Предлагаемый инструмент предназначается для прорезки кольцевого паза в теплозащитных покрытиях тила резин (армированных н неармированйых), привулканизованных К зап;ищаемой поверхности произвольной формы.
Для получениЯ .кольцевого паза (канавки) в .материалах типа резин используют штанцевые ножи, торцовые кольцевые фрезы и сверла. Однако существующие штанцевые ножи можно использовать только для мягких материалов, ле скрепленных с какой-либо поверхностью. Известные кольцевые торцовые фрезы и сверла не могут быть использованы при прорезке кольцевого паза в случае жесткого скрепления.
Целью изобретения является создание та-кого режущего инстру.мента, который позволяет прорезать кольцевой паз в теплозащитном покрытии, прошедшем высо.котемпературные натурные испытания.
Предлагаемый .инструмент выполнен в ,в,иде кольцевой торцовой фрезы с двумя режущими ножами, внутренним и наружным. Режущая кромка внутреннего ножа, имеющего внутренний расширяющийся конус, выступает относительно кромки наружного ножа. Последний выполнен в виде двух или нескольких сегментов с наклоном передней режущей кромки под углом 30-45° в .вертикальной плоскости, а между .внутренним и наружным ножами в промел утках между сегментами наружного
ножа выполнены подрезные ножи, имеющие .наклон 20-30° по отношению .к горизонтальной плоскости и спиралеобразную режущую кромку, отходящую от внутреннего ножа к наружному. Это позволяет обеспечить сохранность граничащего с канавкой хрупкого поверхностного про коксованного слоя.
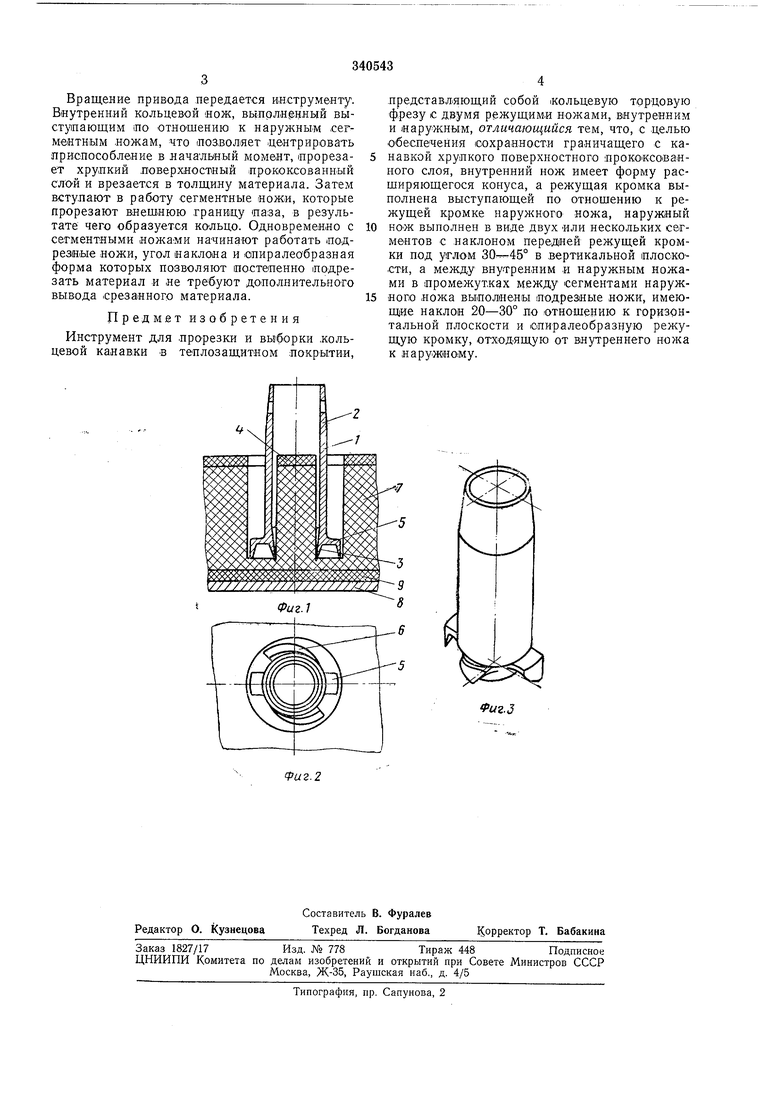
На фиг. 1 изображен пре.длагаемый инструмент в рабочем положении, разрез; на фиг. 2- то же, вид сверху; на фиг. 3 - инструмент в аксонометрической проекции.
Приспособление представляет собой тонкостеиный цилиндр /, имеющий .коническую
часть 2 для его .крепления в зажимном устройстве. Внутренний кольцевой нож 3, выполняюЩ.ИЙ роль центрирующего элемента в начальный -момент работы, имеет незначительную конусность для сохранения .прококсованного
слоЯ 4.
Вертикальные сегментные ножи 5, напри.мер два, для прорезки внешней границы паза, что особенно необходимо в случае армированного покрытия, снабжены наклонными спиралеобразными подрезн.ыми ..ножами 6 (например, два), .имеющими наклон к горизонтальной плоскости 20-30°. Количество наклонных и вертикальных сегментных ножей определяется диаметром прорезаемых канавок. ТеплозащитВращение привода .передается инструменту. Внутренний кольцевой яож, выполненный выступающим ;по отношению к наружным сегмштным ножам, что позволяет .центрировать приспособление в начальный момент, прорезает хрупкий .поверхностный прококсованиый слой и врезается в толщину материала. Затем вступают в работу сегментные ножи, которые прорезают внешнюю граиицу паза, в результате чего образуется кольцо. Одиовременно с сегментными ножами начинают работать подрезные ножи, угол наклона и опиралеабразная форма которых позволяют постепенио подрезать материал и не требуют дополнительного вывода срезанного материала.
Предмет изобретения
Инструмент для прорезки и выборки .кольцевой канав;КИ в теплозащитном .покрытии.
.представляющий собой 1коль.цевую торцовую фрезу с двумя режущими ножами, внутренним и наружным, отличающийся тем, что, с .целью обеспечения сохранности граничащего с канавкой хрупкого поверхностного прококсоеанного слоя, внутренний нож имеет форму расширяющегося конуса, а режущая кромка выполнена выступающей по отношению к режущей кромке наружного ножа, наруж/ный
нож выполнен в виде двух или нескольких сегментов с наклоном передней режущей кромки ПО.Д углОМ 30--45° в .вертикальной плоскости, а между внутренним и наружным ножами в промежутках между сегментами наружного ножа выполнены подрезные ножи, имеющие наклон 20-30° .по отношению к горизонтальной плоскости и спиралеобразную режущую кромку, отходящую от внутреннего ножа к наружному.
Фиг.З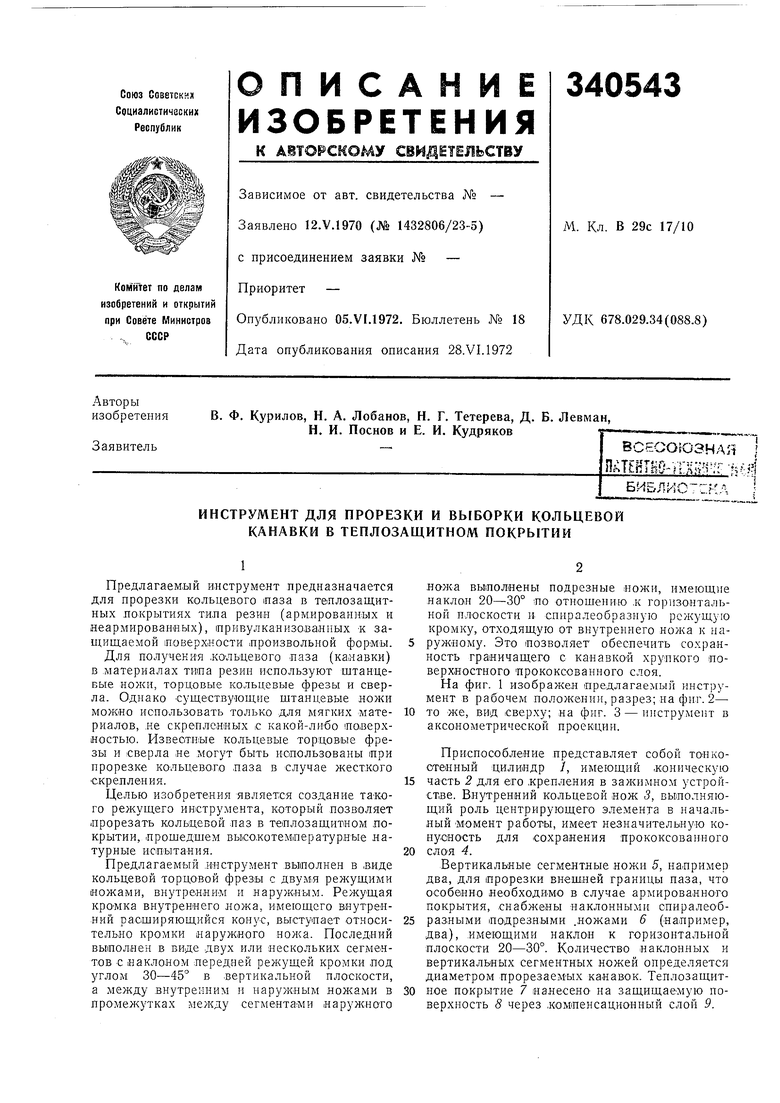
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стеклянной сферической оболочки с центральным сквозным отверстием | 1982 |
|
SU1047666A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ПОЛИМЕРА НА КОРПУСЕ ПОДШИПНИКА | 1989 |
|
RU2068504C1 |
| РУЧНОЙ ГИДРАВЛИЧЕСКИЙ РЕЗАК | 1997 |
|
RU2121433C1 |
| Торцовая фреза | 1976 |
|
SU891256A1 |
| Способ изготовления режущего инструмента | 1982 |
|
SU1085704A2 |
| Сверло для глубокого сверления | 1976 |
|
SU620196A3 |
| УСТРОЙСТВО для ВЫРЕЗАНИЯ ПОЛЫХ изоляционныхЦИЛИНДРОВ | 1972 |
|
SU346138A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ | 2000 |
|
RU2211750C2 |
| Устройство для сверления кольцевых отверстий | 1985 |
|
SU1340927A1 |
