Прессформа относится к оборудованию по переработке резин и пластмасс в обувном производстве. Она предназначена для объемного формования деталей низа обуви и украшений для обуви.
Изменяющаяся прессформа молсет применяться как в блоке для двух полупар, так и в виде совокупности однотипных прессформ, собранных по карусельной или иной схеме. В последнем случае серия прессформ в сочетании с экструдером нли прессмашиной может служить универсальным переналаживаемым узлом для поточной линии массового производства деталей низа обуви.
Известны переналаживаемые прессформы для изготовления различных изделий из полимерных материалов, выполненные в виде закрепляемого на столе корпуса, заполненного пакетом цилиндрических стерженьков, сжатых с одной боковой стороны запирающим устройством.
Переналадка этих прессформ при переходе на другую конфигурацию изготавливаемого изделия требует применения ручного труда и очень длительна.
Предложенная прессформа отличается тем, что она снабжена вибратором, взаимодействующим со столом, который образует под пакетом стерженьков оборудованную сеткой герметичную камеру, в которую подведен воздухопровод, а зазоры между стерженьками пакета заполнены термостойкой смазкой. Это обеспечивает механизированную переналадку прессформы при переходе на другую конфигурацию изготавливаемого изделия.
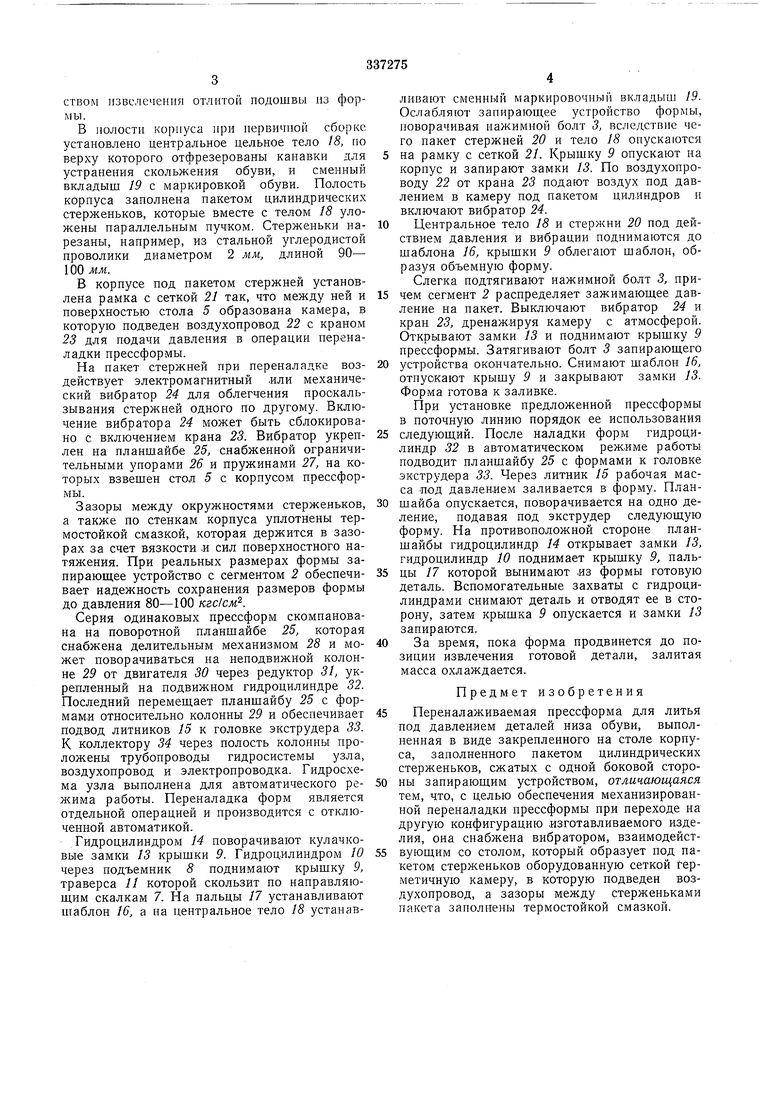
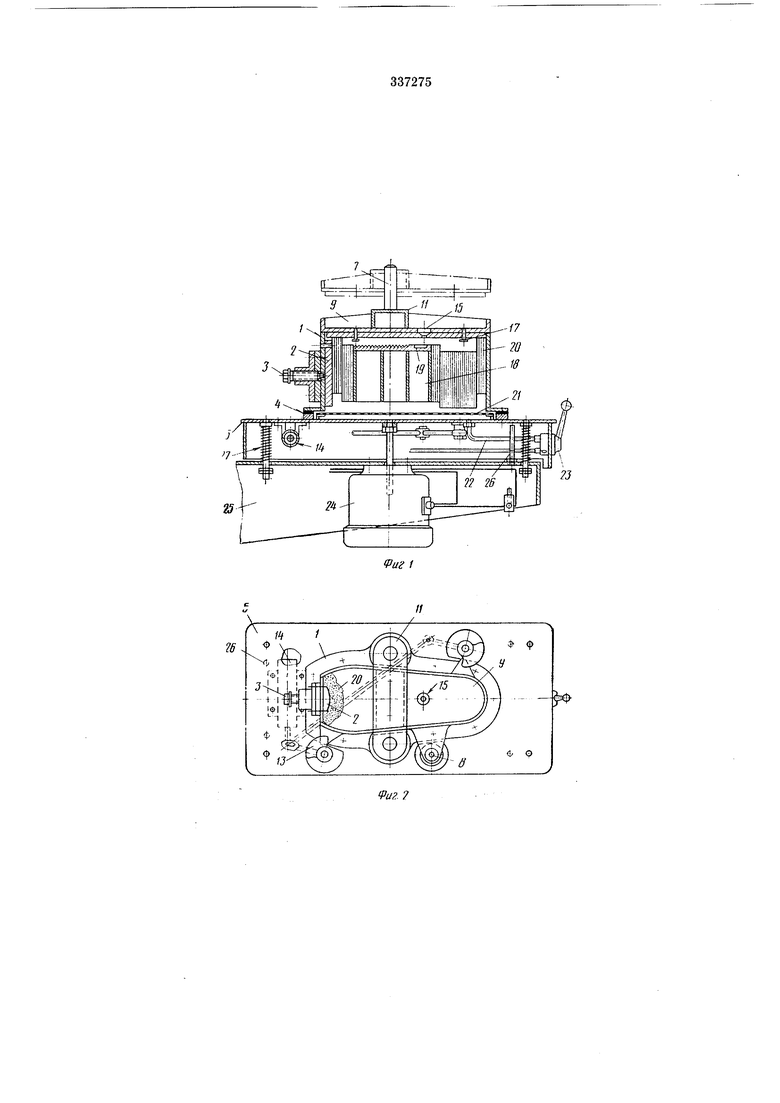
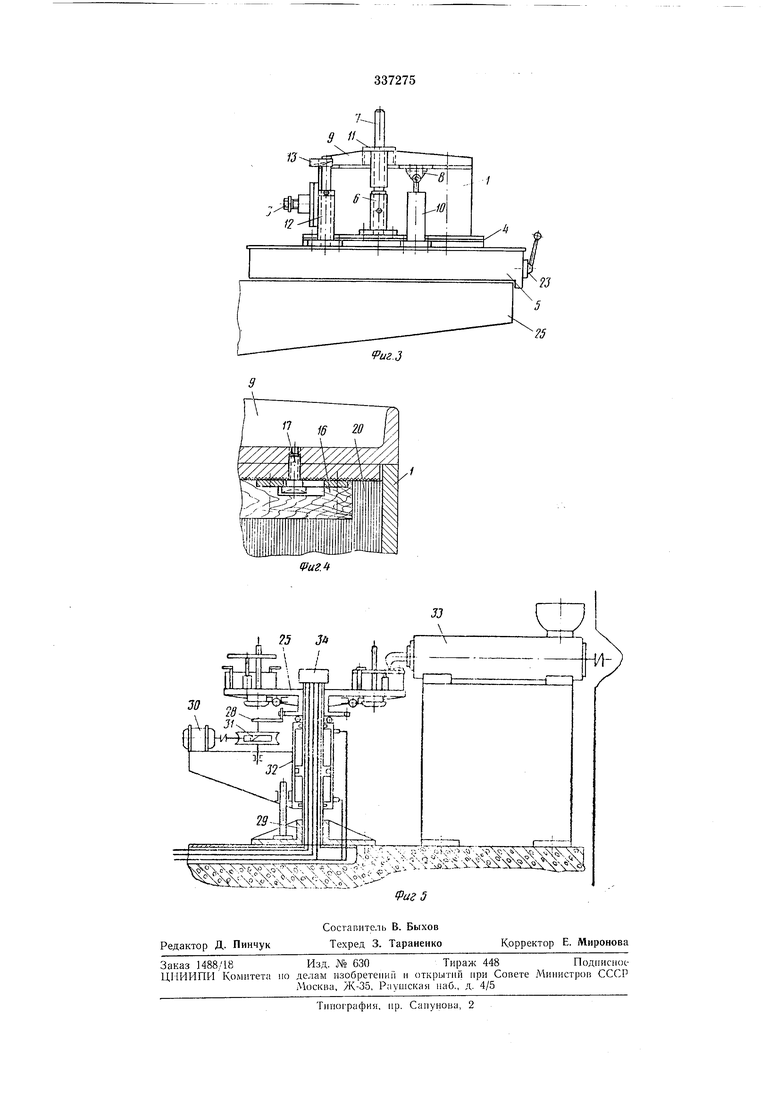
На фиг. 1 показана црессформа, продольный разрез; на фиг. 2 -то же, план; на фиг. 3 - то же, вид сбоку; на фиг. 4 - узел подвески шаблона подошвы; на фиг. 5 изображена схема комповки серии прессформ в узел поточной линии, вид сбоку.
Полый корпус / снабжен запирающим устройством, состоящим .из сегмента 2, на который действует нажимной болт 3. Через резиновую прокладку 4 корпус фланцем закреплен на столе 5. На фланце корпуса укреплены втулки 6 для направляющих скалок 7.
Подъемник 8 крышки 9 получает прямой и обратный ход от гидроцилиндра 10. По скалкам 7 скользит жесткая траверса 11, скрепленная с крышкой 9. Нижняя поверхность крышки может быть фрезерована насечкой для имитации ранта. На столе 5 установлены во втулках 12 поворотные кулачковые замки 13 для крышки Я приводимые гидроцилиндром 14. Крышка снабжена литником 15 для шприцевания массы в форму. Шаблон детали 16 установлен под нижнюю плоскость крышки на пальцы /7, которые служат также средством извслечення отлитой подошвы из форВ полости корпуса при первичной сборке установлено центральное цельное тело 18, по верху которого отфрезерованы канавки для устранения скольжения обуви, и сменный вкладыш 19 с маркировкой обуви. Полость корпуса заполнена пакетом цилиндрических стерженьков, которые вместе с телом 18 уложены параллельным пуч1ком. Стерженьки нарезаны, например, из стальной углеродистой цроволики диаметром 2 мм, длиной 90- 100 мм. В корпусе под пакетом стержней установлена рамка с сеткой 21 так, что между ней и поверхностью стола 5 образована камера, в которую подведен воздухопровод 22 с краном 23 для подачи давления в операции переналадки прессформы. На пакет стержней при переналадке воздействует электромагнитный .или механический вибратор 24 для облегчения проскальзывания стержней одного по другому. Включение вибратора 24 может быть сблокировано с включением крана 23. Вибратор укреплен на планшайбе 25, снабженной ограничительными упорами 26 и пружинами 27, на которых взвешен стол 5 с корпусом прессформы. Зазоры между окружностями стерженьков, а также по стенкам корпуса уплотнены термостойкой смазкой, которая держится в зазорах за счет вязкости .и сил поверхностного натяжения. При реальных размерах формы запирающее устройство с сегментом 2 обеспечивает надежность сохранения размеров формы до давления 80-100 кгс/см. Серия одинаковых прессформ скомпанована на поворотной планшайбе 25, которая снабжена делительным механизмом 28 и может поворачиваться на неподвижной колонне 29 от двигателя 30 через редуктор 31, укрепленный на подвижном гидроцилиндре 32. Последний перемещает планшайбу 25 с формам.и относительно колонны 29 и обеспечивает подвод литников 15 к головке экструдера 33. К коллектору 34 через полость колонны проложены трубопроводы гидросистемы узла, воздухопровод и электропроводка. Гидросхема узла выполнена для автоматического работы. Переналадка форм является отдельной операцией и производится с отключенной автоматикой. Гидроцилиндром 14 поворачивают кулачковые замки 13 крышки 9. Гидроцилиндром 10 через подъемник 8 поднимают крышку 9, траверса 11 которой скользит по направляющим скалкам 7. На пальцы 17 устанавливают шаблон 16, а на центральное тело 18 устанавливают сменный маркировочный вкладыш 19. Ослабляют запирающее устройство формы, поворачивая нажимной болт 3, вследствие чего пакет стержней 20 и тело 18 опускаются на рамку с сеткой 21. Крышку 9 опускают на корпус и запирают замки 13. По воздухопроводу 22 от крана 23 подают воздух под давлением в камеру под пакетом цилиндров и включают вибратор 24. Центральное тело 18 и стержни 20 под действием давления и вибрации поднимаются до шаблона 16, крышки 9 облегают шаблон, образуя объемную форму. Слегка подтягивают нажимной болт 3, причем сегмент 2 распределяет зажимающее давление на пакет. Выключают вибратор 24 и кран 23, дренажируя камеру с атмосферой. Открывают замки 13 и поднимают крышку 9 прессформы. Затягивают болт 5 запирающего устройства окончательно. Снимают шаблон 16, отпускают крышу 9 и закрывают замки 13. Форма готова к заливке. При установке предложенной прессформы в поточную линию порядок ее использования следующий. После наладки форм гидроцилиндр 32 в автоматическом реж-име работы подводит планшайбу 25 с формами к головке экструдера 33. Через литник 15 рабочая масса под давлением заливается в форму. Планшайба опускается, поворачивается на одно деление, подавая под экструдер следующую форму. На противоположной стороне планшайбы гидроцилиндр 14 открывает замки 13, гидроцилиндр 10 поднимает крышку 9, пальцы 17 которой вынимают .из формы готовую деталь. Вспомогательные захваты с гидроцилиндрами снимают деталь и отводят ее в сторону, затем крышка 9 опускается и замки 13 запираются. За время, пока форма продвинется до позиции извлечения готовой детали, залитая масса охлаждается. Предмет изобретения Переналаживаемая прессформа для литья под давлением деталей низа обуви, выполненная в виде закрепленного на столе корпуса, заполненного пакетом цилиндрических стерженьков, сжатых с одной боковой стороны запирающим устройством, отличающаяся тем, что, с целью обеспечения механизированной переналадки прессформы при переходе на ругую конфигурацию изготавливаемого издеия, она снабжена вибратором, взаимодействующим со столом, который образует под паетом стерженьков оборудованную сеткой герметичную камеру, в которую подведен возухопровод, а зазоры между стерженьками акета заполнены термостойкой смазкой.
ittii: :.
-- -- 11 rm wwv%vwvwwy.
,-f7
23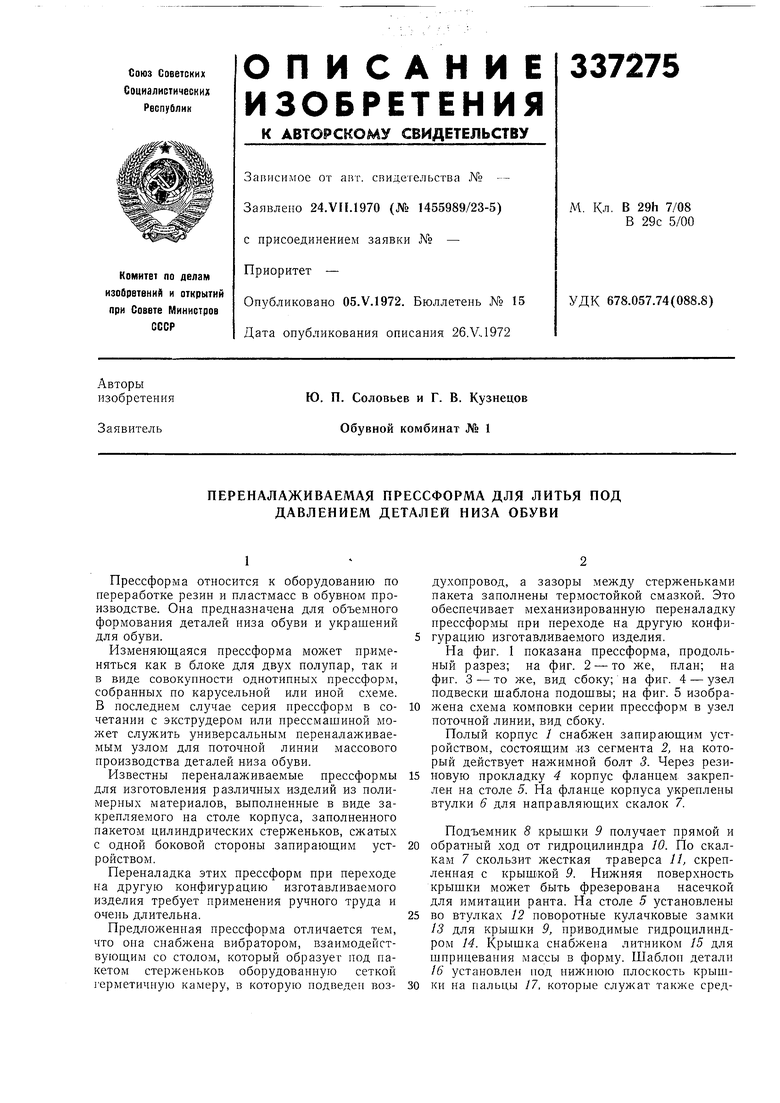
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНАЛАЖИВАЕМАЯ ПРЕСС-ФОРМА | 1973 |
|
SU364455A1 |
| Вертикальная литьевая машина для литья изделий из термопластов | 1977 |
|
SU695835A1 |
| МНОГООПЕРАЦИОННЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ОБУВИ | 1965 |
|
SU169018A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Установка для литья под давлением роторов электродвигателей | 1982 |
|
SU1066736A1 |
| Устройство для шлифования плоских поверхностей,не лежащих в одной плоскости | 1978 |
|
SU779028A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Поточная линия для переработки алюминиевых шлаков | 2023 |
|
RU2805087C1 |
| Устройство для контроля печатных плат | 1973 |
|
SU496701A2 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
Ф
