Изобретение относится к металлообработке, в частности к инструментам для обработки отверстий.
Целью изобретения является повьшение точности обрабатываемого отверстия за счет образования на обрабатьтаемой детали точной базовой поверхности для центрирования кольцевого сверла.
На чертеже изображено устройство для сверления кольцевых отверстий.
Устройство для сверления кольцевых отверстий состоит из кольцевого сверла 1, выполненного в виде трубы шлифованной по внутреннему диаметру и наружными стружкоотводящими канавками, в начале которых установлены режущие зубья. На противоположном конце кольцевого сверла 1 имеется поперечное отверстие, предназначенное для обеспечения осевой подачи
Дополнительный режущий элемент 2 представляет собой втулку, шлифованную по наружному и внутреннему диаметрам, один торец которой оснащен режущим зубом и затьшован по спирали, а на другом имеется паз для удержания от проворота под действием крутящего момента резания. Дополнительный режущий элемент 2 сопряжен по скользящей посадке с крль- ,цевым сверлом 1, а его внутренний диаметр выполнен таким, что обеспечено неподвижное соединение с корпусом вращающегося центра.
Передняя часть кольцевого свер- ,ла 1 опирается на дополнительный режущий элемент 2, не касаясь центро- в-альной шайбы 3, а в его хвостовую часть, запрессовано кольцо 4 для- скользящего сопряжения с пинолью 5, которая выдвинута на максимально допустимую длину из задней бабки 6, зажатой на станине. Резцедержатель 7 соединен с кольцевым сверлом 1 поводком. Вращающийся центр 8, на который напрессован дополнительный режущий элемент 2, прижимают центровалную шайбу 3 к обрабатываемой детали 9, в которой зубом дополнительного режущего элемента 2 предварительно прорезана кольцевая канавка, внут- gg ремещения, отличающееся
ренний диаметр которой является базовой поверхностью для центрирования, В головку корпуса вращающегося цен т- ра 8 вставлен упор -для удержания дотем, что,, с целью повьш1ения точност обрабатываемого отверстия, устройст во снабжено режущим элементом и цен ровальной шайбой, при этом режушдй
полнительного режущего элемента 2 проворота.
Работа предлагаемым сверлом происходит в следующей последовательности.
Кольцевое сверло 1 отодвигают вплотную к задней бабке 6 так, чтобы зуб дополнительного режущего элемента 2 выступал из кольцевого сверла .
на 5-10 мм. После этого заднюю бабку 6 подводят к обрабатываемой детали 9 так, чтобы вершина резца не касалась торцовой, поверхности при этом необходимо, чтобы острие центрирующего конуса вращающегося центра 8 находилось ниже вершины резца также, на 5-10 мм. Из этого исходного положения начинают прорезку центрирующей канавки, зажав на станине заднюю бабку 6 и подавая пиноль 5 в сторону обрабатываемой детали 9, вращаемой шпинделем станка. Подача производится винтом задней бабки. После образования канавки в обрабатываемой
детали 9 заднюю бабку 6 отодвигают вправо, чтобы между зубьями сверла и обрабатываемой деталью образовалось пространство для установки центровальной шайбы 3. Она напрессовывается на внутренний диаметр канавки. После этого задняя бабка 6 снова передвигается влево так, чтобы конус вращающегося центра 8 вошел в центровое отверстие центровальной
шайбы 3. В этом положении заднюю бабку 6 снова зажимают на станине и полностью выбирают все зазоры и люфты между вращающимся центром 8 и цент - ровальной шайбой 3, создавая жесткую
связь кольцевого сверла 1 и со станком, и с обрабатываемой деталью 9. . Только после этого резцедержатель 7 снова соединяют со сверлом и, включив вращение детали, сообщают сверлу
подачу S в направлении, указанном стрелкой.
Формула изобретен и я
Устройство цдя сверления кольцевых отверстий, состоящее из кольцевого сверла и -центрирующего элемента, установленного в кольцевом сверле с возможностью вращения и осевого петем, что,, с целью повьш1ения точности обрабатываемого отверстия, устройство снабжено режущим элементом и центровальной шайбой, при этом режушдй
31340927 .
элемент установлен между кольцевым ,шайба предназначена для взаимодейст- сверлом и центрирующим элементом с вия с центрирующим элементом и ба- возможностью осевого перемещения и зовой поверхностью, образованной ре- выполнен в виде втулки с одним режу- жущим элементом на обрабатьшаемой щим зубом на торце, а центровальня детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 2006 |
|
RU2336148C2 |
| Устройство для кольцевого сверления | 1981 |
|
SU984709A1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| СПОСОБ СКОРОСТНОГО СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534176C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СПОСОБ ОБРАБОТКИ ШЛИФОВАНИЕМ КОНСТРУКТИВНОГО ЭЛЕМЕНТА МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2446037C2 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2094176C1 |
| Полое сверло для сверления глубоких отверстий в эластичных материалах | 1981 |
|
SU975424A1 |
| Устройство для комбинированной обработки цилиндрических поверхностей | 1989 |
|
SU1639940A1 |
| Установка для резки рулонных материалов | 2020 |
|
RU2734212C1 |
Изобретение относится к металлообработке , в частности к инструментам для обработки отверстий. Целью изобретения является повьшение точности обрабатьшаемого отверстия, что достигается за счет образования на обрабатываемой детали точной базовой поверхности для центрирования кольцевого сверла. Кольцевое сверло 1 опирается на дополнительный режущий элемент 2, а в его хвостовую часть запрессовано кольцо 4 для скользящего соединения с пинолью 5, которая выдвинута из задней бабки 6, закрепленной на станине. Резцедержатель 7 соединен с кольцевым сверлом 1 поводком. Вращающийся центр 8, на который напрессован дополнительный режущий элемент 2, прижимает центровальную шайбу 3 к обрабатываемой детали 9, в которой зубом дополнительного режущего элемента 2 предварительно прорезана кольцевая канавка, внутренний диаметр которой является базовой поверхностью для центрирования. 1 ил. СЛ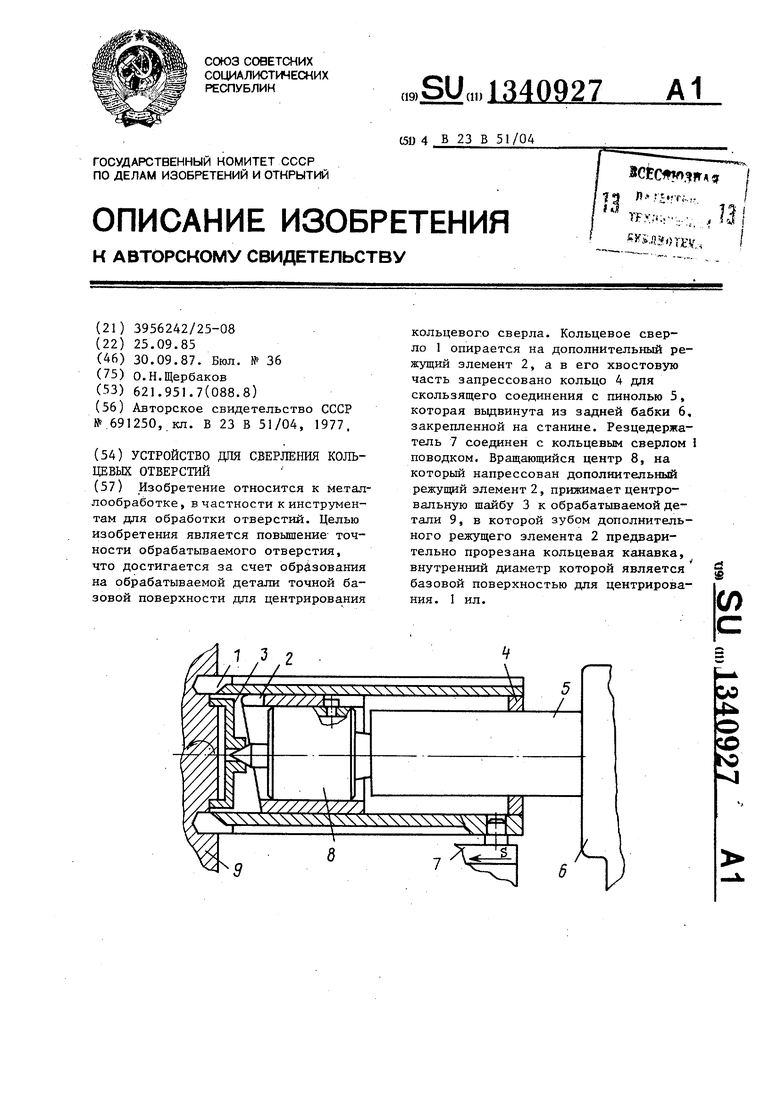

| Сверло кольцевое | 1977 |
|
SU691250A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
