1 .
Изобретение относится к области сборки и сварки преимущественно тавровых узлов, состоящих из полки и стенки.
Известен станок для сборки и сварки тавровых узлов, содержащий станину с установленными на ней сварочной головкой, нриводными роликами, оси которых наклонены под острым углом к направлению движения узла, и опорными роликами.
Цель изобретения - повысить качество сварного соединения.
Это достигается тем, что станок снабжен ползуном, установленным на станине и подпружиненным в направлении, перпендикулярном плоскости, проходящей через ось вращения опорных роликов. Причем ползун снабжен прижимным роликом, ось вращения которого параллельна оси вращения опорных роликов. На торце ползуна выполнен паз для направления присадочной проволоки.
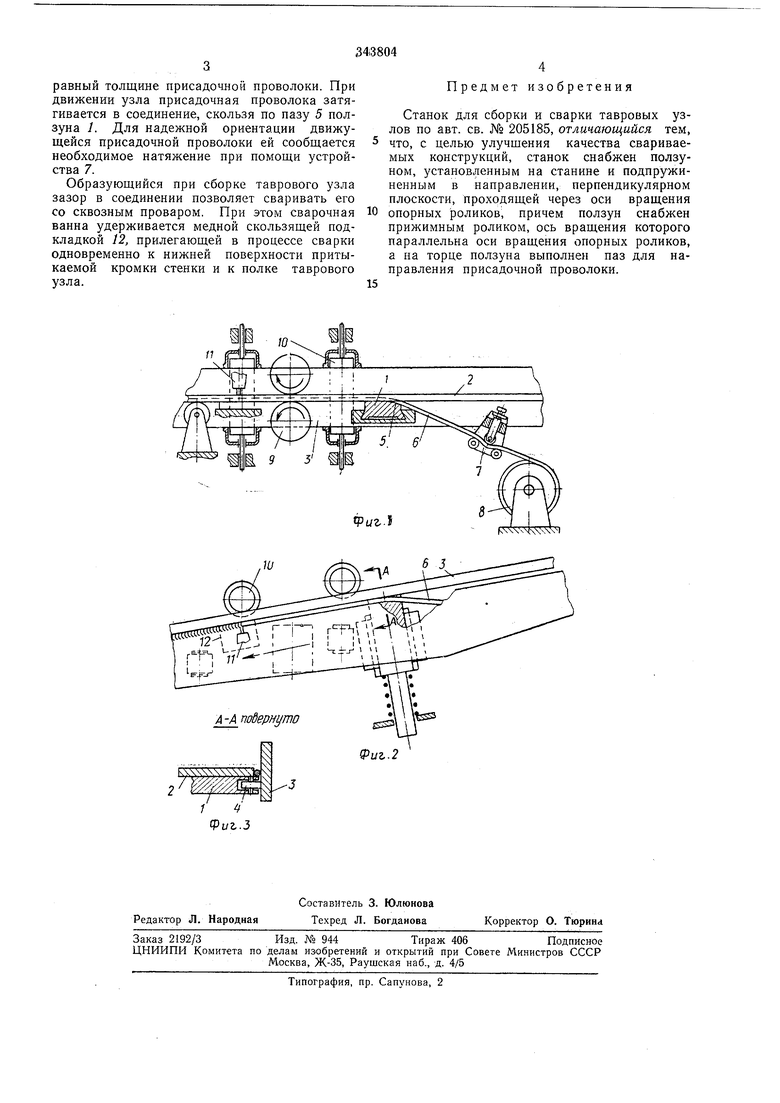
На фиг. 1 показан предлагаемый станок, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез по А-Л на фиг. 2.
Ползун / установлен на станине под стенкой 2 таврового узла и подпрул инен в горизонтальном направлении к полке 3 так, что прижимной ролик 4 постоянно находится в. контакте с полкой. Паз 5 ползуна ориентирует присадочную проволоку 6 в пространстве между притыкаемой кромкой стенки и полкой.
Устройство 7 выполнено из трех свободно вращающихся роликов, из которых один установлен на подвижной опоре и служит для создания натяжения присадочной проволоки. На
свободно вращающейся кассете 8 намотана присадочная проволока, подаваемая для образования зазора. Оси приводных роликов 9 станка расположены в горизонтальной плоскости под острым углом к направлению движения таврового узла, определяемому опорными роликами 10. Сварочная головка // расположена в районе переднего опорного ролика и направлена на свариваемое соединение. Непосредственно под местом сварки
установлена медная скользящая подкладка 12.
Станок с дополнительными устройствами
работает следующим образом. Тавровый узел,
состоящий из стенки 2 и полки 3, в процессе
сборки и сварки приводится в движение приводными роликами 9. При этом вследствие наклона осей приводных роликов к направлению узла стенка прижимается к полке в районе опорных роликов 10.
В начальный момент сборки и сварки таврового узла конец присадочной проволоки 6 протягивается до переднего конца узла под сварочной головкой 11 и укладывается в пространство между кромкой стенки и полкой. После включения приводных роликов происравный толщине присадочной проволоки. При движении узла присадочная проволока затягивается в соединение, скользя по пазу 5 ползуна 1. Для надежной ориентации движущейся присадочной проволоки ей сообщается необходимое натяжение при помощи устройства 7.
Образующийся при сборке таврового узла зазор в соединении позволяет сваривать его со сквозным проваром. При этом сварочная ванна удерживается медной скользящей подкладкой 12, прилегающей в процессе сварки одновременно к нижней поверхности притыкаемой кромки стенки и к полке таврового узла.
Предмет изобретения
Станок для сборки и сварки тавровых узлов по авт. св. № 205185, отличающийся тем, что, с целью улучшения качества свариваемых конструкций, станок снабжен ползуном, установленным на станине и подпружиненным в направлении, перпендикулярном плоскости, проходящей через оси вращения
опорных роликов, причем ползун снабжен прижимным роликом, ось вращения которого параллельна оси вращения опорных роликов, а на торце ползуна выполнен паз для направления присадочной проволоки.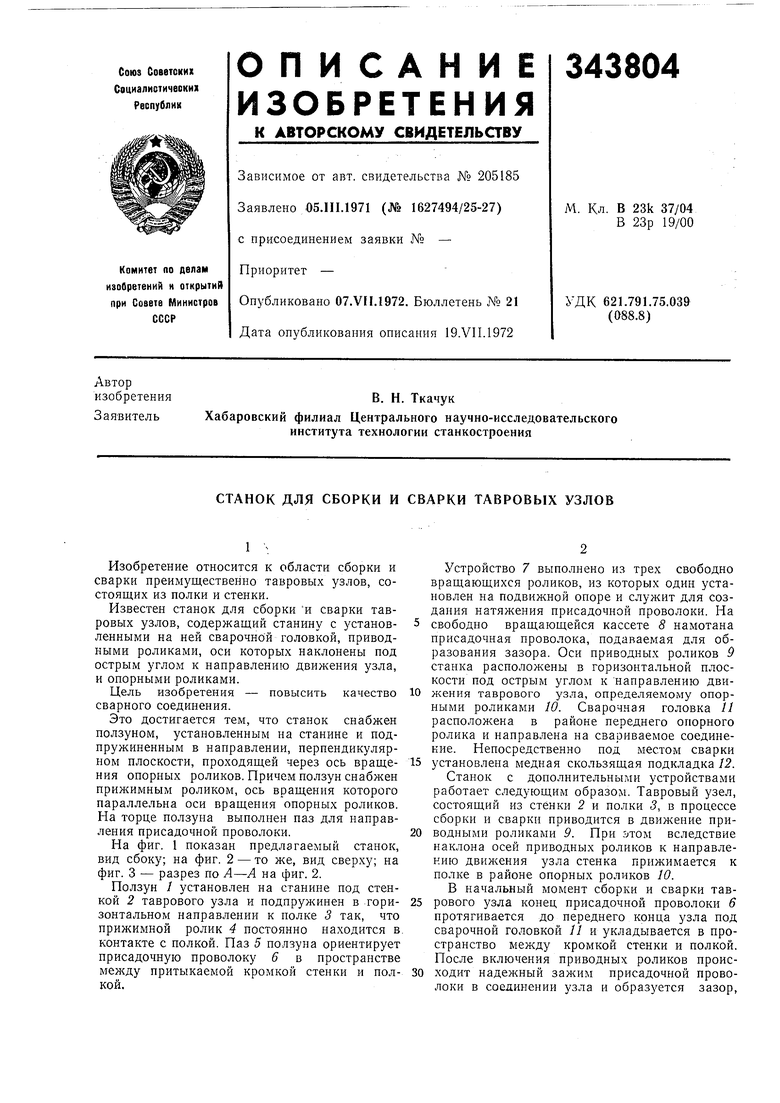
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ и СВАРКИ КРИВОЛИНЕЙНЫХ ТАВРОВЫХ УЗЛОВ | 1967 |
|
SU205185A1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| Устройство для сборки и сварки тавровых узлов | 1972 |
|
SU450679A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОВЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2314902C2 |
| УСТАНОВКА ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1994 |
|
RU2084318C1 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
