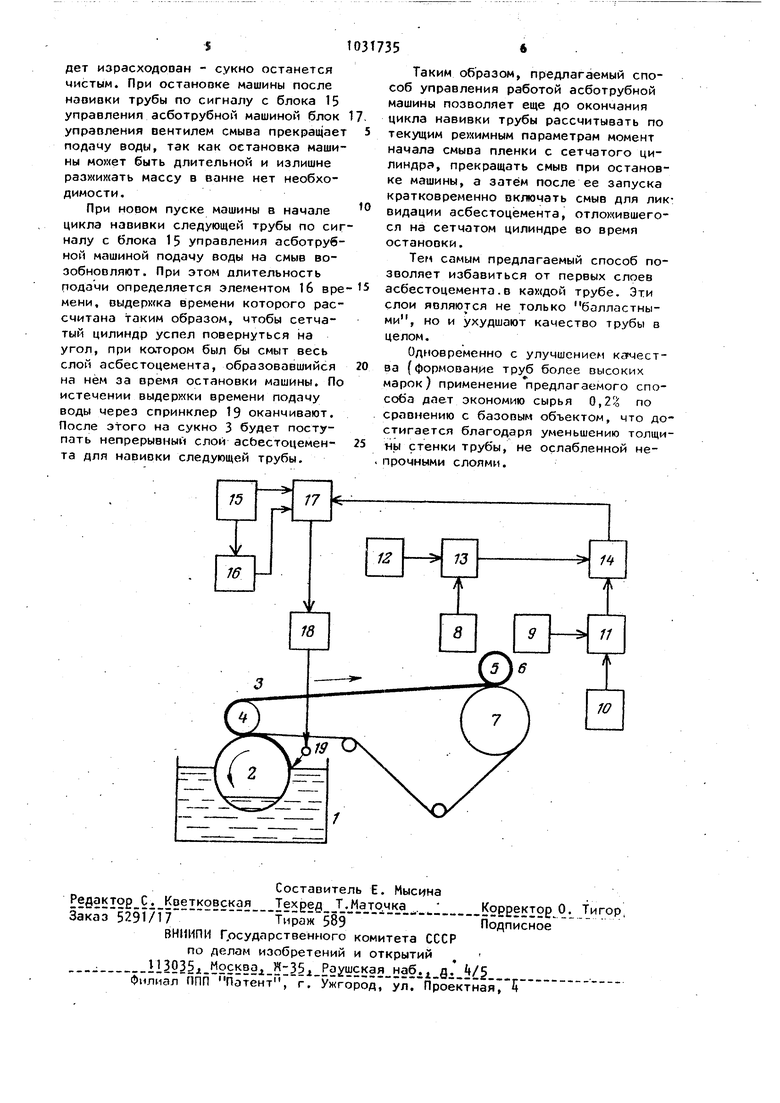
Изобретение относитоя к производству асбестоцементных изделий, в час ности к изготовлению труб большого диаметра. Известен способ формования асбестоцементных труб, включающий подачу воды на сетчатый цилиндр трубоформовочной машины для смыва пленки, обра зующейся на поверхности цилиндра при остановке машины. Согласно этому спо собу подачу воды на сетчатый цилиндр начинают лишь по истечении наперед заданного интервала времени после остановки машины и оканчивают одновременно с запуском машины для навивки очередной трубы ( подачу воды на сетчатый цилиндр начинают по истечении 10 с после х:тановки машины. Т1одачу воды на сетчатый цилиндр для смыва пленки, образующейся на поверхности цилиндра при остановке машины, производят с целью удаления первых слоев трубы, которые имеют повышенную толщину по сравнению с по следующими слоями и отличаются по структуре СОНедостатком указажного способа является сохранение некачественных слоев почти на всех трубах ввиду тог что подачу воды на сетчатый цилиндр для смыва пленки производят не после каждого цикла намотки очередной трубы (при обычном цикле время остановок машины не превышает 7с). Это приводит к ухудшению качества труб. Наиболее близким к предлагаемому по технической сущности является спо соб управления формованием асбестоцементных труб, включающий запуск трубоформовочной машины для навивки очередной трубы, остановку трубоформовочной машины при окончании навивки трубы, подачу воды на сетчатый ци линдр и смыв пленки снего 2. Недостатком известного способа является низкое качество первых слоев труб и, следовательно, изделия в целом. Это обусловлено тем, что длительность подачи воды на сетчатый ци линдр не изменяют в зависимости от технологических и режимных параметров. В результате чего первый сло трубы навивается из асбестоцемента, оставшегося на сукне от предыдущего цикла, затем ввиду смыва пленки с сетчатого цилиндра слой прерывается и только после этого труба навивается из слоя, отфильтрованного при текущем цикле, т.е. качество первых с/тоев оказывается очень низким. Для того, чтобы лучше отх(ать эти слои, эозникает необходимость в снижении скорости прессования. Цель изобретения - улучшение качества асбестоцементных труб. Поставленная цель достигается тем. что согласно способу управления фор-, мованием асбестоцементных труб, включающем запуск трубоформовочной машины для навивки очередной трубы, остановку трубоформовочной машины при окончании навивки трубы, подачу воды на сетчатый цилиндр и смыв пленки с него, подачу воды начинают одновременно с запуском машины для навив ки очередной трубы и прекращают до окончания формования трубы в момент времени, соответствующий окончанию времени поворота сетчатого цилиндра на угол, при котором слой асбестоцемента, находящийся до запуска машины в асбестоцементной суспензии, смывается, подачу воды возобновляют в могмент времени, при котором выполняется равенство b ad-V гдеЬаоЛ заданная толщина стенки трубы; Ъ - текущая толщина стенки трубы;О - средняя толщина асбестоцементной пленки; С - длина слоя асбестоцемента от линии выхода сетчатого цилиндра из ванны до форматной скалки; D - диаметр трубы, и прекращают одновременно с окончанием навивки трубы. Способ осуществляется следующим образом. . В процессе навивки трубы непрерывно измеряется толщина ее стенки foj и толи(ина асбестоцементной пленки (f( не прерывно или в среднем за предыдущий цикл) и вычисляется разность между заданной Ьзо(5и текущей Ь т толщинами стенки, т.е. выполняется операция Л-Ьзо -Ьт. Воду для смыва слоя асбестоцемента с сетчатого цилиндра подают еще до окончания навивки в тот момент, когда эта разность достигнет величины, равной , 31 гдеК-С/ТсР. постоянный коэффициент t - длина слоя асбестоцеменTc5 ОТ ЛИНИИ выхода сетчатого цилиндра из ванны до форматной скалки; D - диаметр трубы (Данного типоразмера), рассчитан ный по средней для него толщине пленки T)-T)e,H+ab|,Q icCDftH ub a) где внутренний диаметр трубы, Смысл операции вычисления состоит о том, чтобы фиксировать длину слоя асбестоцемента, которой не хватает для навиоки полной толщины стенки трубы. При достижении этой длины подают команду на смыв Смыв прекращают одновременно-с окончаниемнавивки трубы. После нового пуска машины перед навивкой новой трубы производят дополнительное кратковременное включение смыва до момента времени, соответствующего окончанию времени, поворота сетчатого цилиндра на угол, при котором слой асбестоцемента, находящийся до пуска в асбестоцементной суспензии, смывается. На чертеже изобрак ена схема реали зации предлагаемого способа. Схема содер хит ванну 1 , в которой расположен сетчатнй цилиндр 2. сук-но 3. прижимаемое к сетчатому цилинд ру. 2 гауч-валом Ц, форматную скалку 5 с навиваемой трубой 6, прижимае мой к сукну опорным валом 7, измеритель 8 толщины стенки трубы 6 и измеритель 9 толщины пленки, задатчик 10, умнок{итель 11, соединенный с измерителем 9 толщины пленки и с задатчиком 10, задатчик 12 толщины стенки трубы, вычитатель 13, соединенный с измерителем 8 толщины стен. ки трубы и с задатчиком 12, элемент 1 сравнения, связанный с умнож телем 11 и с вычитателем 13, блок 15 управления асботрубной машиной, элемент 16 времени, соединенный с бло. ком 15 управления,, блок 17 управлени вентилем смыва, связанный с элементом сравнения и с элементом 16 вр мени, а также вентиль 18 подачи воды через спринклер 19, соединенный с бл ком 7 управления вентилем смыва и i спринклером. 54 Способ осуществляют следующим образом. В процессе формования трубы асбестоцементная масса в ванне 1 осаждается на сетчатом цилиндре 2, откуда при помощи гауч-вала k слой асбестоцемента передают на сукно 3. С сукна 3 асбестоцементный слой навивается на форматную скалку 5, в результате чего формируется трубз 6. Всю систему приводят в движение через опорный вал 7. Толщину стенки навиваемой трубы 6 непрерывно контролируют измерителем 8, толщину пленки непрерывно илц дискретно контролируют измерителем 9. Ввод задания для управления процессом осуществляют с помощью задатчиков 10 и 12. Задатчиком 1 (Г устанавливают значение /7ГЗ) , где D соответствует диаметру трубы данного типоразмера. (марки), рассчитанному по средней для него толщине пленки. Задатчиком 12 устанавливается задание для толщины стенки трубы также в соответствии с данным типоразмером ( маркой. При формовании трубы в вычитателе 13 непрерывно производят вычитание текущего значения толщины стенки трубы из заданнсГго Значения,т.е. осуществляют операцию Сигнал, пропорциональный этой разности, подают на элемент 1 сравнения. В умножителе 11 производят умножение текущего значения толщины пленки (f на6/7Щ а результирующий сигнал с выхода умно ; ителя 11 подают на вход элемента I сравнения. В элементе 1t сравнения производят сравнение сигналов, поступающих с вычитателя 13Цоа-Ьт умножителя 11{f jfjПри дости ; ении равенства этих сигналов формируется сигнал на смыв пленки с сетчатого цилиндра 2, так как длина пленки, находящейся на интервале от линии выхода сетчатого цилиндра из ванны до форматной скалки, достаточна для навивки заданной . толщины стенки трубы. Поэтому при появлении на элементе сравнения нулевого сигнала на блок 17 упраоления вентилем смыва подают сигнал, который рключает веитиль 18 подачи воды, вследствие чего через спринклер 19 вода поступает на смыв пленки с сетчатого цилиндра. Процесс формования трубы продолжают до тех пор, пока не будет достигнута заданная толщина стенки трубы. При этом весь слой асбестоцемента бу
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления формованием асбестоцементных труб | 1980 |
|
SU885021A1 |
| Устройство управления машиной для формирования асбестоцементных изделий | 1980 |
|
SU895665A1 |
| Установка для формования асбестоцементных труб | 1974 |
|
SU563295A1 |
| Устройство контроля работы асботрубных машин | 1973 |
|
SU469604A1 |
| Способ изготовления асбестоцементных труб | 1974 |
|
SU547360A1 |
| Устройство для связанного регулирования работы асбестоцементной формовочной машины | 1977 |
|
SU719879A2 |
| Способ управления работой асботрубной машины | 1979 |
|
SU893556A1 |
| Устройство управления машиной для формования асбестоцементных изделий | 1981 |
|
SU1021620A1 |
| Способ регулирования работы асбестоментных формовочных машин | 1981 |
|
SU986798A1 |
| Устройство для управления многоцилиндровной листоформовочной асместоцементной машиной | 1976 |
|
SU567607A1 |
СПОСОБ УПРАВЛЕНИЯ ФОРМОВАНИЕМ ЛСБЕСТОЦЕИЕНТНЫХ ТРУБ, включающий запуск трубоформовочной машины для навивки очередной трубы, остановку трубоформовочной машины при окончании навивки трубы,подачу воды на сетчатый цилиндр и смыв пленки с него, отл-ичающийся- тем, что, с целью улучшения качества асбестоцементных труб, подачу воды начинают одновременно с запуском машины для навивки очередной трубы и прекращают до окончания формования трубы в момент времени, соответствующий окончанию времени поворота сетчатого цилиндра на угол, при котором слой асбестоцемента, находящийся до запуска машины в асбестоцементной суспензии, смывается, подачу воды возобновляют в момент времени, при котором выполняется равенство b Qd V--|F гдсЬв ;1- заданная толщина стенки 3 ъод трубы; Ь текущая толщина-стенки трубы; сГ средняя толщина асбестоцементной пленки; g длина слоя асбестоцемента от линии выхода сетчатого цилиндра из ванны до форматной скалки; О9 и диаметр трубы. и прекращают одновременно с оконча нием навивки трубы. СО О1