Известна установка для изготовления асбестоцементных труб, включающая экструзионный пресс для формования труб.
Цель изобретения - повышение качества труб за счет получения структированной однородной асбестоцементной массы и равномерной ее подачи в экструзионный пресс.
Достигается это тем, что перед экструзионкым прессом установлено устройство для образования непрерывного слоя асбестоцемента, содержащее ванну с вакуумным сетчатым цилиндром, бесконечное сукно, отжимной вал и двухвалковый пресс.
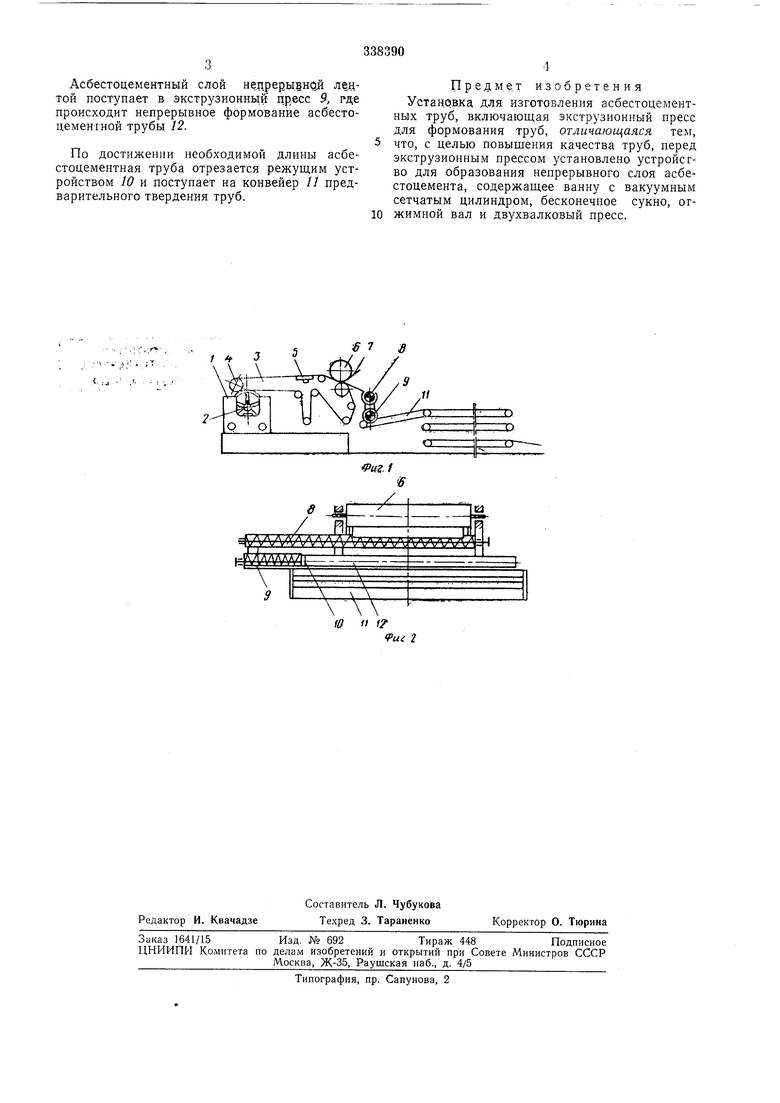
На фиг. 1 схематично показан один из возможных вариантов предложенной установки, вид сбоку; на фиг. 2 - то же, вид спереди.
Предложенная установка имеет устройство для образования непрерывного слоя асбестоцемента. Оно содержит ванну 1 для асбестоцементной суспензии с вакуумным сетчатым цилиндром 2, бесконечное сукно 5 с отжимным валом 4 и вакуумной коробкой 5, а также двухвалковый нресс 6 с щабером 7.
Кроме того, установка имеет расположенный поперек устройства для образования непрерывного слоя асбестоцемента винтовой транспортер 8, под которым расположен зкструзионный нресс 9 с режущим устройством 10. За экструзионным прессом расположен
конвейер 11 предварительного твердения труб 12.
Асбестоцементная суспензия приготавляется по известной, принятой в асбестоцементной промышленности технологии, после чего поступает в ковшовую мешалку, из которой подается в ванну 1. На сетке вакуумного сетчатого цилиндра 2, вращающегося в ванне, отфильтровывается асбестоцементный слой, который при помощи отжимного вала 4 снимается с сетки на бесконечное сукно 3. При этом происходит удаление из асбестоцементного слоя основного количества воды.
Бесконечное сукно 3 подводит асбестоцементный слой к вакуумной коробке 5, где из слоя удаляется еще часть воды.
Далее бесконечное сукно 3 подводит асбестоцементный слой к двухвалковому прессу 6,
на котором последний раз отжимается избытачная влага до необходимого ее содержания в слое. Шабер 7 служит для непрерывной очистки верхнего вала вресса 6 и передотвращения захвата повер.хностного |Вала.
Таким образом, в первой части установки получается асбестоцементный слой, имеющий однородную структуру, правильную ориентацию асбестовых волокон и необходимую
Асбестоцементный слой непрерывной лентой поступает в экструзионный цресс Я где происходит непрерывное формование асбестоцементной трубы 12.
По достижении необходимой длины асбестоцементная труба отрезается режущим устройством 10 и поступает на конвейер 11 предварительного твердения труб.
Предм.ет изобретения Устацрвка для изготовления асбестоцементных труб, включаюндая экструзионный пресс для формования труб, отличающаяся тем,
что, с целью повышения качества труб, перед экструзионным прессом установлено устройсгво для образования непрерывного слоя асбестоцемента, содержащее ванну с вакуумным сетчатым цилиндром, бесконечное сукно, отжимной вал и двухвалковый пресс.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления асбестоцементных изделий | 1987 |
|
SU1523353A1 |
| Папп-машина для формования волокно-цементных труб и для нанесения волокно-цементной изоляции на трубы | 1947 |
|
SU74537A1 |
| Способ управления формованием асбестоцементных труб | 1982 |
|
SU1031735A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ЛИСТОВ ИЗ АСБЕСТОи,ЕЛ1ЕНТНОЙ СУСПЕНЗИИ | 1969 |
|
SU241270A1 |
| Устройство для формирования пленки из суспензии волокнистого материала | 1976 |
|
SU602370A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ЛИСТОВ ИЗ АСБЕСТОЦЕМЕНТА ИЛИ ПОДОБНОГО МАТЕРИАЛА | 1946 |
|
SU77607A1 |
| Листоформовочная машина | 1983 |
|
SU1138325A1 |
| Машина для производства асбестоцементного и тому подобного материала | 1949 |
|
SU77098A1 |
| Способ изготовления асбестоцементных изделий | 1975 |
|
SU573346A1 |
| Способ управления формованием асбестоцементных труб | 1980 |
|
SU885021A1 |
1 t
:t; - .
-J л л л/у/у л л л л /т л л ДА у HI ,Л л л Л I -ly у V уу V у V уу у vV VV , V у W W 1-1 I
гЕААЛЛШ
Т
to 1 1
uz.1
./
