Разливка стали ка слитки из мартеновских печей производится в круглых конусообразных ковшах, перевозимых механически тележками, которые или двигаются по рельсам, преложенным по краям разливной канавы, в которой установлены изложницы для отливки слитков, или подвешиваются к мостовым кранам, которые двигаются вверху здания по проложенным по колоннам для этой цели подкрановым балкам и рельсам. С увеличением емкости мартеновских печей и при разливке всей плавка одним ковшом при печах вместимостью 150 тонн стали ковши достигают размеров до 3 ж в диаметре и 3,5 м высотой, что создает огромные давления и скорость вытекающей струи стали через шамотный стакан в дне ковша; разливка такой массы стали через одну выпускную пробку требует до часа времени и для ускорения разливки приходится ставить а ковшразливной стакан диаметром до 50-55 злм разливка через такое отверстие не благоприятна для качества слитка; пробка и стакан в ковше, находясь продолжительное время в такой массе расплавленной стали, под сильным давлением с большой ско349
ростью истечения струи, разъедается благодаря чему нарушается правильная разливка, что влечет за собой большие потери металла, брак слитков, изложниц и т. п., с авариями механизмов и оборудования и с несчастными случаями с работаюш;ими. Выпуск всей стали и шлаков в ковш дает бурление и перемешивание стали со шлаками, не все шлаковые включения успевают выделиться, вследствие чего они попадают в слиток, а затем в изделия, понижая их качество.
Посредством предлагаемого устройства для разливки стали из мартеновских печей имеется в виду достигнуть устранения вышеуказанных дефектов.
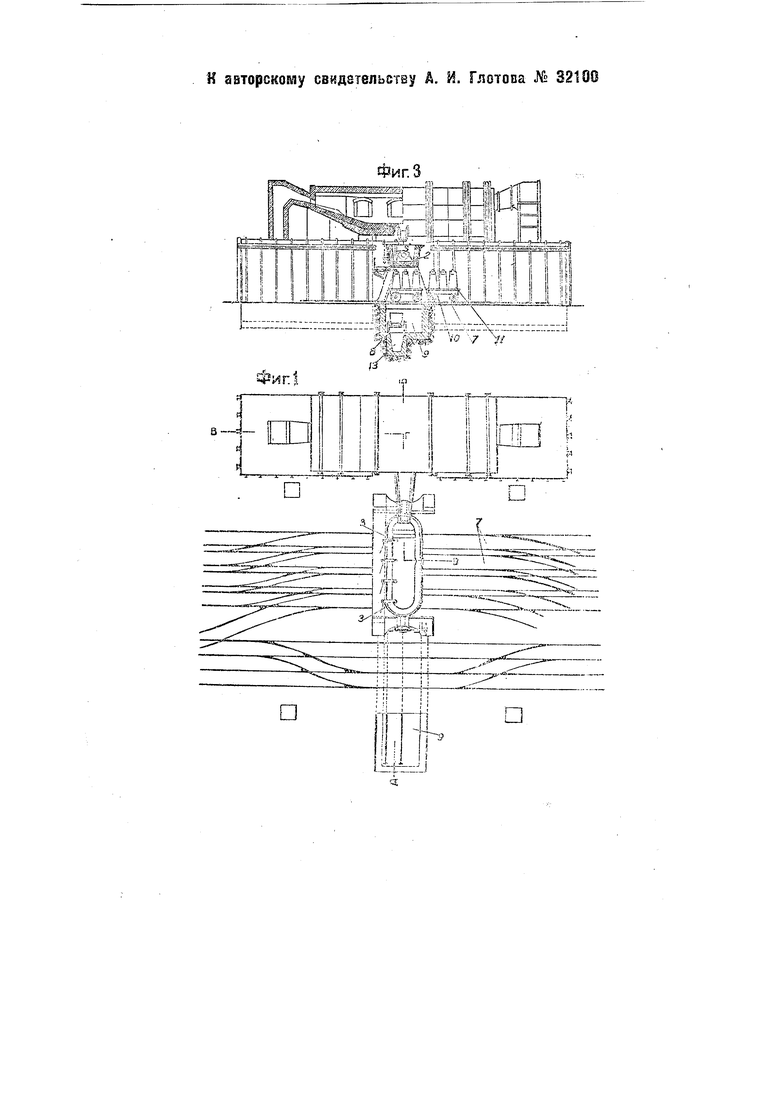
На чертеже фиг. 1 изображает видц, устройства сверху; фиг. 2-разрез по линии АБ на фйг. 1; фиг. 3-разрез по линии BFD на фиг. 1 и фиг. 4--6-детали устройства.
Предлагаемое устройство для разливки стали из мартеновских печей состоит из расположенного на цапфах в постаменте под желобом печи разливного ковша 2, на задней цапфе которого налета шестерня, сцепленная с поворотным механизмом. Ковш делается от li/2 до 2 ж
высоты, шириной до л1 и длиной, в зависимости от емкости печи; по одному краю длинной стороны ковша ставятся несколько выпускных пробок 3; в 1-F/2 метрах от края на приемном конце ковша помещают кирпи.чную съемную перегородку 4, наклонно вставляемую в ковш; внизу эта перегородка миллиметров на 200 не доходит до низа ковша, образуя поперек ковша щель 5 для прохода стали; вверху же ка уровне стали, с боков, перегородка имеет окна 6 для прохода стали и, главным образом, шлака. При износе эту перегородку свободно вынимают и заменяют новой. Дно ковша делается не горизонтальным, а с некоторым небольшим уклоном в сторону печи для стока остатков стали и шлака в одно место. Под ковшом, против центра каждой пробки, вдоль литейного двора проложегзы рельсойые пути 7, по которым передвигаются тележки 10, с установленны 1И на них изложницами // или с сифонными группами, в зависимости от способа заливки. Необходимо, чтобы изложницы и литники сифонов свободно проходили под ковшом, что регулируется высотой ковша и опусканием или подниманием путей. По каждому пути тележки передвигаются самостоятельно, независимо от других тележек на других путях. После заливки тележки по передаточным путям собираются на один путь и подаются в разборное отделение для снятия изложниц и слитков. Вверху, снаружи ковша, с обеих длинных сторон приклепаны кольца, по четыре штуки с каждой стороны, с помош;ью которых пустой ковш саимается краном с постаментов для замены новым и переносится на место ремонта ковшей. По линии запоров поперек здания под рельсовыми путями идет канава 9 метра два шириной и такой же высоты; по дну этой канавы проложен против центра пробок рельсовый путь 8, по которому двигаются на тележках коробки 12 для сливки стали или шлака; между путями против каждой пробка делаются футерованным кирпичом конусообразные ямы J3 для сливк. остатков стали и шлака. Между тележек имеются люки, которые во время разливки шлака должны быть открыты. Сбоку ковша, со стороны пробок, на кронштейнах от постаментов сделана площадка, с которой производится разливка стали.
Разливка стали производится следующим способом. Принятым на заводе способом выпускают из мартеновской печи готовую плавку, которая по жолобу сходит в переднюю часть ковша перед пе- регородкой 4, и все бурление происходит в этой части ковша, где пока и за/; ерживаются шлаки, а нижней щелыб - 5 сталь разливается по всему ковшу за перегородкой, выделяя все газы и отстаиваясь от шлаковых включений по мере наполнения ковша; когда уровень подойдет к верхним боковым окнам 6 в перегородке 4, то жидкие шлаки через эти окна будут проходить во вторую половину ковша, покрывая сверху сталь, не производя большого бурления и смешивания с ней; выделение газов, а также всплызание шлаковых включений будет происходить энергичнее, чем обычно, в виду большой поверхности ковша. Наличие нескольких пробок устраняет в большой степени плохую разливку плавки, а поэтому сталь можно некоторое вреа5Я выдержать в ковше и затем приступить к разливке, начиная с задней от печи пробки и переходя постепенно к разливке следующими пробками; по нзполненни изложницы или сифона на каждом пути по сигналу тележку передвигают, подводя под пробку следующую изложницу или сифон. Когда разливка подходит к.концу, то начинают прекращать заливку, начиная с первой пробки и последовательно закрывая остальные с таким расчетом, чтобы не заливать изложниц шлаком, за исключением последней пробки, через которую выпускают сталь до конца и шлак спускают в коробки. Предмет изобретения,
1.Устройство для разливки стали из мартеновских печей, отлкчажщебся применением корытообразного когзша 2, расположенного на цаафах под жолобом печи и снабженного несколькими выпускными пробками 3, под каждой из которых под ковшом проложен рельсовый путь для тележек с изложницами 11 или с сифонными группами.
2.Форма выполнения ковша, указанного в п. I, отличашщ яся применением съемной перегородки 4 на приемном конце козша.
ijLL
Фиг
Фиг.З
./ ..
1 №«|ГПП П
Г in г i
№АМ Им ,..,
/;Lj -J44- -i--4 i ii i ;i|
laZ ilLJL „.. i.J. Jl J: I; i
iiT r-iiv
::| и ,
p

| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| СПОСОБ РАСКИСЛЕНИЯ СПОКОЙНОЙ СТАЛИ | 1997 |
|
RU2111263C1 |
| Экзотермическая шлакообразующая смесь для разливки металла | 1975 |
|
SU551117A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ ОТЛИВКИ СЛИТКОВ | 2001 |
|
RU2206429C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| Ковш для разливки металла | 1938 |
|
SU54175A1 |
| Способ обработки металла в ковше | 1991 |
|
SU1792433A3 |
| Способ сифонной разливки стали | 1988 |
|
SU1538987A1 |
| Способ сифонной разливки стали | 1989 |
|
SU1688972A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО И СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2137844C1 |

pKj-iHn
,ПЛ
I ---;; :
h--T-i

