Пофедством предлагаемой формы имеется в виду достигнуть устранения существующих недостатков при отливке изложниц, повышения производительности и качества и снижения себестоимости..
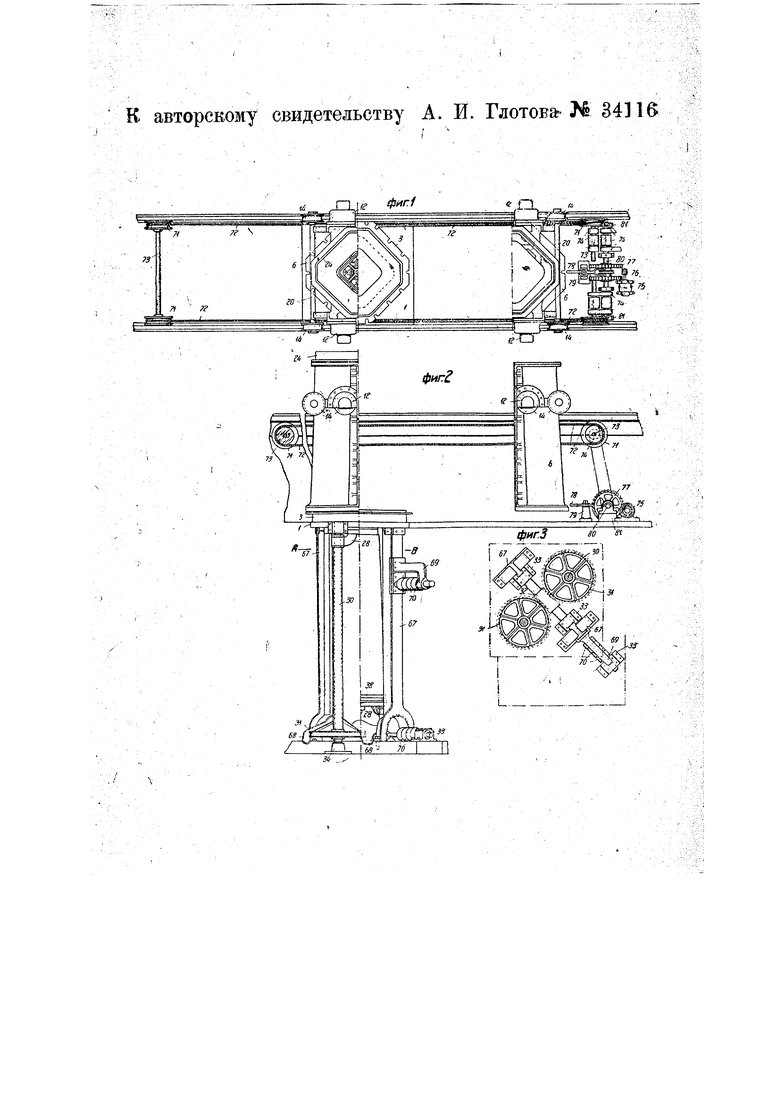
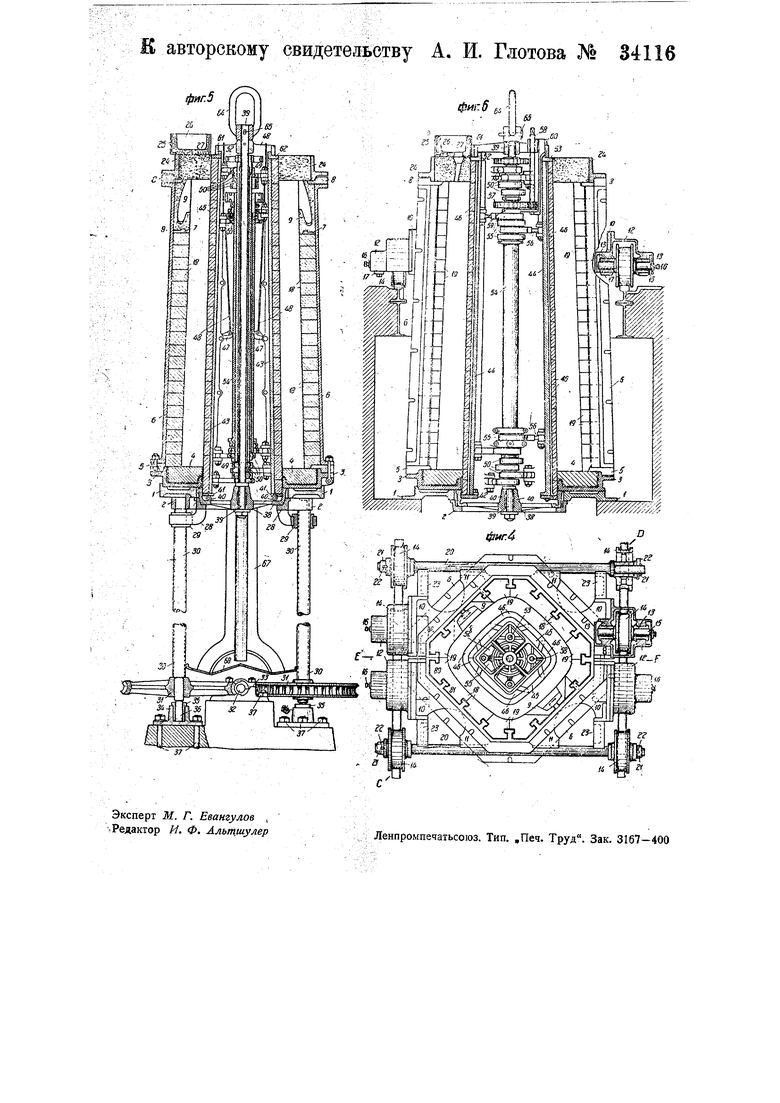
На чертеже фиг. 1 изображает вид футерованной кирпичем формы сверху; фиг. 2-то же, вид сбоку; фиг. 3-то же, разрез по линии АБ на фиг. 2, фиг. 4- вид кирпичной постоянной формы сверху; фиг. 5-то же, разрез по линии СД на фиг. 4, и фиг. б-разрез по линии ЕР на фиг. 4.
Предлагаемая форма для отливки изложниц состоит из стальных кожухов, изготовленных из четырех частей; нижний кожух 5 имеет в середине сквозное отверстие, точно соответствующее периметру нижней части 1рищки; от этого отверстия нижний кожук набирается на ребро шамотным кирпичем 4 р притык с заливкой жидким раствором с точной пригонкой верхней поверхности кирпича под линейку с верхним кантом замка нижнего кожуха; этому замку точно соответствует обратный замок в среднем кожухе. Нижний кожух 5 становится на укрепленный поддон / с отверстием для свободного пропуска шишки и прочно с ним скрепляется; по наружному борту нижнего кЬжуха имеются выемки с ребрами, где закреплены поворотные болты
для быстрого скрепления и раскрепления со средним кожухом.
Средний кожух, литой, стальной и высотой, равной высоте изложницы, состоит из двух кожухов 6 G разъемом по диагонали и имеет по краям строганый замок, а с боков,соответствующие ушки для быстрого скрепления и раскрепления. Каждый кожух имеет приливы 10 для привертывания подшипников 12 передних колес 14 и приливы 11 для прикрепления оси 20 задних колес 14; каждая половинка кожуха 6 ставится на рельсы, проложенные вдоль краев канавы и с помощью прикрепленных к кожухам 6 тросов 72, перекинутых через ролики 7/ на осях 73 посредством шкивов 74, мотором 75 через передаточные шестерни 77 и 76, кожухи могут откатываться друг от друга или при сборке прикатываться друг к другу, осуществляя задний и передний ход фрикционной муфтой посредством вилки 78 для перевода на стойке 79; при сборке кожухи 6 должны встать замком в замок нижнего кожуха, после чего они прикрепляются болтами. Внутри половинки кожухов 6 устроены следующим образом. Во всю высоту среднего кожуха сделаны таврообразные приливы 81, а по краям-полутаврообразные приливы 80; /между этими приливами вдвигаются н шамотные кирпичи-средний 18 и угловой 19. По краям прилегания кирпича друг к другу прозоров не должно быть и они плотно присоединяются на сухих наждачных кругах или /песочных точилах, а швы заливаются жидкой шамотной массой; наружная часть кирпичей точно соответствует пе риметру наружной поверхности излож.ницы; так как наружная поверхность изложницы имеет форму усеченной пирамиды, то такому же профилю соответствует внутренняя поверхность средних кожухов и приливы 80 и 81 не идут параллельно друг другу, а под некоторым углом, суживаясь вверху, причем кирпичи для них будут двух типов: средний 18 и угловой 19. Изготовляется . кирпич следующим образом: к верхней и нижней поверхности кирпича наружная стенка и стенка к кожуху располагаются с некоторым уклоном; торцевые части с выемками для пазов также будут под углом к верху и, так как, чем выше кверху, тем по размеру кирпич должен быть меньше, то для изготовления кирпича в ящике формы одна торцевая стенка его подвижна и передвигается на определенную точно вычисленную по уклону величину для каждого ряда, так что, уложив кирпичи на ряд, стенку передвигают на указанную величину и формуют следующий ряд, ставя на них номер ряда, затем опять сдвигают на указанную величину и формуют следующий ряд и т. д. Изготовленный кирпич тщательно сушится и хорошо до полного спекания обжигается. Средняя форма набирается снизу вверх по рядам, самый верхний ряд кирпича имеет на верхней поверхности паз 25 X Х50л(к, в который входит закрепляющая сверху кирпич планка 8, на которой имеется замок для направления верхнего кожуха и планка 7 для закрепления под шищной. Нижний ряд кирпича также имеет паз, равный 25X50 , в который входит закрепляюц;ая его планка 5 с замком для нижней опоки. В верхней части середина каждой стороны кожуха остается не заполненной кирпичам,а вставляется каждый раз новая земляная шишка 9 для образования ушков для подъема изложницы а с двух других сторон- земляные шишки с трафаретами фирмы, завода и номера изложницы и таблицы для отметки стойкости изложницы.
Зерхняя опока 24, литая, стальная с отверстием в середине для пропуска верхней части шишки. Опока сделана с соответствующим устройством сверху, литниками 27 и приемной для. металла воронкой 26; верхняя опока скрепляется с средней болтами.
Шишка устроена спедующиг образом. Под поддоном / в приямке ходит подвижная рама 28 шишки с двумя кронштейнами для бронзовых гаек 29- к ходовьт винтам 30 и, два направляющих кррнштейна , к стенкам 67 для правильного спуска и подъема шишки; в раму 2 плотно входит и скрепляется с ней поддон 5(5 шишки, который входит свободно в среднее отверстие поддона /. Гайки 29 навернуты на ходовые винты 50, причем гайки 29 вставлены в кронштейны рамы 28. Внизу ходовых винтов 30, надеты червячные колеса 31, сцепленное с червяком 32, который вращаетзся от мотора через передачу шкивов с перекрестными ремнями для обратного хода. Для предохранения на случай прорыва металла к шишке, чтобы не залить червяка 32 и червячных колес 31, над ними поставлена укрепленная на стойках 67 предохранительная плита 68 с четырьмя стоками по углам.
.Под червячными , колесами ходовые винты 30 имеют цапфы, входящие в под-, пятники 34. В раму 25 вставляется и с ней скрепляется поддон 5 шишки, имеющий среднюю центровую коническую втулку, для центрового вала 39. Каркас шишки, стальной, литой состоит из четырех одинаковых угловых частей 43 и четырех частей 44. С боков нЬ всю .высоту шишки эти части имеют борта, между которыми своими пазами вдвигаются соответствующего профиля шамотный кирпич 5 для среднихчастей н46-для угловых частей, причем в угловые части идут в ряд дйа кирпича правый и левый. Принцип изготовления кирпича, в виду специальных косых профилей, остается тот же, ,как для формы наружной изложницы и для изготовления кирпича необходимы два формовочных ящика с подвижной торцевой стенкой у каждого ящика с одной стороны, для уменьшения кирпича в каждом вышеле}1кащйм ряду. К верхним частям каждого каркаса привертываются закрепляющие планки 62
для средних и 63-для угловых частей. Для эластичности ,по низу пазов прокладываются с пробитыми отверст:иями для выхода газа асбестовые полосы. Плоскости соединения средних частей t угловыми внутри шишки составляют 60,° что дает возможность пвсле заливки и некоторого остывания металла постепенно средние части отводить внутрь шишки, создавая возможность свободной усадки И|;.угловых частей.
Поверхности соприкосновения средних и угловых частей по всей высоте шишки выравниваются на наждачных кругах под динейку и плотно притираются друг к другу для возможно меньшего образования наружных швов; по наборке полностью каждого каркаса шишки кирпичам последний закрепляется планками 41 для средних частей, 42-для 5 гловых, с вставленными в прилитые ушки роликами 40, которыми ставится каждая часть на поддон 38 и по спицам поддона эти части на роликах более легко передвигаются к центру вала и обратно. Каркасы средних частей шишки, внутри шишки сверху и снизу, имеют приливы, в которые на ось вставлена головка шатуна. Головка на круглой части имеет нарезку, которой ввертывается в соответствующее нарезанное отверстие в эксцентрике 50, для регулирования длины шатуна; чЭксцентрики 50 на шпонках надеты на пустотелый вал 49, который свободно надет на вал 39. Как вверху, так и внизу вала 49 надеты по четыре эксцентрика 50, 11ричем эксцентрики , каждой средней части смещены против следующего эксцентрика средней части на 90°, чтобы при поворотах вала 49 в ту или другую сторону, производимых посредством шестерни 52, сцепляющейся с малой шестерней .55, на оси, на квадратную, головку которой надевается маховик, можно было бы средние части отводить ,внутрь или обратно вдвигать между углами на место. Аналогично устроено и отодвигание угловых каркасов шишки: они также имеют вверху и внизу прилитые ушки на осях, в которые вставлень ..головки шатунов с нарезными концами; последними они ввертываются для регулировки длины в соответствующие нарезйыё отверстия эксцентриков 55Последние по четыре штуки надеты
вверху и внизу на пустотелый вал 54, который свободно надет на вал 49. Пара эксцентриков каждой угловой части смещена на валу на 90° против эксцентриков угловой следующей части, чтобы при поворотах вала 54 все угловые части сразу или отодвигались внутрь шишки, или сдвигались. Для поворотов вала 54 наверху его на шпонках закреплена большая шестерня 57, которая сцепляется с малой шестерней 5, .ось этой шестерни опирается на поддержки 59 и 60, прикрепленные к верхней опорной рамке 67; через втулку ось проходит выше и на квадратную головку ее надевается маховик для поворотов в ту или другую сторону вала 54.
Верхние закрепляющие кирпи- и планки 62 и 63 имеют выступы, которыми упираются в соответствующий край верхней опорной рамки 67, надетой на вал 39, а нижние закрепляющие кирпич планки 47 и 42 упираются в край поддона.5 шишки и при раздвигании частей шишки дают возможность устанавливать постоянные размеры шишки. Крепление-средней части шишки производится защелками 47 с тягами 48. При износе и поломке кирпича уШИШКИ ее приходится заменять новой; для этого на вал 5Р надевается ушко 64 и скрепляется С ним клином 65. После тщательной пригонки под линейку соединительных вертикальных швов и прилегания средних кожухов 43 с угловыми кожухами 44 каркасы устанавливаются на поддоны 38, где на центральный вал 39 надеты валы 49, и 54 со всеми зксцентриками и шестернями и головками шатунов, каждая из которых вводится в места между уц|ками и осбю крепится к своему каркасу; затем проверяют плотность прилегания планок 41 42 к поддону 38, а планок 62 и 63-к верхней опорной раме 61. После пригонки и установки всех.частей, проверяется и пригоняется наружная кирпичная поверхность шишки с помощью наждачного или кирпичного камня по .шаблонам верхнего и нижнего периметра шишки и линейки во всей высоте, сгла живая камнем все неровности и выступы кирпича; все имеющиеся швы или углубления затираются шамотной :массой; проверенная и законченная шишрггг ставится в нижнюю раму 28 и крепится к ней.
Параллельно пути на небольшом расстоянии проходят в канаве два узкоколейных пути до места обрубки; по этим путям двигаются вагонетки с футерованными внутри кирпичем железными колодцами по размерам отливаемой изложницы с раскрывающейся сверху футерованной крышкой. Через эту крышку отлитая изложница краном опускается в колодец для медленного остывания.
Посредством мотора через передаточные шкивы приводится во вращение червяк 32, который приводит посредством червячных колес 57 во вращение ходовые, винты 30, которые, с своей стороны, ввинчиваясь в гайки 29, заставляют подниматься по направляющим стойкам 67 нижнюкЬ раму 28, вcfлeдcтвиe чего шишка поднимается вверх через отверстие в фундаментной плите и нижнем поддоне формы.
Маховик надевается на квадратную головку оси малой шестерни 58 и поворот его через шестерню 5 приводит во вращение шестерню 57 и вал 54 с эксцентриками 55, которые поставят угловые части на место, и нижние закрепляющие планки 42 упрутся в край поддона 38. Верхние закрепляющие планки 63 своими выступами упрутся в край верхней рамки 57; затем маховик переносят, на квадратную головку оси малой шестерни 53 и, вращая ее, заставляют поворачиваться большую шестерню 52 и пустотелый вал 49 и эксцентрики 50. Средние части шишки располагают между угловыми частями jgo упора внизу планками 4f в край поддона 3S, а вверху- планками 62 в край опорной рамки 6L Далее осматривается наружная поверхность шишки, плотность швов между средними и угловыми частями и плотность прилегания частей шишки к кирпичу 4 нижнего поддона кожуха; все замеченные недостатки устраняются посредством замазывания шамотной массой как на шишк§, так и на самом поддоне; из пульверизатора как шишка, так и поддон окрашиваются графитными чернилами и пока форма тепла-приглаживаются гладилками. Для большей прочности и для того, чтобы металл не сжал шишки и не пошел в вертикальный шов между средними и угловыми частями от средних частей 43 отпускаются посредством гяг 48 распорные защелки 7 центровому валу 54, прочно заклинивая шишку во время .заливки. Также осма триваются обе половцнки средних кожухов 6, замеченные дефекты исправляются шамотной массой и кожухи окрашиваются графитнь1ми чернилами. В месте для ушков ставится готовая земляная шишка 9, наперекрест ставится такая же земляная шишка с номером изложницы, фирмой завода и таблицей для отметки числа отлитых слитков.
Мотором 75 приводится во вращение ось 73 роликов 77, через шестерни 76 и 77 и шкивы 7, благодаря чему тросами 72 о0е половинки кожухов 6 подводятся к нижнему кожуху и шишке, встают замками в замок поддона и должны плотно прилегать друг к другу.
Набитая с литниками верхняя опока 24 берется краном и накладывается замком в замок кожуха 6, крепится болтами, сверху ставится литниковая коробка 25 с литниковой воронкой 26. Краном подводится с готовым металлом ковш и через воронку 26 и литники 27 форма наполняется металлом, после чего ковш отг водят. Выжидают, пока металл не застынет в литниках и воронке, которые затем сламывают и убирают, и через некоторое время наблюдают, чтобы началось застывание около краев форм. Посредством тяг 48 поднимают защелку 47j, на ось шестерни 53 надевают маховик, поворотом которого начинают через передачу 52 и эксцентрик 50 отводить средние части 43, затем маховик 66 перекладывают на головку оси шестерни 58 и поворотом через шестерню 57 и эксцентрик 55 нейного отводят также угловые части 44; затем опять маховик перекладывают на ось 53 и отводят средние части, а затем угловые, продолжая так попеременно сводить футерованные части. Когда будет заметно, что кирпич уже отошел от горячего металла, снимают верхнюю опоку 24, раскрепляют болты вертикальных швов кожухов 6 и также от нижнего поддона; мотором посредством червячной передали 32 и 57 и ходовых винтов 30 вся шишка на раме 28 опускается вниз. Посредством двигателя 75 и шестерни 76 и 77, шкивов 74, роликов 77, тросов.72 половинки кожухов 6 отодвигаются по рельсам
друг от друга. Далее кожухи, на роддоне особыми хомутами краном переносятся в футерованный колодец, крышка которого закрывается для медленного остывания изложниц, и вагонетка с ней отводится в отрубную, для подчистки, осмотра и сдачи.
Опущенная шишка посредством мотора через червячную передачу 32, 31 и ходовые винты 30 поднимается вверх, маховиком 66 через шестерни 5 и 57 части 44 ставятся на место, а затем маховик перекладывается на передачу шестерни 53 и 52, вдвигаются плотно между ними средние части 43 и закладываются защелки 47 тягами 48 для большей прочности шишки во время заливки.
Снаружи вся шищка тщательно осматривается, все замеченные дефекты в неплотности щвов вертикальных или с нижним поддоном устраняются, шишка из пульверизатора окрашивается чернилами, проглаживается, отодвинутые в канале средние половинки кожухов 6 осматриваются, исправляются, ставятся шишки 9 для образования ушков и трафаретов, окрашиваются из пульверизатора чернилами и мотором 75 через передаточные шестерни 75 и 77 и UIKHB 74 роликами 71 и тросами 72 надвига|6тся замком на нижний поддон и плотно друг к другу крепятся по вертикальным швам и нижнему поддону болтами. Краном сверху накрывается в замок верхняя опока 24, крепится болтами по верхнему канату, на нее ставится литниковая коробка 25 с воронкой, и форма готова для вторичной заливки. Таким образом,
в одну и ту же форму в течение суток, может производиться отливка несколько раз, для больших изложниц для слитков 5-5,5 тонн промежуток между заливками одной изложницы до другой будет около двух часов, при двухсменной работе вагранок можно будет на одноместном станке отлить до 7-8 штук изложниц при трехсменной работе до 10 штук. Кирпич, предназначенный для формы и для шишки, должен быть изготовлен из шамота и обожжен при температуре 1350-1400°.
Предмет изобретения.
1.Форма для отливки излоя иц, отличающаяся тем, что она состоит из металлических кожухов 6, 43, 44, снабженных Т-образными выступами и ребордами для фасонных кирпичей 18, 19, 46, 45 (фиг. 4, 5, б).
2.Вироизменение формы по п. 1, отличаю1 еся тем, что нржух 6 состоит из двух частей, раздвигаемых на колесах 14 при помощи тросов 72 (фиг. 1, 2, 3).
3.Видоизменение формы поп. 1, отличающееся тем, что ее сердечник состоит из нескольких секторов, сдвигаемых внутрь при помощи эксцентриков 50, 55, поворачиваемых осью 54 (фиг. 4, 5, 6).
, 4. Видоизменение формы поп. 1, отличающееся тем, что ее сердечник сделан опускным при помощи винтов 30, приводимых во вращение отобщего привода 32.
5ьа1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разливки стали из мартеновских печей | 1931 |
|
SU32100A1 |
| Съемный свод для пламенных печей | 1930 |
|
SU23423A1 |
| Центробежная машина для отливки труб | 1935 |
|
SU46682A1 |
| Машина для центробежной отливки пустотелых металлических предметов заливкой расплавленного металла во вращающуюся наклоняемую форму | 1925 |
|
SU7439A1 |
| Приспособление к швейной машине для пришивки, например, ушков к голенищам | 1953 |
|
SU98478A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2146010C1 |
| Глуходонная сифонная изложница | 1991 |
|
SU1803253A1 |
| ЭКСЦЕНТРИКОВЫЙ ФИКСАТОР ПРИСПОСОБЛЕНИЯ ДЛЯ ПРОВОРАЧИВАНИЯ КОЛЕНЧАТОГО ВАЛА | 2020 |
|
RU2760883C1 |
| Машина для разделки рыбы | 1932 |
|
SU39945A1 |
| Гидравлическое устройство для растягивания и прессования валеной обуви | 1930 |
|
SU19788A1 |