(54) ТОРЦОВАЯ ФРЕЗА
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Сборная торцовая фреза | 1978 |
|
SU732088A1 |
| УСТРОЙСТВО ДЛЯ МЕЗДРЕНИЯ МЕХОВЫХ ШКУРОК | 1991 |
|
RU2027767C1 |
| СТАНОК НАСТОЛЬНЫЙ ДЛЯ ЗАТОЧКИ КОРОТКИХ И СУПЕРДЛИННЫХ СПИРАЛЬНЫХ СВЕРЛ ДИАМЕТРОМ ОТ 2 мм ДО 20 мм | 2011 |
|
RU2494851C2 |
| Торцовая фреза | 1977 |
|
SU614905A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Червячная фреза | 1986 |
|
SU1366329A1 |
| Торцовая фреза | 1983 |
|
SU1152722A1 |
| УСТРОЙСТВО для ЗАТОЧКИ и ФУГОВКИ пильных ЦЕПЕЙи РЕЗЦОВ | 1969 |
|
SU258052A1 |
| Станок для заточки ножей | 1990 |
|
SU1710305A1 |
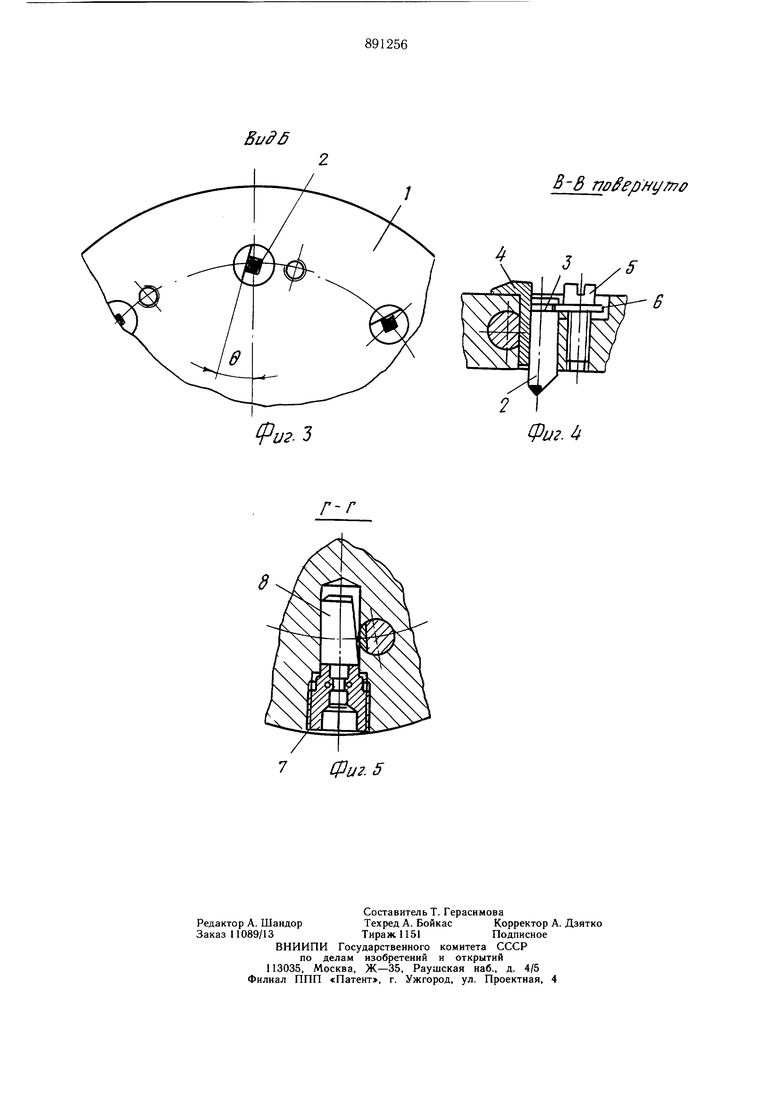
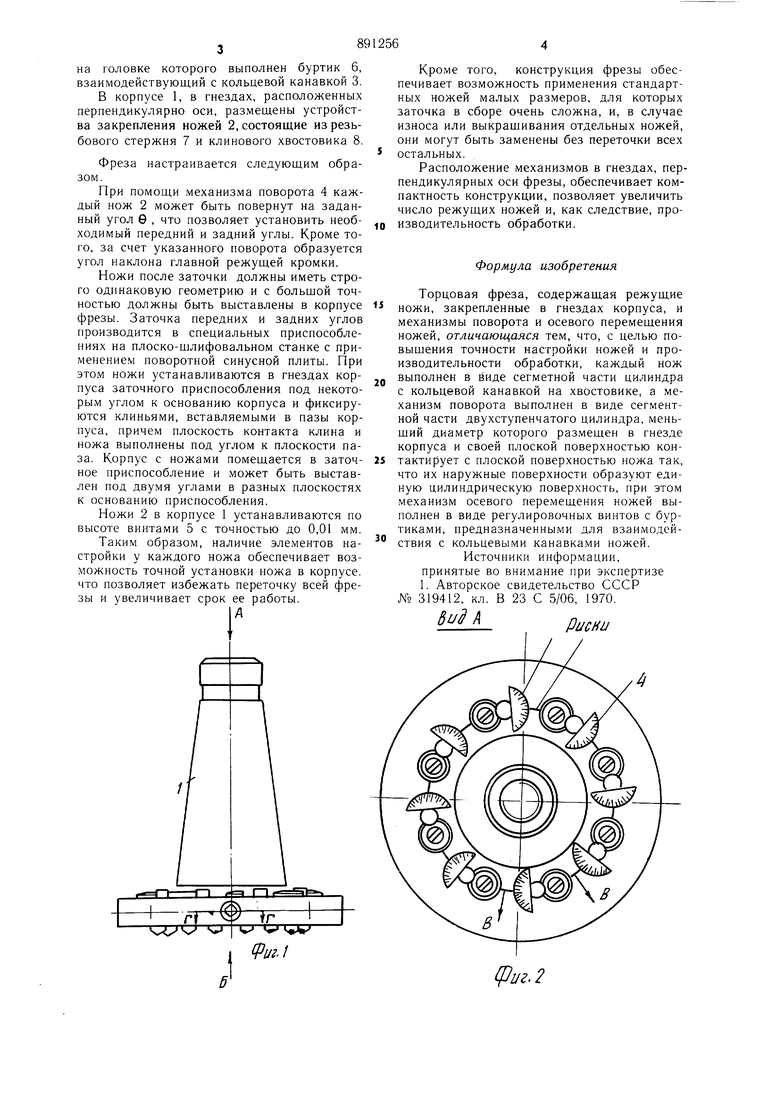
Изобретение относится к металлообработке, в частности к сборным инструментам с механическим креплением ножей. Известна торцовая фреза, содержащая режущие ножи, закрепленные в гнездах корпуса, и механизмы поворота и осевого перемещения ножей 1. Однако известная конструкция не обеспечивает точной настройки ножа в случае переточки ножа вне фрезы. Кроме того, конструктивно фреза способна разместить ограниченное количество ножей, что ведет к ограничению минутной подачи при обработке. Цель изобретения - повыщение точности настройки ножей и производительности обработки. Поставленная цель достигается тем, что каждый нож выполнен в виде сегментной части цилиндра с кольцевой канавкой на хвостовике, а механизм поворота выполнен в виде сегментной части двухступенчатого цилиндра, меньщий диаметр которого размещен в гнезде корпуса и своей плоской поверхностью контактирует с плоской поверхностью ножа так, что их наружные поверхности образуют единую цилиндрическую поверхность, при этом механизм осевого перемещения ножей выполнен в виде регулировочных винтов с буртиками, предназначенными для взаимодействия с кольцевыми канавками ножей. Па фиг. 1 изображена предлагаемая торцовая фреза; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 2; на фиг. 5 -сечение Г-Г на фиг. 1. Фреза содержит корпус 1, в гнездах которого размещены ножи 2, выполненные в виде сегментной части цилиндра с кольцевой канавкой 3 на хвостовике. В каждо.м из гнезд помещен механизм поворота 4 ножей 2, выполненный в виде сегментной части двухступенчатого цилиндра, контактирующего своей плоской поверхностью с плоской поверхностью ножа 2 так, что их наружные поверхности образуют единую цилиндрическую поверхность, а на больщем выступающем диаметре нанесена градуировка, выставляемая по круговой риске, нанесенной на торцовой поверхности корпуса 1. Параллельно с каждым ножом 2 помещен элемент настройки его по высоте, выполненный в виде регулировочного винта 5,
на головке которого выполнен буртик 6, взаимодействующий с кольцевой канавкой 3. В корпусе 1, в гнездах, расположенных перпендикулярно оси, размещены устройства закрепления ножей 2, состоящие из резьбового стержня 7 и клинового хвостовика 8.
Фреза настраивается следующим образом.
При помощи механизма поворота 4 каждый нож 2 может быть повернут на заданный угол 0 , что позволяет установить необходимый передний и задний углы. Кроме того, за счет указанного поворота образуется угол наклона главной режущей кромки.
Ножи после заточки должны иметь строго одинаковую геометрию и с больщой точностью должны быть выставлены в корпусе фрезы. Заточка передних и задних углов производится в специальных приспособлениях на плоско-шлифовальном станке с применением поворотной синусной плиты. При этом ножи устанавливаются в гнездах корпуса заточного приспособления под некоторым углом к основанию корпуса и фиксируются клиньями, вставляемыми в пазы корпуса, причем плоскость контакта клина и ножа выполнены под углом к плоскости лаза. Корпус с ножами помещается в заточное приспособление и может быть выставлен под двумя углами в разных плоскостях к основанию приспособления.
Ножи 2 в корпусе 1 устанавливаются по высоте винтами 5 с точностью до 0,01 мм.
Таким образом, наличие элементов настройки у каждого ножа обеспечивает возможность точной установки ножа в корпусе, что позволяет избежать переточку всей фрезы и увеличивает срок ее работы.
А
fc/
Кроме того, конструкция фрезы обеспечивает возможность применения стандартных ножей малых размеров, для которых заточка в сборе очень сложна, и, в случае износа или выкращивания отдельных ножей, они могут быть заменены без переточки всех
остальных.
Расположение механизмов в гнездах, перпендикулярных оси фрезы, обеспечивает компактность конструкции, позволяет увеличить число режущих ножей и, как следствие, производительность обработки.
Формула изобретения
Торцовая фреза, содержащая режущие ножи, закрепленные в гнездах корпуса, и механизмы поворота и осевого перемещения ножей, отличающаяся тем, что, с целью повыщения точности настройки ножей и производительности обработки, каждый нож выполнен в виде сегметной части цилиндра с кольцевой канавкой на хвостовике, а механизм поворота выполнен в виде сегментной части двухступенчатого цилиндра, меньщий диаметр которого размещен в гнезде корпуса и своей плоской поверхностью контактирует с плоской поверхностью ножа так, что их наружные поверхности образуют единую цилиндрическую поверхность, Г1ри этом механизм осевого перемещения ножей выполнен в виде регулировочных винтов с буртиками, предназначенными для взаимодействия с кольцевыми канавками ножей.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 319412, кл. В 23 С 5/06, 1970.
5и А
Рисни
фиг.
В-В noeepw ff
fu2.3
Фиг.
7 CPU2.5
