Изобретение относится к электровакуумиой технике и может быть использовано при массовом изготовлении экоиомичных ламп СВЧ и сверхминиатюрных приемно-усилительных радиоламп, отвечающих современным требованиям специальной электроники.
Известный способ изготовления многотраверзных цилиндрических двух- или трехслойных сеток состоит из навивки на калиброванный керн внутренней спирали (навивки) с заданным шагом, укладки траверз поверх внутренней спирали и их закрепление дополнительной навивкой, называемой закрепляющей навивкой, пайки сеточного полотна, резки полотна на сетки необходимой длины, снятия сеток с керна, не обеснечивает повышение равномерности раскладки траверс (по поверхности внутренней навивки без ее смещения).
По предлагаемому снособу изготовления многотраверзных цилиндрических двух- или трехслойных сеток, с целью повышения равномерности раскладки траверз по поверхности внутренней навивки без ее смещения, керн с навитой внутреннею навивкой и закрепленными на переднем конце траверзами пропускают через распределительную дюзу, причем траверзы крепят к керну внещней сниралью, навитой из несмачивающейся припоем проволоки, имеющей коэффициент теплового расщирения не выще, чем у керна и удаляемой после пайки.
Павивка внутренней спирали с заданным шагом на калиброванный керн производится
на токарном станке с приспособлением для навивки сеток. Калиброванный керн должен иметь наружный диаметр, равный внутреннему диаметру сетки. Поверхность керна должна быть обработана по 8-10 классу чистоты. Допуск на диаметр керна должен быть на класс выше допуска на внутренний диаметр сетки. Укладка траверз и их закрепление внешней навивкой производится на том же нриспособлении.
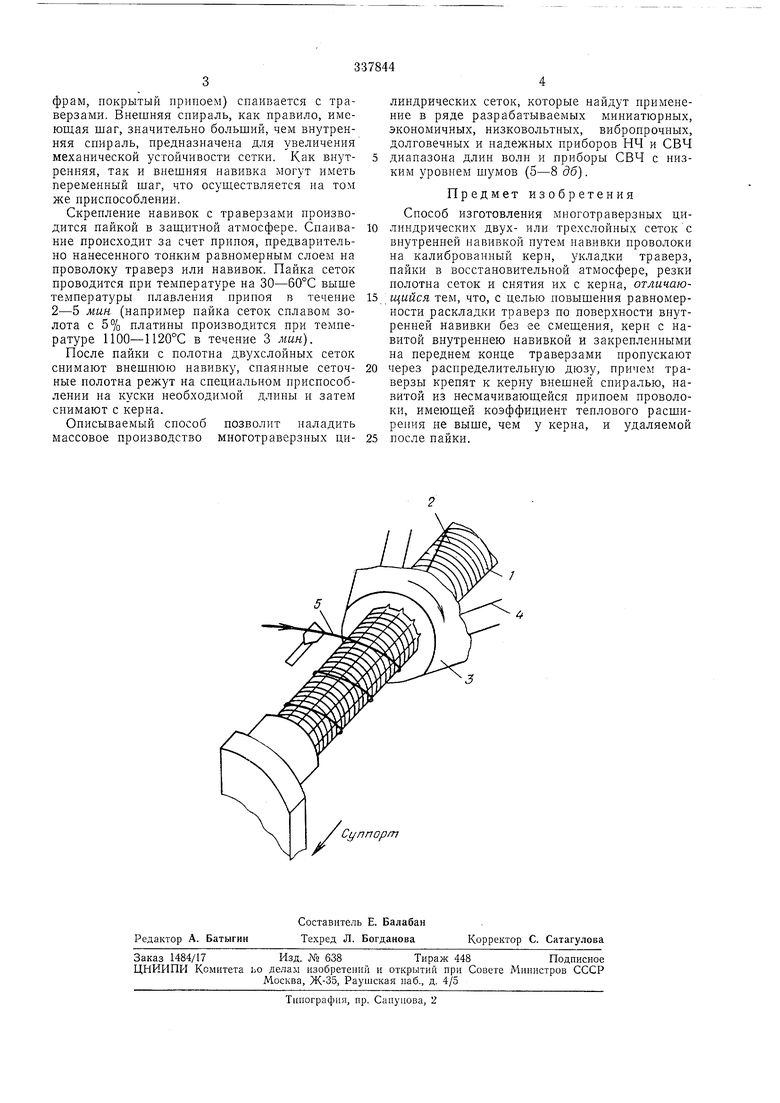
На чертеже показана схема навивки.
Керн 1 с навитой внутренней спиралью 2 протягивается через дюзу 3 на поверхности которой, прилегающей к керну, имеются пазы, через которые производится укладка проволоки траверз 4. Траверзы 4 удерживаются на керне / навивкой внешней спирали 5, концы которой для нредотвращения раскручивания закрепляются.
При изготовлении двухслойных сеток в качестве материала внешней спирали применяют
нихром, который, окисляясь в процессе пайки,
фрам, покрытый припоем) спаивается с траверзами. Впешпяя спираль, как правило, имеющая шаг, значительно больший, чем внутренняя спираль, предназначена для увеличения механической устойчивости сетки. Как внутренняя, так и внешняя навивка могут иметь переменный шаг, что осуш:ествляется на том же приспособлении.
Скрепление навивок с траверзами производится пайкой в зашитной атмосфере. Спаивание происходит за счет припоя, предварительно нанесенного тонким равномерным слоем на проволоку траверз или навивок. Пайка сеток проводится при температуре на 30-60°С выше температуры плавления припоя в течение 2-5 мин (например пайка сеток сплавом золота с 5% платины производится при температуре 1100-1120°С в течение 3 мин).
После пайки с полотна двухслойных сеток снимают внешнюю навивку, спаянные сеточные полотна режут на специальном приспособлении на куски необходимой длины и затем снимают с керна.
Описываемый способ позволит наладить массовое производство многотраверзных цилиндрических сеток, которые найдут применение в ряде разрабатываемых миниатюрных, экономичных, низковольтных, вибропрочных, долговечных и падежных приборов НЧ и СВЧ диапазона длин волн и приборы СВЧ с низким уровнем шумов (5-8 дб).
Предмет изобретения
Способ изготовления многотраверзных цилиндрических двух- или трехслойных сеток с внутренней навивкой путем навивки проволоки на калиброванный керн, укладки траверз, пайки в восстановительной атмосфере, резки полотна сеток и снятия их с керна, отличающийся тем, что, с целью повышения равномерности раскладки траверз по поверхности внутренней навивки без ее смешения, керн с навитой внутреннею навивкой и закрепленными на переднем конце траверзами пропускают
через распределительную дюзу, причем траверзы крепят к керну внешней спиралью, навитой из несмачивающейся припоем проволоки, имеющей коэффициент теплового расширения не выше, чем у керна, и удаляемой
после пайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ ГАЗОРАЗРЯДНЫХ ЛАМП НИЗКОГО ДАВЛЕНИЯ | 1973 |
|
SU399934A1 |
| Устройство для изготовления спиральных тел накала с тире для электрических ламп | 1990 |
|
SU1725292A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ РАМОЧНЫХ СЕТОК | 1972 |
|
SU349455A1 |
| Газоразрядная лампа высокого давления | 1990 |
|
SU1746429A1 |
| АВТОМАТ ДЛЯ ПРОИЗВОДСТВА ПЛЕТЕНОЙ СЕТКИ | 1969 |
|
SU237799A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРАВЕРСНЫХ СЕТОК С ПОЯСКАМИ ЖЕСТКОСТИ ИЗ ПЛЮЩЕНКИ | 1969 |
|
SU234530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ РАМОЧНЫХ СЕТОК ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1966 |
|
SU179388A1 |
| Способ изготовления цилиндрического решетчатого электрода для электронных ламп и устройство для его осуществления | 1977 |
|
SU780075A1 |
| Способ навивеи рамочных сеток электровакуумных приборов | 1976 |
|
SU572858A1 |
