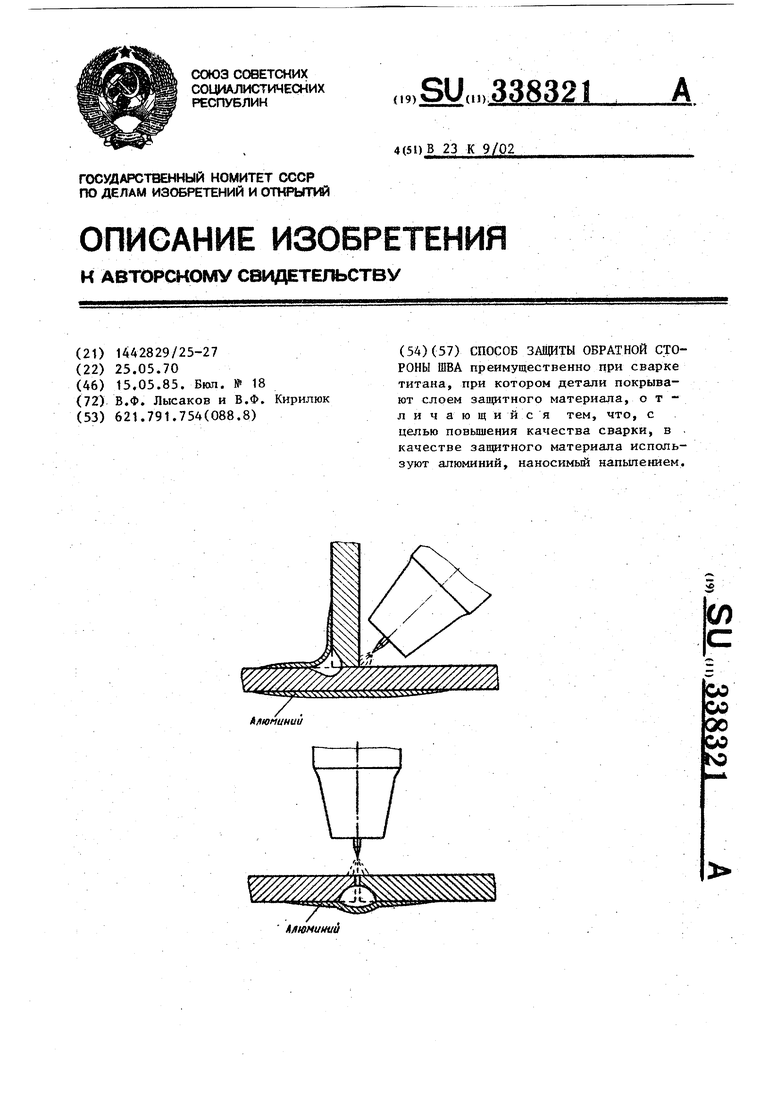
1 Изобретение касается сварки и мо жет быть использовано при сварке титана и его сплавов. Известен способ защиты обратной стороны шва при сварке титана нанесением газозащитных паст. Недостатками такого способа явля ются сложность изготовления флюсов паст, высокая их стоимость, дефицит ность, необходимость продолжительной сушки при повьппенных температурах после нанесения на изделия, недостаточная эффективность Зайщты из за повьшенной температуры плавления покрытия и возможности отслаивания его в процессе сборки и сварки. Кро ме того, при плавления флюсов, соде хлористые соли, ввделяется большое количество дыма, в составе которого находятся вредные газы. Цель изобретения - повысить качество сварки. Дня этого в качестве защитного материала используют алюминий, нано симый напылением. 1 Сущность описываемого способа защиты обратной стороны шва поясняется чертежом. Слой алюминиевого покрытия толщиной 0,3-0,6 мм перед сваркой наносят на защищаемые поверхности с помощью газового металлизатора. Покрытие из алюминия указанной толщины имеет достаточно прочное сцепление с поверхностью титана и не отсаивается при сборке и сварки. После остывания изделия при необходимости покрытие легко удаляет ся. I Предлагаемый способ позволяет получить качественное сварное соединение в результате надежной за1читы поверхности И высокой теплопроводности алюминия, благоприятно влияющей на термический цикл сварки, и осуществить защиту поверхности титана или его сплава в недоступных и трудно доступных местах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки | 1990 |
|
SU1797505A3 |
| Способ местной защиты титановых сплавов с обратной стороны шва при сварке | 1980 |
|
SU1031665A1 |
| Сварочный флюс | 1980 |
|
SU860971A1 |
| СПОСОБ НАНЕСЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИДА ЖЕЛЕЗА НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ, РАБОТАЮЩИХ В УСЛОВИЯХ ВЫСОКОТЕМПЕРАТУРНОЙ ГАЗОВОЙ КОРРОЗИИ | 2021 |
|
RU2772342C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ сварки неплавящимся электродом со сквозным проплавлением | 1983 |
|
SU1123807A1 |
| ЛОКАЛИЗОВАННЫЙ РЕМОНТ КОМПОНЕНТА ИЗ СУПЕРСПЛАВА | 2014 |
|
RU2624884C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЦИАЛЬНЫХ ПОКРЫТИЙ И ТВЕРДОТЕЛЬНЫХ ФОРМ НА ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЯХ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2011 |
|
RU2475365C2 |
| СПОСОБ СОЕДИНЕНИЯ ПОКРЫТЫХ ЦИНКОМ АЛЮМИНИЕВЫХ ЭЛЕМЕНТОВ И ТЕПЛООБМЕННИК, ИЗГОТОВЛЕННЫЙ ДАННЫМ СПОСОБОМ | 1992 |
|
RU2094189C1 |
| Способ дуговой сварки | 1986 |
|
SU1323290A1 |
СПОСОБ ЗАЩИТЫ ОБРАТНОЙ СТОРОНЫ ШВА преимущественно при сварке титана, при котором детали покрывают слоем защитного материала, о т - л и ч а ю щ и и с я тем, что, с целью повышения качества сварки, в , качестве защитного материала используют алюминий, наносимый напылением.(О