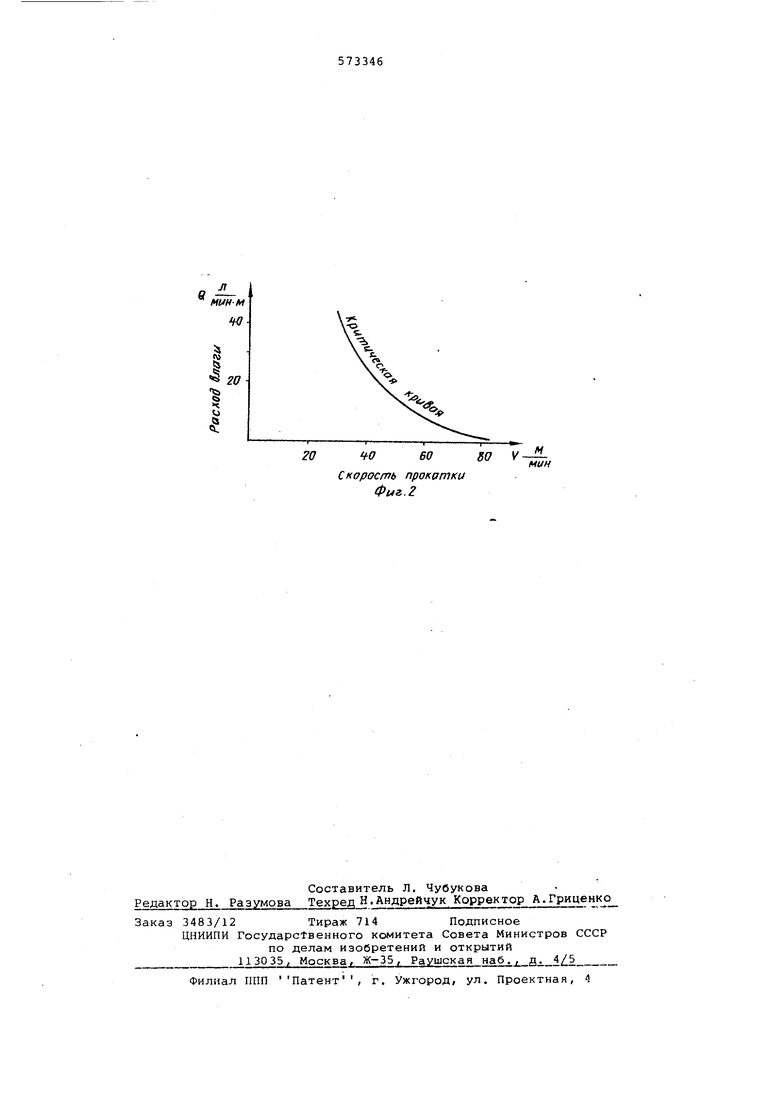
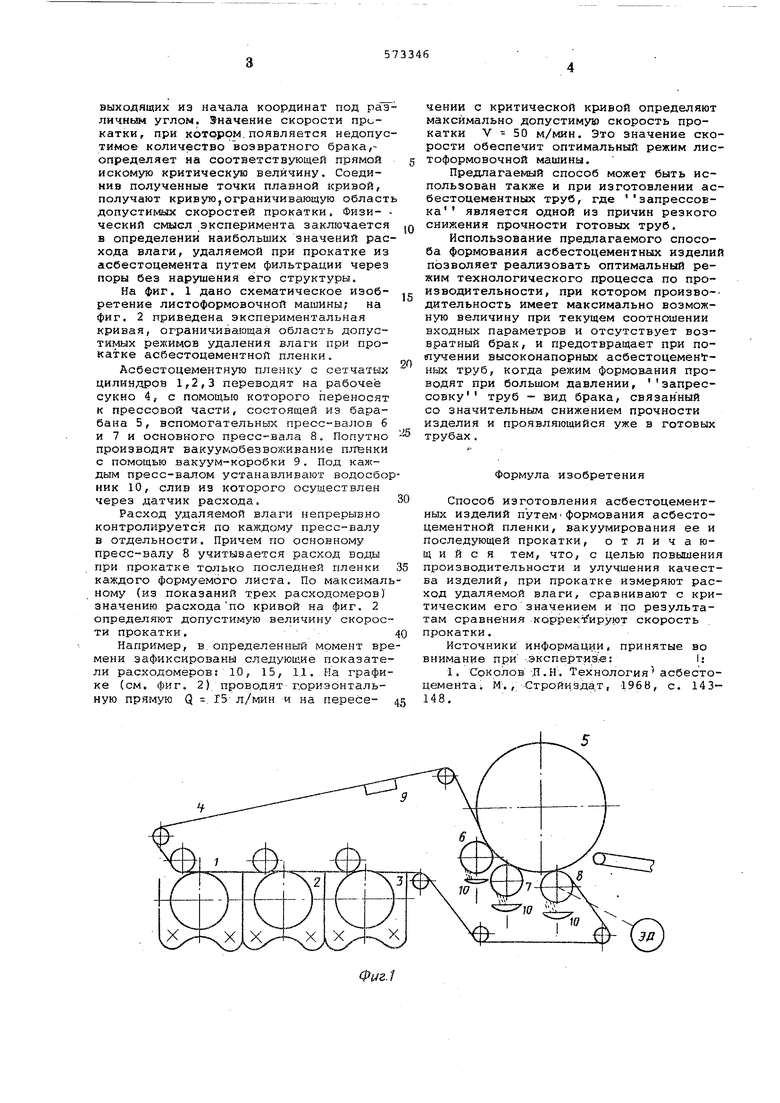
(54) СПОСОБ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ ВЫХОДЯЩИХ из начала координат под раз личным углом. Значение скорости прокатки, при котором.появляется недопус тимое количество возвратного брака,определяет на соответствующей прямой искомую критическую величину. Соединив полученные точки плавной кривой, получают кривую,ограничивающую област допустимых скоростей прокатки, Физи- ческий смысл эксперимента заключается в определении наибольших значений рас хода влаги, удаляемой при прокатке из асбестоцемента путем фильтрации через поры без нарушения его структуры. На фиг. 1 дано схематическое изобретение листоформовочной машины; на фиг. 2 приведена экспериментальная кривая, ограничивающая область допустимых режимов удаления влаги при прокатке асбестоцементной пленки. Асбестоцементную пленку с сетчатых цилиндров 1,2,3 переводят на рабочее сукно 4, с помощью которого переносят к прессовой части, состоящей иэ барабана 5, вспомогательных пресс-валов б и 7 и основного пресс-вала 8, Попутно производят вакуумобезвоживание пленки с помощью вакуум-коробки 9. Под каждым пресс-валом устанавливают водосбор ник 10, слив из которого осуществлен через датчик расхода. Расход удаляемой влаги непрерывно контролируется по каждому пресс-валу в отдельности. Причем по основному пресс-валу 8 учитывается расход воды при прокатке только последней пленки каждого формуемого листа. По максималь ному (из показаний т.рех расходомеров) значению расходапо кривой на фиг. 2 определяют допустимую величину скорости прокатки. Например, в. определенный момент вре мени зафиксированы следующие показатели расходомеров ID, 15, 11, На графике (см. фиг. 2) проводят горизонтальную прямую Q . Г5 л/мин и на первоечении с критической кривой определяют максимально допустимую скорость прокатки V 50 м/мин. Это значение скорости обеспечит оптимальный режим листоформовочной машины. Предлагаешлй способ может быть использован также и при изготовлении асбестоцементных труб, где запрессовка является одной из причин резкого снижения прочности готовых труб. Использование предлагаемого способа формования асбестоцементных изделий позволяет реализовать оптимальный режим технологического процесса по производительности, при котором произво-дительность имеет максимально возможную величину при текущем соотношении входных параметров и отсутствует возвратный брак, и предотвращает при получении высоконапорных асбестоцеменгных труб, когда режим формования проводят при большом давлении, запрессовку труб - вид брака, связанный со значительны л снижением прочности изделия и проявляющийся уже в готовьох трубах. Формула изобретения Способ изготовления асбестоцементных изделий путемформования асбестоцементной пленки, вакуумирования ее и последующей прокатки, отличающийся тем, что, с целью повышения производительности и улучшения качества изделий, при прокатке измеряют расход удаляемой влаги, сравнивают с критическим его значением и по результатам сравнения коррект ируют скорость прокатки. Источники информации, принятые во внимание при -зкспертиз.е: I; 1. Соколов -.П.И. Технология асбестоцемента; М. , Строй-иэдат, 1968, с. 143148.
Скорость прокатки
м
мин Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования работы асбестоцементной формовочной машины | 1979 |
|
SU772871A1 |
| Способ автоматического управления асбестоцементной листоформовочной машиной | 1981 |
|
SU946959A1 |
| Устройство для управления листо-фОРМОВОчНОй МАшиНОй | 1979 |
|
SU808292A1 |
| Листоформовочная машина | 1983 |
|
SU1138325A1 |
| Способ изготовления асбестоцементных труб | 1982 |
|
SU1129191A1 |
| Установка для формования асбестоцементных труб | 1974 |
|
SU563295A1 |
| Устройство для изготовления многослойных асбестоцементных изделий | 1983 |
|
SU1135650A1 |
| Способ управления формованием асбестоцементных труб | 1982 |
|
SU1031735A1 |
| ПРЕССУЮЩЕЕ УСТРОЙСТВО ЛИСТОФОРМОВОЧНОЙ МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ | 1967 |
|
SU196589A1 |
| Способ управления формованием асбестоцементных труб | 1980 |
|
SU885021A1 |