1
Настоящее изобретение относится к производству электровакуумных приборов (ЭВП), в частности к производству цилиндрических решетчатых электродов, например прямонакальных 5 цилиндрических мелкоструктурных решетчатых катодов и сеток, используемых в коаксиальных электронных лампах с ма.пым временем готовности и устойчивых по отношению многократт 10 ного включения цепи накала.
Известен способ навивки цилиндрических решетчатых электродов, при кртором производится укладка проволо- ки на неразъемной или разъемной мед- |5 ной оправке l. Разъемная оправка состоит из нескольких перемещаю1чихся секторов,, которые имеют на своих внешних поверхностях винтовые правозаходные и левозаходные перекрещива- 20 ющиеся риски, а на торцах имеют пазы, расположенные по окружности. Проволоку заклепляют в одном из пазов верхнего торца и укладывают ее вдоль винтовой риски, например по право- 25 заходной, затем закрепляют ее в пазу нижнего торца оправки и переворачивают на 180 оправку в руках, навивают проволоку опять по правозаходной винтовой линии с последующим эакреп- JO
лением ее в па.зу верхнего кольца, и так процесс повторяется до полной , укладки проволоки вдоль всех правых-J-: винтовых линий. После этого, таким же образом производится укладка проволоки по левозаходным винтовым линиям. После укладки проволоки по левозаходным и правозаходным винтовым линиям места их скрещивания свариваются.
Известен способ изготовления цилиндрического решетчатого электрода электронных ламп, включающий введение свободного конца проволоки в канал дюзы, накладывание его на оправку и закрепление в ±очке касания, навивку проволоки по череду1мцимся правым и левым винтовым линиям 2.
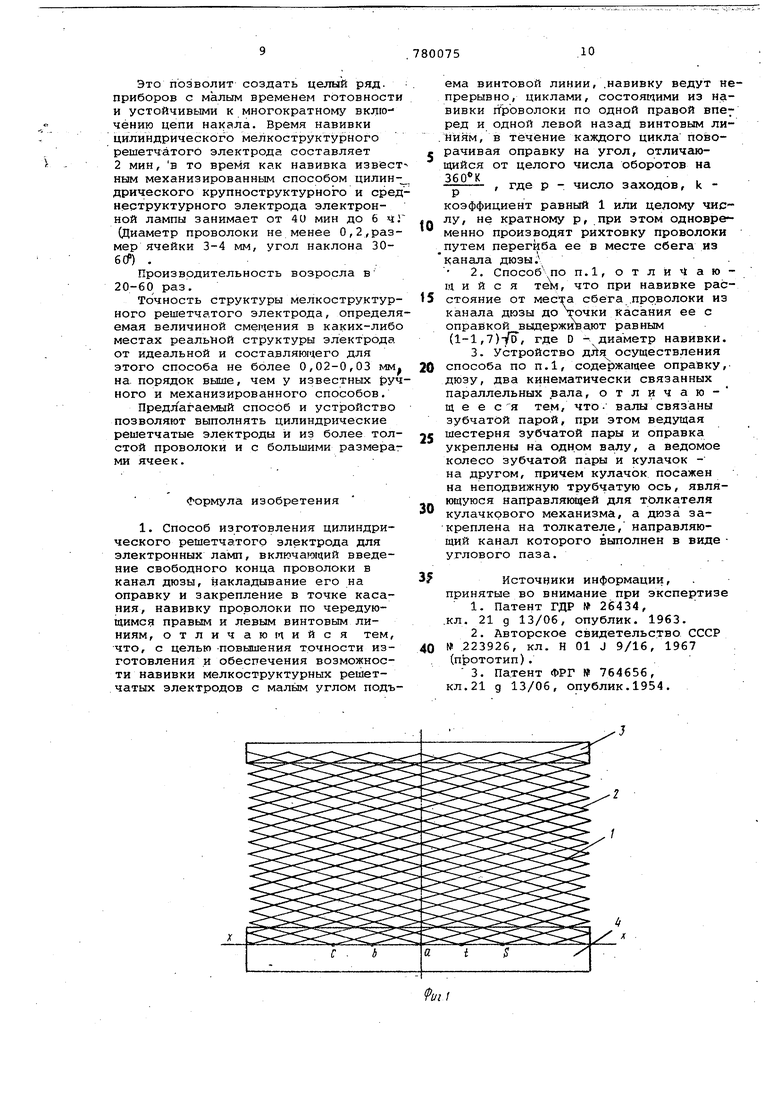
Согласно этому способу конец проволоки из одной дюзы приваривают к одному стальному кольцу и медной оправке придают вращательное движение, связанная кинематически при помощи зубчатого и винтового механизмов с оправкой упомянутая дюза совершает поступательное движение вдоль оправки. Проволоку,- выходящую из круглого отверстия дюзы, укладывают на медную оправку по винтовой, например правой, линии и по оконча-. НИИ одного прохода устройство вы«(Пючают. Проволоку приваривают к стальному кольцу, расположенному на другом конце медной оправки, затем проволоку обрезают и конец обламыва JDT, каретку возвращают в исходное, положение . Оправку поворачивают ни необходимый угол при помощи храпово го механизма. Проволоку йытягивают из той же ДК13Ы, опять приваривают к первому стальному кольцу. Включают устройство и проволоку навива от по второй винтовой правой линии. Далее этот процесс повторяют до навивки проволоки по всем винтовым правым линиям. После этого производят навивку проволоки по левым винтовым линиям тркйм же образом, но проволо .ка выходит из второй дюзы и, соотве ственно, другой катушки.. Известно устройство дЛя навивки электродов ЭВП, содержащее оправку, дпзу, зубчатую пару, катушку для проволоки 13}. Недостатком данного устройства является то, что на нем невозможно изготавливать решетчатые цилиндрические электроды. Известно также устройство для изготовления цилиндрического решетчатого электрода для электронных ламп, содержащее оправку, дюзу, два Кинематически связанных параллельных вала 2. Известные способы и устройства не позволяют решить проблему по изготовление мелкоструктурных цилин дрических решетчатых катодов и сеток , необходимых для создания электронных лагот с малым временем готов ности и устойчивых к многократному включению цейи накала, для достижения чего требуется структура решетчатого катода, выполненного из проволоки диаметром 0,02-0,2 мм, разме ром ячейки 0,3-0,5 мм и углом подъема нити винтовой линии в пределах 5-25° . Другим недостатком известных спо собов и устройств является их низка производительность, необходимость постоянного внимания оператора, что значительно увеличивает трудоемкост изготовления. Дель изобретения - повышение точ изготовления и обеспечение во мойНбсти навивки мелкоструктурных решетчатых электродов с малым углом подъема винтовой линии. Поставленная цель достигается тем, что навивку непрерывно. Циклами, состоятдимй из навивки про волоки по одной правой вперед и одной левой назад винтовым линиям, в течение каждого цикла поворачива оправку на угол, отличающийся от ц лого числа оборотов на 360-к , ifдер - число заходов, к - коэфЛй циент, равный 1 или целому числу. не кратному р, при этом одновременно производят рихтовку проволоки, путем перегиба ее в месте сбега из канала дюзы. Поставленная цель достигается также тем, что при навивке расстоя-ние от места сбега проволоки из канала дюзы до точки касания ее с оправкой выдерживается равным (1-1,7)тГ5 , где D - диаметр навивки. Устройство для осуществления способа о личается тем, что валы связаны зубчатой парой, при этом ведущая шестерня зубчатой пары и оправка укреплены на одном валу, а ведомое колесо зубчатой пары и кулачок - на другом, причем кулачок посажен на неподвижную трубчатую ось, являющуюся направляю1чей для толкателя кулачкового механизма, а дюза закреплена на толкателе, направляющий канал которой вьаполнен в виде углового паза. На фиг,1 изображен керн цилиндрического решетчатого катода; на фиг.2 дана ячейка цилиндрического, решетчатого -катода;на фиг.З - устройство для навивки цилиндрического решетчатого керна катода; на фиг.4 шпоночное соединение толкателя со стойкой; на фиг.5 - канал дюзы с проволокой. На фиг.1 и 2 показан цилиндрический решетчатый керн 1 катода, нить накала 2 которого выполнена из единой проволоки, навитой по лево- и правозаходн.ым винтовым линиям с углом подъема oL 11 ЗО. Решетчатый керн 1 закреплен на колпачке 3 и держателе 4. Перед началом навивки свободный конец проволоки вклещывают в канал дюзы, установленной над оправкой и отстоящей от ее поверхности {для повышения точности укладки проволоки на оправку) на расстоянии 2 (d +0,5), при этом направляющий проволоку канал дюзы выполнен (для обеспечения устойчивого положения в нем проволоки) в виде углового паза с Углом раскрытия 90°. Проведенный через дюзу конец проволоки накладывают на надетый на оправку держатель катода и приваривают к нему в точке касания контактной сваркой. Включают устройство, оправке придается вращательное движение и связанная кинематически с оправкой дюза получает возвратнопоступательное движение вдоль оси оправки.. В результате согласованных устройством движений опрЖйки и дюзы производят автоматическую, непрерывную навивку одной нитью проволоки всего цилиндрического мелкоструктурного решетчатого керна катода с необходимым и paBHLJM количеством заходов прйвых и левых винтовых линий нити проволоки, и в течение всей навивки выдерживают расстояние от места сбега проволоки из канала дюз до точки касания ее с оправкой в со ответствии с соотношением (1-1,7)УБ чем достигается точность укладки ни тей проволоки в структуру керна като да. Рихтуют проволоку путем перегиб ее в месте сбега из дюзы под углом 120-175. Далее для .смещения каждой последующей винтовой линии навивки на шаг, втечение одного цикла сост ящего из навивки прово:локи по одной правой вперед и одной левой назад винтовым линиям, оправку поворачивают на угол, отличный от целого числа оборотов величиной, выраженной соотношением где р - необходимое число заходов; к - коэффициент, равный 1, а . также числам 2,3 и т.д., не кратным р и не имекяцим общих сомножителей ср. Таким образом, способ заключается в том, что в результате необходи мого и обеспеченного соотношений взаимных перемещений оправки и дюзы проволока укладывается в необходимую решетчатую структуру автоматически без. применения ручных операций вплот до окончания навивки всей структуры остановка устройства по окончании всей навивки происходит также автоматически. Указанный способ осуществляется с помощью устройства, описанного ни Устройство, показанное на Фиг.З, состоит из двух механизмов - цилиндрической зубчатой пары 5 и торцово го кулачкового механизма б. Зубчата пара 5 состоит из ведущей 7 и едомой 8 шестерен. Количество зубьев 2 ведущей шес терни 7 и количество зубьев Z ведо мой шестерни 8. для обеспечения необходимой заданной геометрии решетчатого керна 1 катода выбрано из экспериментально выведенных соотношений: тр 17, где ш- 1,2,3 и т.д. р - число заходов 7 - 1 и I 2 TCTi Ъ «С где 2 - количество зубьев ведущей шестерни 7; полна геометрическая высота навивки; диаметр навивки, т.е. керна 1 катода; угол подъема винтовой линии ; коэффициент, выраженный числом 1, а также числами 2,3 и т.д., не кратными р и не имеющими общих cot множителей ср. Кулачковый механизм 6 состоит из кулачка 9 и толкателя 10, длинная цилиндрй геская часть которого является штоком 11. Ведущая шестерня 7 и оправка 12 для навивки цилиндрического решетчатого керна 1 укреплены на валу 13. Ведомая шестерня 8 и кулачок 9 закреплены на трубчатом валу 14. Валы 13 и 14 параллельны. Вал 14 внутренним диаметром посажен на наружный диаметр неподвижной :трубчатой оси 15. Внутренний диаметр оси 15 является направляющей поверхностью для толкателя 10. Толкатель 10 поджат к рабочей поверхности кулачка 9 пружиной 16. Непосредственно на толкателе 10 закреплена дюза 17 и катушка 18, прито м6жённая для создания необходимого натяжения проволоки 19 пружиной 20. Для регулировки натяжения проволоки 19 пружина 20 поджимается регулировочными гайками. , В дюзе 17 выполнен канал 21 в виде углового паза с углом раскрытия 90. Дюза 17 установлена над оправкой на расстоянии 2 (d+ 0,5) , где d - диаметр проволоки (см.фиг.5) Для уменьшения углового люфта толкателя 10 шпонка 22 (фиг.3,.4), препятствующая развороту толкателя, закреплена на основании 23 на расстоянии от оси штока 11 толкателя 10 в 6-7 раз превышающим радиус штока 11, кроме того, с целью ликвидации последствий износа шпонки 22 и шпоночного паза его ширина регулируется путем затягивания винта. Перед процессом навивки на оправку 12 устанавливают колпачок 3 керна 1 катода, который поджимается к правому торцу оправки 12 шайбой 24 и за:жимается гайкой 25. Далее на оправку 12 с левой стороны устанавливают держатель 4.керна 1 катода тАким образом, чтобы левые торцы держателя 4 и оправки 12 совпадали. Хвостовик оправки 12 вводится в отверстие цанги 26. Цанга 26 зажимает,ся .гайкой 27, тем самым жёстко соединяет оправку 12 с валом 13, а держатель 4 керна 1 с оправкой 12. Толкатель 10 с закрепленными на нем .дюзой 17 и катушкой 18 переводится в крайнее левое положение, которое является исходным. Конец проволоки 19 вытягивают с катушки 18, заводят в канал 21 дюзы 17, накладывают на держатель 4 керна 1 катода и приваривают к последнему контактной сваркой.После чего вал 13 вместе с оправкой 12приводится во вращение с постоянной угловой скоростью. Вал 13 через зубчатую пару 5 передает вращение валу 14. Необходимое для обеспечения требуемой геометрии навиваемого керна 1 катода соотноигение угловых скоростей вала 13 и вала 14 определяется передаточным
соотношением зубчатой пары 5, для ;1соторой количество зубьев Z ведущей шестерни 7 и количество зубьеб Z, ведомой шестерни В выбрано в совтёетствии с указанными соотношениями.
Кулачковый механизм 6 преобразует вращение вала 14 в возвратно-поступательное прямолинейное вдоль оси оправки движение толкателя 10 и закрепленной на нем дюзы 17, Проволока 19 скользит по рабочему каналу 21, сбегает с дюзы 17 и навивается йа оправку 12, в течение навивки производят постоянную рихтовку проволоки 19, для чего в месте сбега 28 ее из канала 21 дюзы 17 она имеет перегиб под углом 120-175°.
Кйнёматика устройства в целом сйязШЖет1вэ&имнс)е соотношение движений: врамение оправки 12 и возвратно-поступательное движение дюзы 17, углам пшррота оправки 12 сооТгвёТствуйт равные линейные Перемещения дюзы.17. Данное соотношение движений обеспечивает уклгщку проволоки 19 на оправку 12 по винтовой линии с необходимым и равным количеством заходов Р правых и левых винтовых линий.L
Весе WjSotKecc навивки разделяют на Р циклов, где Р - число заходов.
В течение одного цикла дюза 17 совершает один прямой (вправо) и один обратный (влево) ходц,уклаАЕ1Пвая отрихтованную проволоку 19 соответственно по одной правой вперед и одной левой назадвинтовым Линиям на полную высоту Н навивки, определяемой длиной рабочего хода толкателя этом расстояние от места сбега 28 из Д903Ы 17 до точки касания, . проволоки 19 с оправкой 12 выдерживаЙт в ШбФветствии с соотнсяаением (11,7) V,где О - диаметр навивки, то есть электрода - керна 1. За один цикл оправку 12 поворачивают на угол отличающийся от делового числа оборотов величиной, ВЕфаженной соотношение ..... seo-k ..:-..:. - ;:.-;. .
. . : Р : где Р - необходимое число заходов
k - коэффициент, выраженный . числом 1,
атакже числами 2,3 и т.д., не Р и не имеющими с Р общих сомножителей.. далее циклы повторяются вновь и вновь ; до получения заданной структуры керна катода. Как наглядно показано на Лиг.1, вначале цикла проволока 19, з аСЙре- плена в точке ,а, а по окончгайии первого цикла нить проволоки 19, вышедшая из точки а, возвращается на окружность х-х, нов результат поворота оправки 12 на величину .
- ) она попадает в точку в отстоявдую по окружности от точки а
а величину, выраженную соотношени1Гом / где О - диаметр навивки,
.е. диаметр керна 1..
После второго цикла нить проволои 19, вышедшая из точКи в, новвраает с я. в точку с и т.д. По окончаию р-го цикла нить проволоки 19 от очки t переходит в точку а и авивка заканчивается.
Если поворот оправки имеет вели 1 б о чину -,), нить проволоки .19,
ышедшая из точки а, придет по кончаниюпервого цикла в точку t, затем в точку s и т.д. до точки
и -. и. .
а . . .Если К не равно 1, а допустим 2, то из ТОЧКИ, а нить проволоки 19 попадает не в точки в или t, а Ьразу в точки с или s, однако окончание навиВки также будет в точке а, если К не кратно Р и не имеет с ним общих сомножителей.
Таким образом, согласованные кинематикой устройства, взаимные движения оправки 12 и дюзы 17 обеспечиваю автоматическую непрерывную навивку одной нитью проволоки всего цилиндрического мелкоструктурного, керна 1 катода с точной укладкой проврло1Л1 19 на оправку 12. Кроме того, для повышения точности навивки место сбега 28 проволоки приближено к оправке 12 на расстояние 2 (d+0,5), канал 21 выполнен угловым, и производит постоянную рихтовку проволоки 19.
После окончания навивки кОнец нити проволоки 19 приваривается к держателю 4 контактной сваркой, конец обламывается.. Отжимается цанга 26, оправка 12 с навитым на нее рёШёТчатым Шлйндрическим керном 1 вЫНЙ1Мается из устройства.
Скреплёййё правых и левых- винтовых линий, нитей проволоки 19 в мес- Tcix их пересечения обеспечивается Методом термодиЛфузий, после чего полуЧгиот готовый катод.
По предлагаемому способу и на предлагаемом устройстве изготовлены из проволоки, диаметр которой равен d 50 мкм, образцы керна катода диаметром D .16 мм, высотой навивки Н 20 мм, углом подъема винтовой линии oL .30 и числом заходов Р 25 при К 1.
Предлагаемый способ и устройство позволяют обеспечить создание цилин Дрических мелокоструктурных решетчатых катодов и сеток из тонкой проволоки диаметром 0,02 мм-О,2 мм, с мгшыми размерами ячейки, до 0,,5MM и углом од-ьем. винтовой линии в пределах получение которых известными способами и устройствами было принципиально невозможно..
Это позволит создать целый ряд. приборов с малым временем готовности и устойчивьми к многократному включению цепи накала. Время навивки цилиндрического мелкоструктурного решетчатого электрода составляет 2 мин, в то время как навивка известным механизированным способом цилиндрического крупноструктурного и среднеструктурного электрода электронной лампы занимает от 4и мин до 6 ч Г (Диаметр проволоки не менее О,2,размер ячейки 3-4 мм, угол наклона 306Cf) .
Производительность возросла в 20-60 раз.
Точность структуры мелкоструктурного решетчатого электрода, определяемая величиной смещения в каких-либо местах реальной структуры электрода от идеальной и составляющего для этого способа не более 0,02-0,03 мм на порядок вьаше, чем у известных {ручного и механизированного способов.
Предлагаемый способ и устройство позволяют выполнять цилиндрические решетчатые электроды и из более толстой проволоки и с большими размерами ячеек.
формула изобретения
1. Способ изготовления цилиндрического решетчатого электрода для электронных ламп, включающий введение свободного конца проволоки в канал дюзы, накладывание его на оправку и закрепление в точке касания, навивку проволоки по чередующимся правым и левым винтовым линиям, отличающийся тем, что, с целью -повышения точности изготовления и обеспечения возможности навивки мелкоструктурных решетчатых электродов с мальм углом подъема винтовой линии, .навивку ведут непрерывно, циклами, состоящими из навивки гГроволоки по одной правой впе ред и одной левой назад винтовым ли.ййям, в течение каждого цикла поворачивая оправку на угол, отличающийся от целого числа оборотов на
- , где р - число заходов, k коэффициент равный 1 или целому числу, не кратному р, при этом одновре 0менно производят рихтовку проволоки путем перегиба ее в месте сбега из канала дюзы.
2.Способ по п. 1, отличающий с я TeVi, что при навивке расS стояние от места сбега .проволоки из канала дюзы до точки касания ее с оправкой выдерживают равным (1-1,7)-1Го, где D - диаметр навивки.
3.Устройство . осуществления способа по П.1, содержащее оправку,
0 дюзу, два кинематически связанных параллельных вала, отличающ е е сЯ тем, что- валы связаны зубчатой парой, при этом ведущая шестерня зубчатой пары и оправка
5 укреплены на одном валу, а ведомое колесо зубчатой пары и кулачок на другом, причем кулачок посажен на неподвижную трубчатую ось, являющуюся направлякадей для толкателя
0 кулачкового механизма, а дюза закреплена на толкателе, направляющий канал которого выполнен в виде углового паза.
Источники информации,
принятые во внимание при экспертизе
1.Патент ГДР № 26434,
.кл. 21 g 13/06, опублик. 1963.
2.Авторское свидетельство СССР 0 f 223926, кл. Н 01 J 9/16, 1967
(прототип).
3. Патент ФРГ fP 764656, КЛ.21 g 13/06, опублик.1954.
О.
-
.Г%- %-Ж
/J
.:.)
IS
zs д 9
f7 2S i2 S


| название | год | авторы | номер документа |
|---|---|---|---|
| Решетчатый катод прямого накала для электронных ламп и способ его изготовления | 1980 |
|
SU1042105A1 |
| Устройство для изготовления цилиндрических решеток | 1975 |
|
SU773790A1 |
| СТАНОК ДЛЯ НАВИВКИ ЦИЛИНДРИЧЕСКИХ РЕШЕТОК С ПОСЛЕДУЮЩЕЙ СВАРКОЙ ПЕРЕКРЕСТИЙ | 1967 |
|
SU223926A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Устройство для изготовления спиральных тел накала с тире для электрических ламп | 1990 |
|
SU1725292A1 |
| Устройство для подачи прямой нити накала к электродам лампы-фотовспышки | 1973 |
|
SU479178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ СПИРАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ КЕРНА, ПРИСПОСОБЛЕНИЕ ДЛЯ СНЯТИЯ ВИНТОВОЙ СПИРАЛИ С КЕРНА | 2010 |
|
RU2443490C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ из ПРОВОЛОКИ винтовых ПРУЖИН с МАЛЫМ ВНУТРЕННИМ ДИАМЕТРОМ | 1969 |
|
SU238516A1 |
| Устройство для производства магнитопроволочных спиралей | 2021 |
|
RU2780324C1 |
| Сетчатый электрод для электронного прибора и способ его изготовления | 1981 |
|
SU1149329A1 |

