подготовку трубы к разливке, когда на предыдущей трубе происходит процесс намораживания металла.
На фиг. 3 труба, на которую намораживается металл, обозначена позицией 20. Нижний торец трубы 20 перекрывает керамическая пробка 21. Внутри трубы 20 размещается трубка 22 сo множеством отверстий небольшого размера, через которую к внутренней поверхности трубы 20 подается охладитель в виде водовоздушной смеси. Трубка 23 предназначается для отвода пара и для крепления к ней трубы 20. На трубке 23 размещается защитная керамическая втулка 24 и диск 25, в котором имеет место трубка 26 для подвода под давлением инертного газа в дополнительную камеру 6. Когда диск 25 через прокладку 27 прижат к кольцу 28, отверстие в крышке 10 герметизируется. После размещения трубы 20 в дополнительной камере 6 на ней происходит намораживание металла 29 до диаметра, превышающего заданный диаметр отливаемой заготовки на 4-8 мм. Далее заготовка удаляется из дополнительной камеры 6 и при этом проходит сквозь графитовое кольцо 30, нагретое индуктором 31 до температуры выше температуры плавления расплава на 100-200oС. Излишек металла при прохождении кольца 30 срезается и возвращается в расплав.
Создание давления газа, предпочтительно аргона, в дополнительной камере 6 позволяет вытеснять расплав из дополнительной камеры 6 в основную камеру 1. Это, во-первых, позволяет осуществлять намораживание металла 29 на трубу 20 слоями, что может значительно улучшить качество отливаемой заготовки, а, во-вторых, когда при удалении отлитой заготовки с ее поверхности будет удаляться часть твердого металла, твердый металл может переохладить жидкий металл в дополнительной камере 6. Но если сразу после установки следующей трубы на намораживание давлением газа охлажденный металл удалить из дополнительной камеры 6 в основную камеру 1, то недопустимого переохлаждения металла в дополнительной камере не произойдет, т.к. после удаления металла в дополнительную камеру в большей части он поступит с температурой, которая имеет место в основной камере 1.
В данном примере рекомендуется на трубу 20 намораживать рельсовую сталь, которая расплавляется в камере 1 так, как это указано в предыдущем примере. Однако на намораживание может поступать и другая сталь и применяемые для намораживания трубы могут быть разного химического состава. Например, труба из нержавеющей стали, намораживаемый металл из углеродистой стали или труба из углеродистой стали, намораживаемый металл из нержавеющей стали или труба и намораживаемый металл из стали одинакового химического состава. В общем, комбинации между трубой и намораживаемым металлом могут быть самыми разными, вплоть до применения при отливке полых заготовок из черных и цветных металлов, а также до применения, например, нержавеющей трубы и высокопрочного чугуна с шаровидным графитом, который получают после модификации специальными модификаторами и который хорошо прессуется в трубу.
Поскольку в агрегате могут осуществляться операции, свойственные внепечной обработке металлов, и так как агрегат в определенных условиях может быть и плавильным агрегатом, то требуемая для производства полых заготовок нержавеющая сталь может производиться непосредственно на агрегате. При производстве нержавеющей стали осуществляют, например, выполнение следующих операций: глубокие раскисление и обезуглероживание; удаление серы; удаление окиси алюминия, если раскисление осуществлялось алюминием; легирование; вакуумирование и др. Все эти операции могут быть выполнены в предлагаемом агрегате перед тем, как обработанный в необходимых операциях металл будет направлен на разливку.
Возможны и такие применения агрегата: переплав лома черных металлов, очистка его от примесей, в том числе от меди, и переработка на чугун; переработка по запатентованной технологии [6] следующей комбинации техногенных отходов: красный шлам глиноземного производства - шлам доменного производства - небалансовые бокситы.
Технический результат предлагаемого технического решения заключается в расширении технологических возможностей, поскольку в агрегате возможно эффективно готовить разные расплавы к разливке на машинах непрерывного литья в заготовки, в том числе на ГМНЛЗ, и разливке в полые заготовки, пригодные для последующего прессования. Агрегат пригоден и для плавки разной шихты, в том числе лома черных металлов, причем при плавке лома черных металлов может осуществляться и его некоторая очистка от нежелательных примесей, например примеси меди. В известных плавильных агрегатах медь удаляется с большими затруднениями.
Заявляемое техническое решение наиболее пригодно для мини-металлургических цехов, в том числе на машиностроительных заводах, т.к. позволяет в небольших объемах производить выплавку металла без образования заметного количества газа, требующего улавливания в специальном газоочистном оборудовании.
Источники информации
1. Верте Л.А. МГД-технология в производстве черных металлов. М.: Металлургия, 1990, 120 с.
2. Европейский патент ЕПВ (ЕР) по заявке 0259272, МКИ 4 B 22 D 11/10, публикация от 16.03.88, 11. Способ и устройство для производства медного сплава.
3. Повх И.П., Капустин А.Б., Чекин Б.В. Магнитная гидродинамика в металлургии. М.: Металлургия, 1974, с. 194-195.
4. Лопухов Г.А. Реферат в журнале "Новости черной металлургии за рубежом". М.: Металлургия. 1997, 1, с. 64-67.
5. Кудрин В. А. Внепечная обработка чугуна и стали. М.: Металлургия, 1992, с. 305-307.
6. Патент Российской Федерации 2086659. Способ переработки железоглиноземистого сырья /Буркин С.П., Логинов Ю.Н., Коршунов Е.А. и др. МКИ С 21 В 11/00, С 22 В 7/00, БИ 22 от 10.08.97, заявл. 03.03.93.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2207476C2 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| ЭЛЕКТРОПЛАВИЛЬНЫЙ АГРЕГАТ | 2006 |
|
RU2333440C2 |
| АГРЕГАТ ПОСЛЕДОВАТЕЛЬНОЙ ПЛАВКИ И РАЗЛИВКИ МЕТАЛЛОВ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК НА ЭТОМ АГРЕГАТЕ | 1996 |
|
RU2100726C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |
| ПЛАВИЛЬНО-РАФИНИРОВОЧНЫЙ АГРЕГАТ | 1998 |
|
RU2132524C1 |
| КОМПЛЕКС ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ | 1993 |
|
RU2075517C1 |
| СПОСОБ ПРОИЗВОДСТВА АЛЮМИНИЕВО-КРЕМНИЕВОГО СПЛАВА И ДРУГИХ МЕТАЛЛОВ ИЗ ШИХТЫ, СОДЕРЖАЩЕЙ ОКСИД АЛЮМИНИЯ | 2001 |
|
RU2203970C2 |
| СПОСОБ ПРОИЗВОДСТВА ТИТАНОСОДЕРЖАЩЕЙ ЛИГАТУРЫ | 2002 |
|
RU2228967C2 |
| АГРЕГАТ ДЛЯ ВЫПЛАВКИ МЕТАЛЛА ИЗ ОКСИДОСОДЕРЖАЩИХ РУД | 2000 |
|
RU2176060C2 |
Изобретение относится к металлургии, а именно к оборудованию для подготовки жидкого металла к разливке в качественные непрерывнолитые заготовки или слитки. Агрегат снабжен вакуумно-индукционной тигельной печью и крышкой с технологическими отверстиями, перекрываемыми заслонками. Крышка выполнена с возможностью перекрытия камеры под расплав и дополнительной камеры. В кольцевом магнитно-гидродинамическом устройстве выполнен дополнительный проем, через который к корпусу камеры под расплав присоединен блок подвода расплава в камеру. В подводящем и отводящем устройствах установлены керамические блоки с металлопроводами. Металлопровод подвода расплава в камеру присоединен к данному сливу тигля вакуумно-индукционной печи. Металлопровод отвода расплава сообщается с дополнительной камерой. 21 з.п.ф-лы, 3 ил.
| ЛОПУХОВ Г.А | |||
| Выделение включений из стали в промежуточном ковше при наложении вращающего сталь электромагнитного поля | |||
| Реферат в журнале "Новости черной металлургии за рубежом", № 1, 1997, с.64-67 | |||
| Индукционная канальная печь с железным сердечником | 1973 |
|
SU493936A2 |
| Индукционная канальная печь | 1973 |
|
SU460422A1 |
| RU 2004898 С1, 15.12.1993 | |||
| Статор асинхронного электродвигателя | 1985 |
|
SU1336166A1 |
| US 4487401, 11.12.1984. | |||

