(54) СПОСОБ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ БЕТОННЫХ ИЗДЕЛИЙ В ТЕРМОФОРМАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| "Способ изготовления бетонных лотков для ирригационных систем | 1976 |
|
SU626083A1 |
| Способ тепловлажностной обработки бетонных изделий | 1977 |
|
SU663687A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2519080C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1972 |
|
SU341780A1 |
| СПОСОБ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ БЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2591217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОБЕТОННЫХ МАССИВОВ, ИЗДЕЛИЙ, ДЕТАЛЕЙ И ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211195C2 |
| Способ тепловлажностной обработкибЕТОННыХ и жЕлЕзОбЕТОННыХиздЕлий | 1979 |
|
SU833897A1 |
| Способ тепловлажностной обработки бетонных изделий | 1978 |
|
SU713852A1 |
| Способ изготовления предварительно напряженных железобетонных мостовых конструкций | 1989 |
|
SU1715639A1 |
| Способ тепловлажностной обработки железобетонных изделий | 1989 |
|
SU1742274A1 |
Изобретение относится к тепловлажкостной обработке искусственных материалов, преимущественно бетонов на основе вяжущих веществ.
Известен способ тепяовлажностной обработки, содержащий термообработку железобетонных изделий сложной конфигурации в термофдрмах путем контактного прогрева при 35-40 С до набора изделием распалубочной прочности с последующим образованием воздушного зазора над изделием и дальнейшим радиаци рноконвективным прогревом при 85-95 С ij
Наиболее близким к предлагаемому
изобретению по технической сущности и достигаемому результату является способ тепловлажностной обработки бетонных изделий в .термоформах, включающий пакетирование термоформ с воздушной прослойкой над изделием, перемещение их при одновременных подъеме до 8О-9О С И изотермической выдержке изделий при этой температуре с последующей разгрузкой 2.
Однако при тепловой обработке в пакетах в воздушной прослойке над изделием поддерживается атмосферное давление
Цель изобретения - повышенна прочности бетонных изделий и сокращение времени тепловлажностной обработки.
Это достигается тем, что в способе тепловлажностной обработки бетонных изделий в термоформах, включающем пакетирование термоформ в воздушной прослойкой над изделием, перемещение их при одновр уленных подъеме температуры до 80-90 С и изотермической выдержке изделий при этой температуре с последующей разгрузкой, при ПЕЭдьеме температуры Относительную влажность воэдущ- ной прослойки повышают до 1ОО% в создают давление от 1 до 1,7 ат, затем при изотермической выдержке снижают давление до 1 ат.
Способ тегапшлажностной обработки осущесталягот следующим образом.
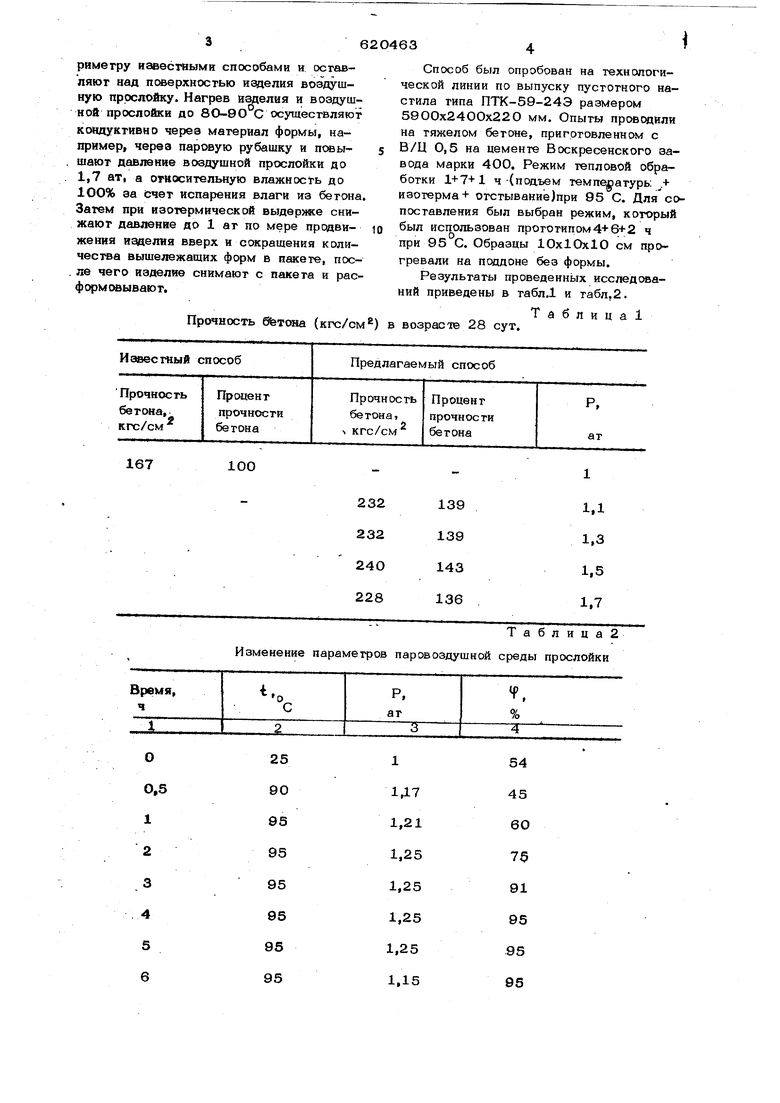
Отформованное изделие в форме подаю снизу в пакет и герметизируют ее по периметру иавестаыми способами и остовляюг над поверхностью изделия воздушную прослойку. Нагрев иаделия и воздушной прослойки до 8О-9О С осуществляют кондуктивно через материал формы, например через рубашку и повышают давление воздушной прослойки до 1,7 ат, а относительную алажисжгь до 100% за счет испарения влаги из бетона Затем при изотермической выдернке снижают давление до 1 ат по мере продвиженин изделия вверх и сокращения количества вышележащих форм в пакете, пос. ле чего изделие снимают с пакета и расформ овываю т. Прочность бетона (кгс/см Изменение параметров паровоздушной среды прослойки
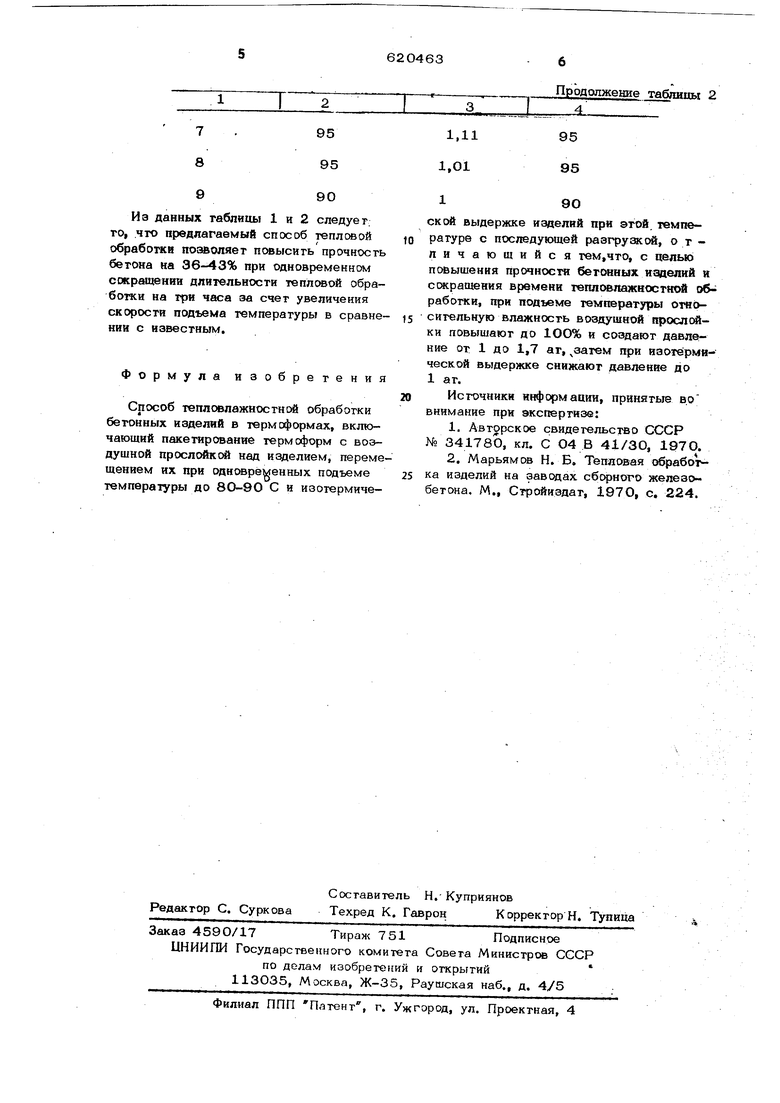
Таблица2 Способ был опробован на технологической линии по выпуску пустотного настила типа ПТК-59-24Э размером 5900x2400x220 мм. Опыты проводили на тяжелом бетоне, приготовленном с В/Ц 0,5 на цементе Воскресенского завода марки 400, Режим тепловой обработки 1+7+1 ч (подъем темпе ратурь: .+ изотерма + отстывание)при 95 С. Для сопоставления был выбран режим, который был использован прототипом 4+6+2 ч при 95°С. Образцы lOxlOxlO см про гревали на поддоне без формы. Результаты проведенных исследований приведены в табл.1 и табл,2. Таблица возрасте 28 сут.
90
9
Из данных таблицы 1 и 2 следует, то, .что предлагаемый способ тепловой обработки позволяет повысить прочность бетона на 36-43% при одновременном сокращении длительности тепловой обработки на три часа за счет увеличения скорости подъема температуры в сравнении с известным.
Формула изобретения
Способ тепловлажностной обработки бетонных изделий в термоформах, включающий пакетирование термоформ с воэдущной прослойкой над И зделием, перемещением их при одновременных подъеме температуры до 80-90 С и изотермичеПродолжение таблицы 2
190
ской выдержке изделий при этой, темпеpa ту ре с последующей разгрузке, отличающийся тем.что, с целью повышения прочности бетонных изделий и ссжращения времени тепловлажностной { работки, при подъеме температуры относительную влажность воздушной проелсйки повышают до 1ОО% и создают давление от 1 до 1,7 ат, затем при изотермической выдержке снижают давление до 1 ат.
Источники информации, принятые во внимание при экспертизе:
№ 341780, кл. С 04 В 41/30, 197О.
2,Марьямов Н. Б. Тепловая обработка изделий на заводах сборного железобетона. М., Стройиздат, 1970, с. 224.
