(54) ВЕРТИКАЛЬНАЯ ЛИТЬЕВАЯ МАШИНА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ
цилиндром литьевых головок, что значительно увеличивает время выдержки и снижает производительность машингл.
Верхняя и нижняя полуформы находятся в разных температурных условиях, следовательно, имеют разную темпера(ГУРУ поверхности, А известно, что
температура пресс-формы влияет на скорость охлаждения термопласта и величину внутренних напряжений в изделии. Качество изделий улучшается при равномерном температурном поле по )ормляющей поверхности формы, что не достигается на известной,мшлине.
Пресс-форма состоит из двух полуфОрм и не представляет собой единого блока, поэтому при ее смыкании требуется точная фиксация, чтобы избежать смещения. Сложна смена пресс-форм при переналадке с одного типоразме эа на другой. Трудно удалить оторвавшийся литник при застревании его в верхней полуформе„ Затруднена смена и обслуживание сопла литьевой головк -. Возможно попадание расплава в верхнюю полуформу при самопроизвольном .его вытекании из сопла во время загрузки нижней полуформы.
Цель изобретения - повышение качества изделий путем обеспечения равномерного температурного поля прессформ.
Достигается указанная цель благодаря тому, что верхние полуформы снабжены толкателями, взаимодействующими с закрепленным на основании копиром, KOTopbHv снабжен механизм см1л пресс-форм,
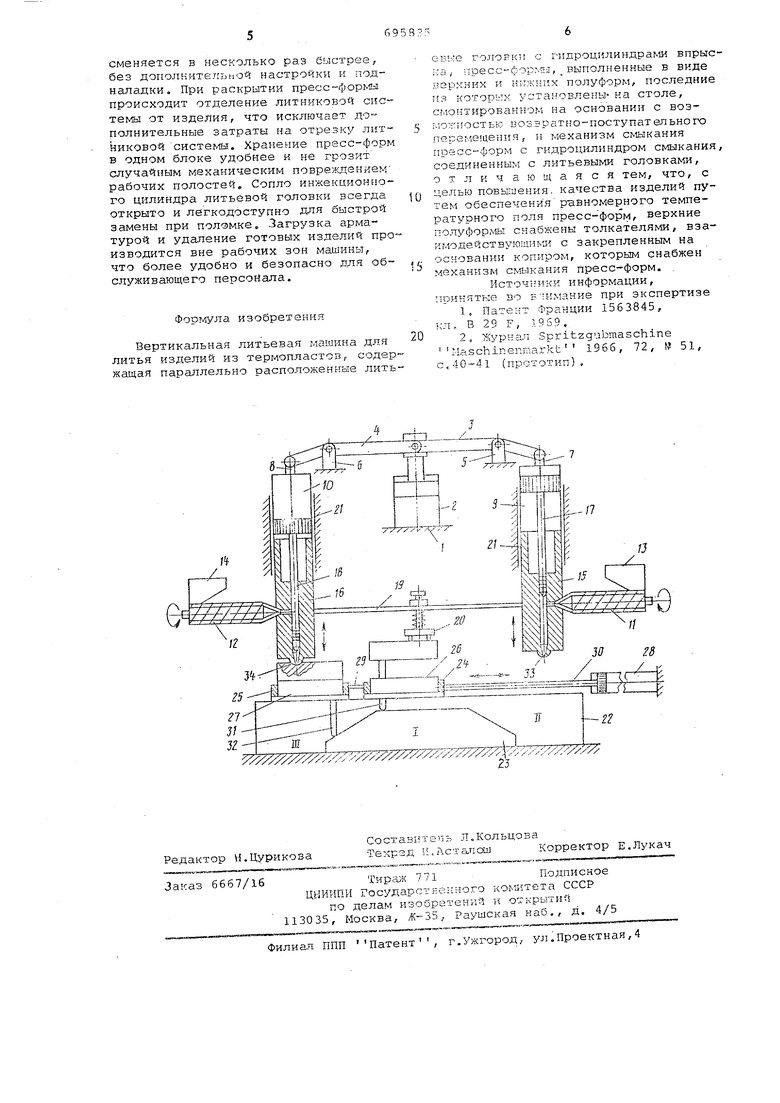
На чертеже изображен общий вид машины,
Машина состоит из станины 1, на которой смонтированы.гидроцилиндр 2 смыкания механизма c ыкaния, рычаги 3 и 4, 5 и б, параллельно расположенные литьевые головки 7 и 8 с гидрцилиндрами 9 и 10 впрыска, червячными пластикаторами 11 и 12, бункерами 13 и 14, инжекционными цилргндрами 15 и 16, с плунл ерами 17 и 18, На литьевых головках 7, 8 установлена перемачка 19 с выталкивателем 20. Литьевые головки 7, 8 расположены в неподвижных направляющих 21. Под литьевым головками 7, ,8 размещены неподвижное основание 22, копир 23, стол в виде; двух кареток 24 и 25 для установки пресс-форм 26, 27, выполненнь.тх кажда в виде двух полуформ, объединенных в единый блок с помощью колонок (HCI чертеже не указано), к которым подведено водяное охлаждение, гидроцилиндр 28 возвратно-поступательного перемещения стола для транспортирования кареток с пресс-формами. Каретки 24 и 25 связаны между -собой тягой 29 Каретка 24 сочленена со штоком 30 гидроцилиндра 28.
Пресс-фор1.1Ы 26, 27 снабжены толкателями 31, 32, взаимодействующими с копиром 23 механизма сглыкания прессформ, В части инжекционных цилиндров 15, 16 размбзщены сопла 33,34,
Машина работает следующим образом
На позиции I, находящейся в зоне обслуживания, в пресс-форму 26, состоящую из двух полуформ, объединенных в единый блок с помощью колонок, производится укладка арматуры, ., двигаясь вправо, шток 30 гидродилиндра 28 перемещает каретку 24 с прессформой 26 и связанной тягой 29, каретку 25 с пресс-формой 27 по неподвижному основанию 22 до упора (на чертеже не показано) Причем прессформа 26 при своем двихсении закрывается за счет того, что толкатель 31 сбегает с копира 23, и пресс-форма останавливается на позиции II под инжекционным цилиндром 15, Прессформа 27 при движении вправо наоборот раскрывается, так как ее толкатель 32, поднимаясь по копиру 23, открывает верхнюю часть пресс-формы, после этого nopjJBHB гидроцилиндра 2 смыкания, двигаясь Еверх рычагами 3 и 4, опускает литьевые головки 7 и 8 вниз и инжекционный цилиндр 15. соплом 33 запирает пресс-форму 26,
Доза материала, выданная из пластикатора 11 в цилиндр 15, впрыскивается в пресс-форму посредством поршня гидроцилиндра 9 плунжером 17, Одновременно на позиции I из прессформы 27 выталкивателем 20 удаляется литник и изделие, а в нижнюю часть пресс-формы производится укладка арматуры, .
После заливки пресс-формы 26 плунжер 17 возвращается в исходное положение, порщень гидроцилиндра 2, опускаясь вниз, через рычаги 3 и 4 поднимает литьевые головки в крайнее верхнее положение. Начинается процесс перемеш,ения кареток с пресс-формами по неподвижному основанию влево до упора, при этом все операции происходящие под литьевой головкой В подобны описанно.-гу выше.
Изобретение позволяет использовать в литьевой машине пресс-формы, состоящие из двух полуформ, соединенных между собой в единый блок с помощью колонок, и каретки для перемещения пресс-форм по неподвижном основанию с копиром
В процессе работы пресс-форма легко доступны для принудительногоохлаждения, -их полуфор ы находятся примерно в одинаковых условиях, что уменьшает время выдержки, повшиает точность и качество отливаеуих изделий и увеличивает производительность. Комплект пресс-форм, при переходе с 5 одного типоразмера изделия на другой,
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Роторная литьевая машина для термопластов | 1990 |
|
SU1722854A1 |
| Роторная литьевая машина | 1990 |
|
SU1717389A1 |
| Роторно-конвейерная машина для переработки реактопластов | 1980 |
|
SU870173A1 |
| Литьевой термопластавтомат для изготовления изделий из пластмасс | 1980 |
|
SU939263A1 |
| Установка для литья деталей из термопластичных материалов | 1983 |
|
SU1130490A1 |
| Устройство для герметизации секций конденсаторов | 1980 |
|
SU868851A1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
