Изобретение относится к термообработке железобетонных изделий сложной конфигурации, преимущественно пролетных строений мостов.
Ввиду низкого коэффициента использования объема пропарочных камер термообработку таких изделий целесообразно проводить в термоформах путем контактного нагрева с последующей изотермической выдержкой. Недостатком известного способа является образование трещин в изделии, возникающих вследствие разницы в температурных деформациях бетона и металла термоформы.
Предлагаемый способ исключает возможность образования трещин, сокращает время термообработки изделия и отличается от известных тем, что изотермическую выдержку осуществляют контактным прогревом при температуре 35-40°С, а после набора изделием распалубочной прочности образуют воздущный зазор между элементами формы и изделием в пределах 2-10 мм и осуществляют радиационно-конвективный прогрев изделия при температуре 85-95°С.
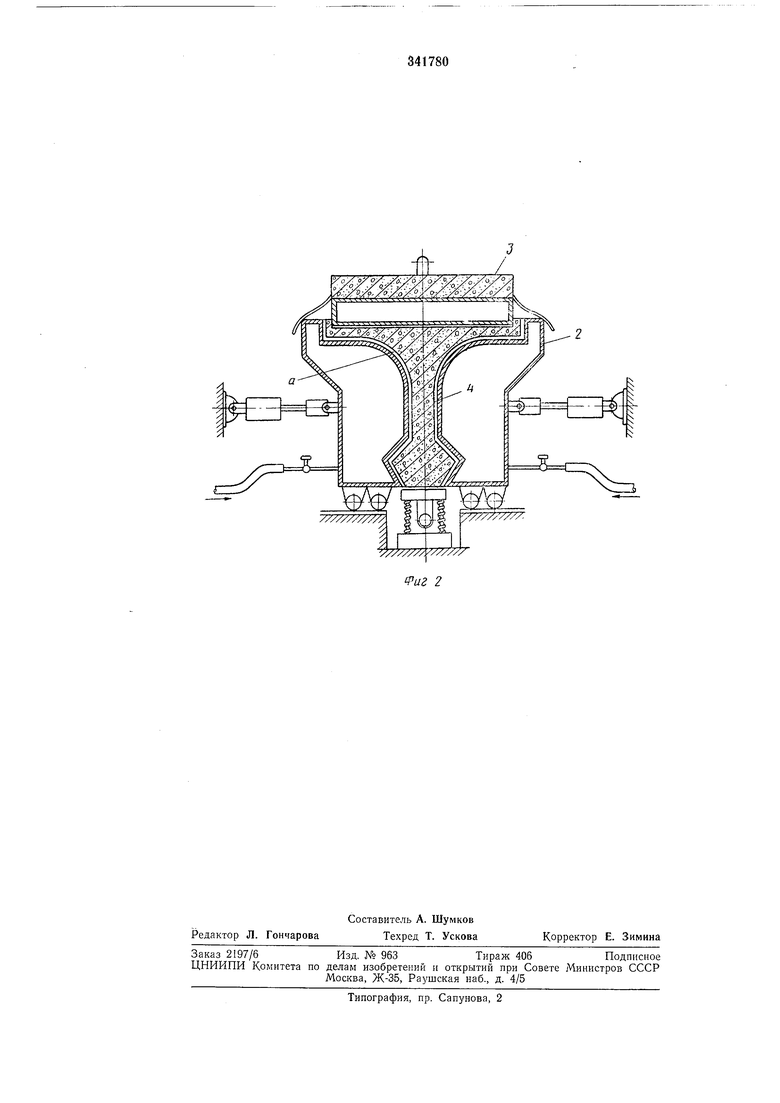
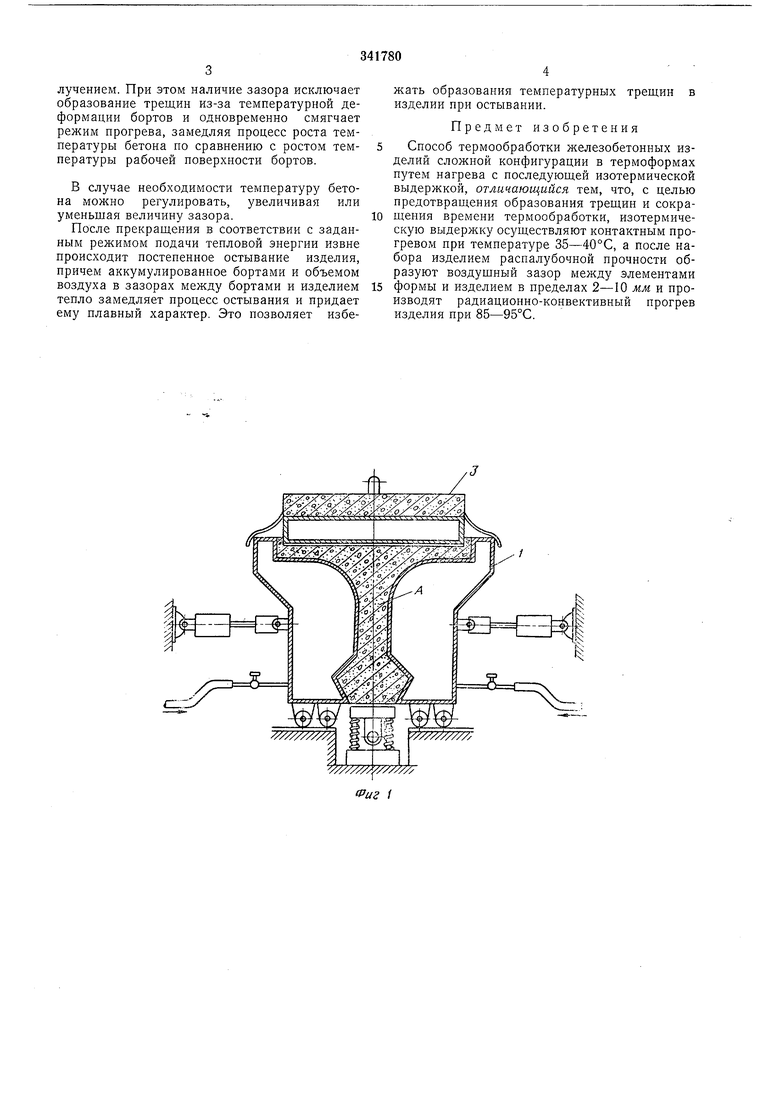
Па фиг. 1 схематично изображено изделие в термоформе со сдвинутыми бортами (первая стадия прогрева); на фиг. 2 - то же, при раздвинутых на заданное расстояние бортах.
Смазанная и укомплектованная термоформа 1 предварительно разогревается до температуры 35-40°С посредством, например, пуска пара в полость паровых рубащек бортов 2.
В термоформу укладывают бетонную смесь А и уплотняют ее. Во избежание теплопотерь и пересыхания бетона в процессе прогрева форму накрывают полимерной пленкой,
брезентом, либо укладывают на бетон пригруз 3.
Производят изотермический прогрев изделия 4 при температуре 40°С. Продолжительность прогрева равна периоду схватывания цемента в данных условиях. Проведенные исследования доказывают, что при контактном прогреве с температурой 35-40°С трещины в бетоне не образуются. Кроме того, температурные деформации термоформы в этом случае завершаются в период ее предварительного разогрева и в дальнейщем отсутствуют, так как температура постоянна.
Далее борта термоформы с помощью известного механизма отрывают от изделия и
раздвигают так, что между ними и изделием образуется зазор а размером 2-10 мм.
Затем температура рабочей поверхности термоформы постепенно поднимается до 85- 95°С. Перенос тепла от бортов формы к излучением. При этом наличие зазора исключает образование трещин из-за температурной деформации бортов и одновременно смягчает режим прогрева, замедляя процесс роста температуры бетона по сравнению с ростом температуры рабочей поверхности бортов.
В случае необходимости температуру бетона можно регулировать, увеличивая или уменьшая величину зазора.
После прекращения в соответствии с заданным режимом подачи тепловой энергии извне происходит постепенное остывание изделия, причем аккумулированное бортами и объемом воздуха в зазорах между бортами и изделием тепло замедляет процесс остывания и придает ему плавный характер. Это позволяет избежать образования температурных трещин в изделии при остывании.
Предмет изобретения
Способ термообработки железобетонных изделий сложной конфигурации в термоформах путем нагрева с последующей изотермической выдержкой, отличающийся тем, что, с целью предотвращения образования трещин и сокращения времени термообработки, изотермическую выдержку осуществляют контактным прогревом при температуре 35-40°С, а после набора изделием распалубочной прочности образуют воздущный зазор между элементами формы и изделием в пределах 2-10 мм и производят радиационно-конвективный прогрев изделия при 85-95°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловлажностной обработки бетонных изделий в термоформах | 1976 |
|
SU620463A1 |
| ТЕРМОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111855C1 |
| СТЕНДОВО-ПОТОЧНЫЙ СПОСОБ ПРОИЗВОДСТВА ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2115550C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТЯЖЕЛОГО БЕТОНА | 1991 |
|
RU2028996C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ ЗДАНИЙ В ЗИМНЕЕ ВРЕМЯ | 2007 |
|
RU2364690C2 |
| Способ тепловлажностной обработкибЕТОННыХ издЕлий | 1979 |
|
SU850632A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2618003C1 |
| ЦЕХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2138392C1 |
| ЗАВОД ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2121920C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2400455C1 |