Изобретение касается машиностроения.
Известен способ чистового строгания зубьев цилиндрических зубчатых колес копированием с одновременной обработкой всех зубьев заготовки за несколько ходов инструмента вдоль ее оси. Обработку производят круглой многорезцовой головкой, резцы которой подают в радиальном направлении к заготовке, и каждым рездом обрабатывают оба .профиля владины между зубьями. Сложность и малая жесткость применяемого по этому способу миогорезцовой головки снижает точность обработки.
Предложенный способ отличается от известного тем, что обработку производят инструментом, выполненным в виде двух круглых долбяков, которые устанавливают соосно один с другим и сообщают одному из них круговое движение подачи на левые профили зубьев заготовки, а другому - иа правые. Это повышает точность обработки за счет повышения жесткости инструмента.
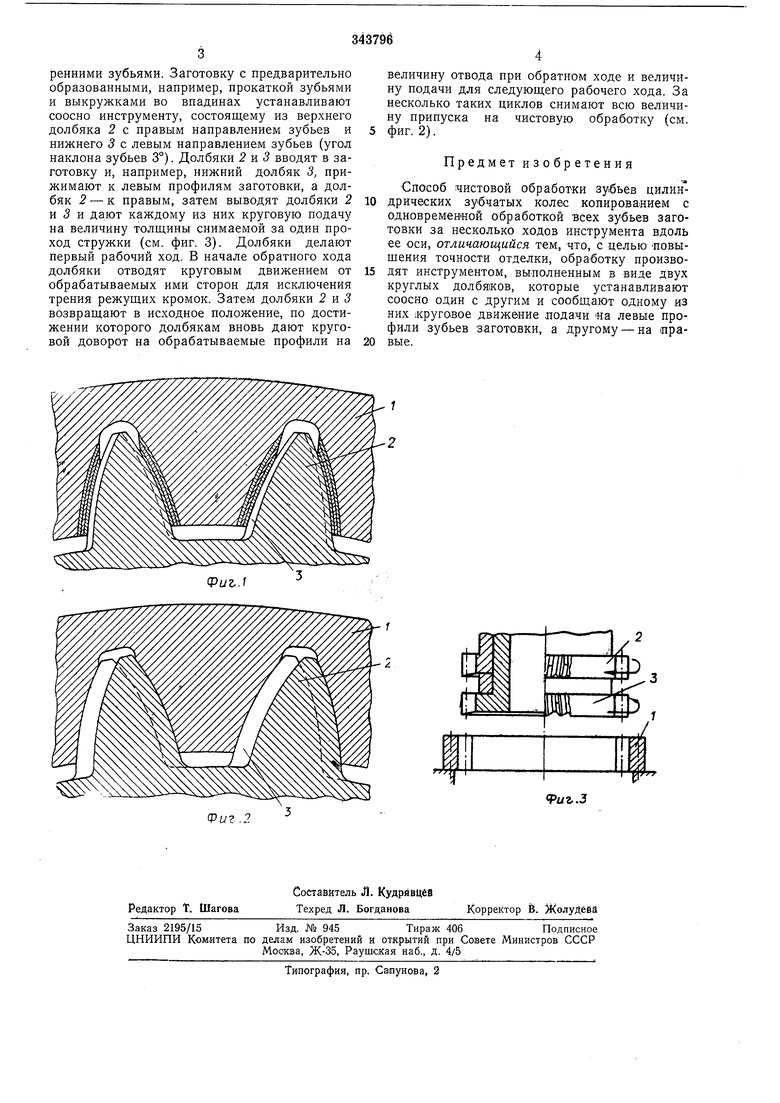
На фиг. 1 показана схема последовательного размещения зубьев долбяко-в во владине между зубьями заготовки; на фиг. 2 - то же, в конце обработки, а на фиг. 3-пример обработки заготовки с внутренними зубьями.
каткой, а потом во впадины между ее зубьями вводят зубья долбяков 2 и 5. Для реализации способа при черновом зубообразовании предусматриваются выкружки .во впадинах между зубьями изделия (как это делают, например, при зубофрезеровании под последующее шевингование) с целью исключения резания вершинами зубьев инструмента. Тогда задний угол при вершине зубьев долбяков делается нулевым, что позволяет сохранить размеры зубьев долбяков неизменными при переточках. Образование задних углов резания на боковых сторонах зубьев долбяков происходит за счет достаточной для образования заднего угла разности в углах наклона зубьев изделия и инструмента (2-3°). Во избежание погрешности, вносимой указанной разностью, долбяки могут быть скорректированы по профильному углу относительно профильного угла изделия. Зубья долбяков делают утоненными настолько, чтобы они свободно проходили во впадинах между зубьями заготовки.
Прямозубые колеса обрабатывают возвратно-поступательными движениями инструмента (или изделия). При обработке косозубых колес инструменту (или изделию) придают соответствующий дополнительный доворот Колеса с внутренними зубьями обрабатываются долбяками с внутренними зубьяiMii; колеса с наружными зубьями - долбяками с впут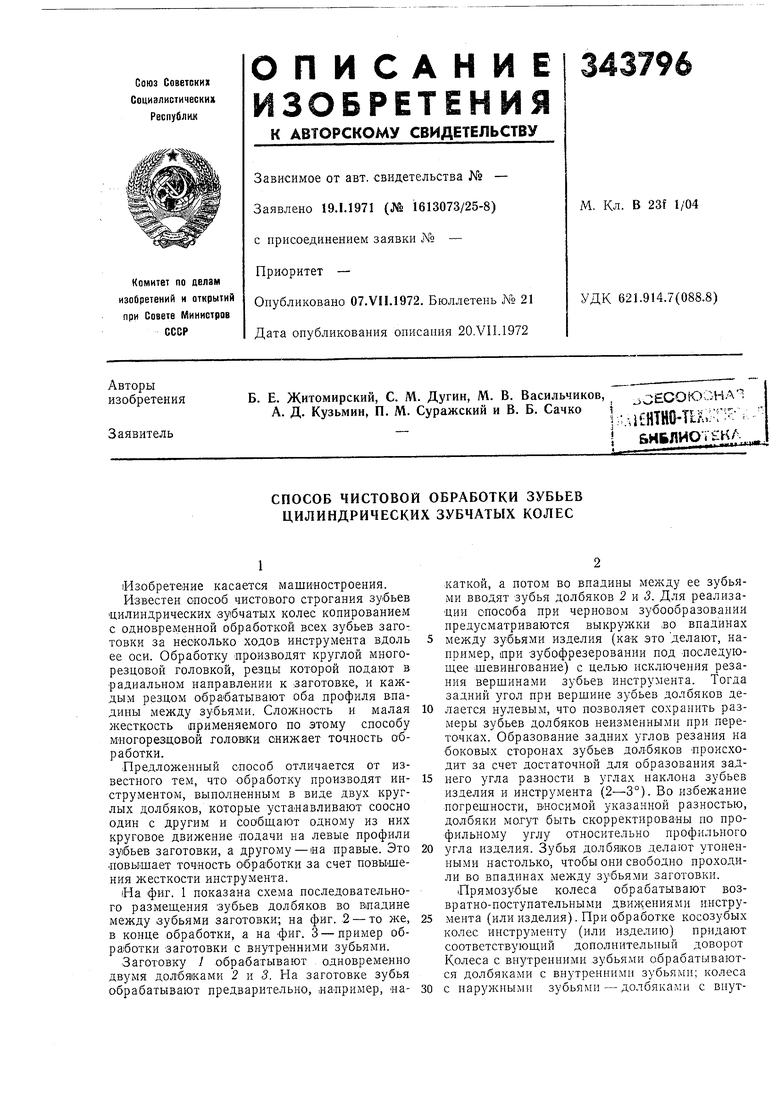
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕСОЮЗИАЯ I в1^лт^^Щ | 1973 |
|
SU366044A1 |
| Способ профилирования зуборезного долбяка | 1985 |
|
SU1583230A1 |
| СБОРНЫЙ ДОЛБЯК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЗУБЬЕВ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2535421C1 |
| СПОСОБ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1973 |
|
SU379342A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ С БОЧКООБРАЗНОЙ ФОРМОЙ ЗУБА | 1991 |
|
RU2019370C1 |
| Долбяк | 1987 |
|
SU1521540A1 |
| СПОСОБ ЗУБОДОЛБЛЕНИЯ | 2004 |
|
RU2268115C1 |
| ЗУБОРЕЗНЫЙ ДОЛБЯК | 1993 |
|
RU2063311C1 |
| ЗУБОРЕЗНАЯ ГРЕБЕНКА | 1992 |
|
RU2026163C1 |
| Коническая червячная фреза | 1982 |
|
SU1060361A1 |
