(54) УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ТАВРОВЫХ
УЗЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ и СВАРКИ КРИВОЛИНЕЙНЫХ ТАВРОВЫХ УЗЛОВ | 1967 |
|
SU205185A1 |
| СТАНОК ДЛЯ СБОРКИ И СВАРКИ ТАВРОВЫХ УЗЛОВ | 1972 |
|
SU343804A1 |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Автомат для сборки и сварки угловых швов деталей таврового сечения | 1971 |
|
SU381255A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| СТАНОК ДЛЯ СБОРКИ И СВАРКИ ПРЯМОЛИНЕЙНЫХ ТАВРОВЫХ БАЛОК | 1969 |
|
SU243755A1 |
| Способ изготовления криволинейных тавровых балок | 1986 |
|
SU1449299A1 |
Настоящее изобретение относится к области сварки, а именно к конструкции устройства для сборки и сварки тавровых узлов.
Известно устройство для сборки и сварки тв-вровых узлов, содержащее станину, на которой смонтированы неподвижная сварочная головка и комплект роликов, состоящий из расположенных в вертикальной плоскости двух опорных роликов для ориентации полки, а также расположенных в горизонтальной плоскости приводных роликов для перемещения стенки, причем оси вращения приводных роликов расположены под острым углом к направлению движения узла
Цель изобретения - обеспечить непрерывную сварку тавровых узлов по всей длине при движении узлов в пропессе сварки как в одном, так и в противоположном направлении.
Это достигается тем, что устройство снабжено дополнительным комплектом опорных и приводных роликов, выполненным анал( основному комплекту, причем оба
комплекта расположены на станине симметрично относительно- сварочной головки.
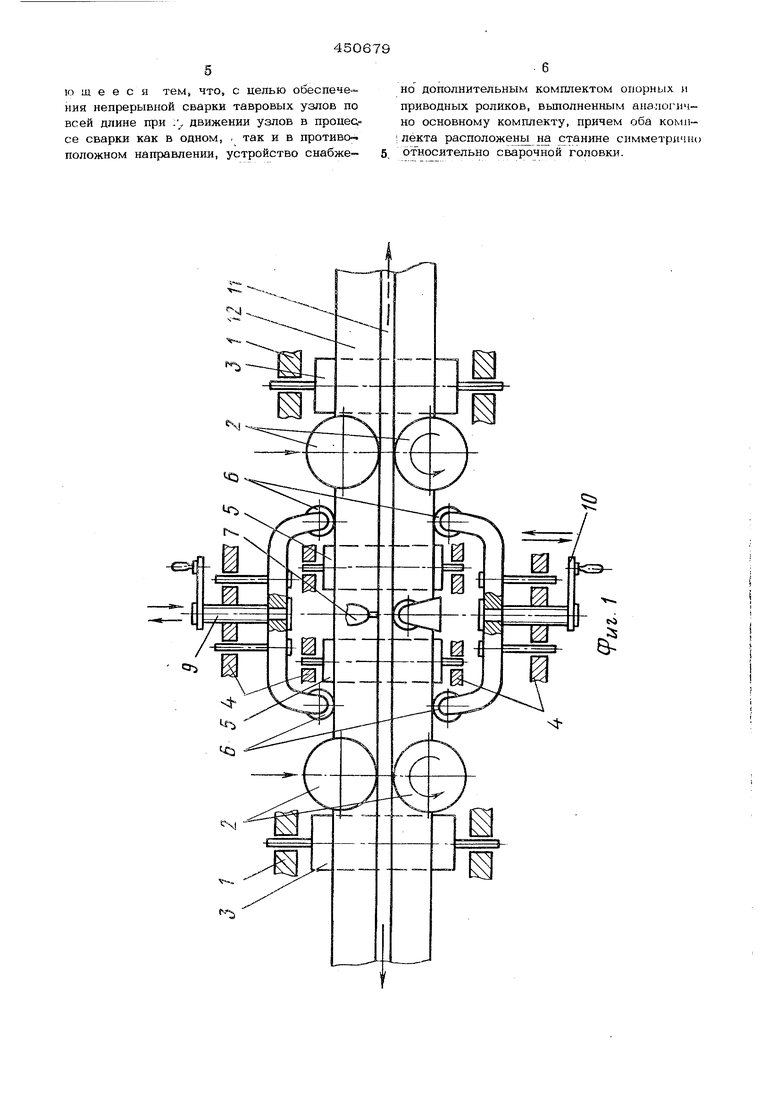
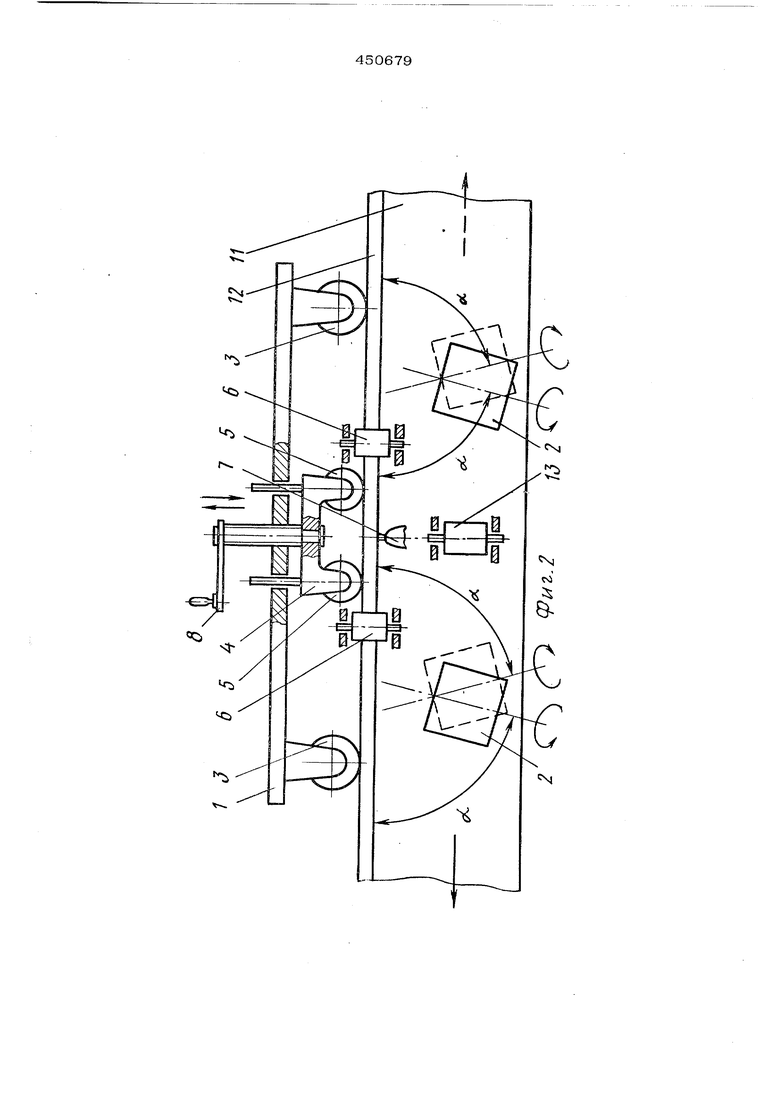
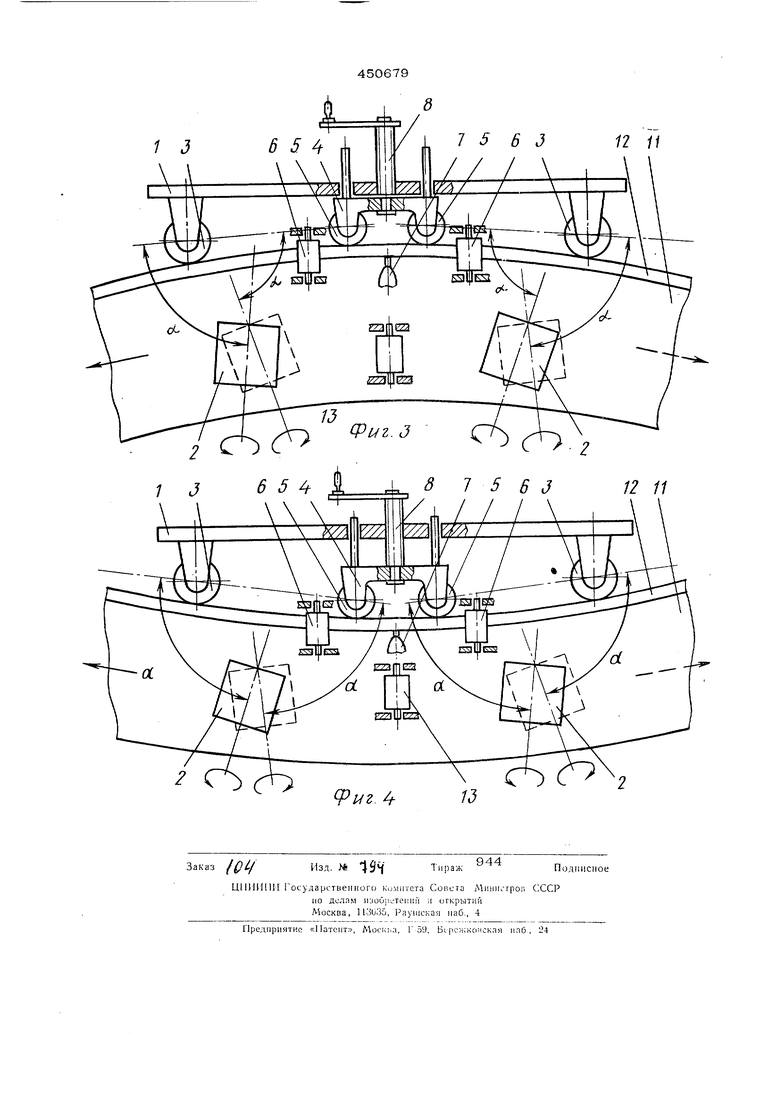
На фиг. 1 изображено предложенное устройство, общий вид; на фиг. 2-то же, вид сверху, cxejvia сборки и сварки прямолинейного таврового узла; на фиг. 3 - то же, схема сборки и сварки криволинейного таврового узла с кривизной стенкой нутрь; на фиг. 4 - то же, схема сборки и сварки криволинейного таврового узпа с кривизной стенки наружу.
Предлагаемое устройство состоит из станины 1, на которой смонтированы две пары приводных роликов 2, расположенных в -горизонтальной плоскости, два опорных ролика 3, расположенных вертикально, и блок, имеющий корпус 4 и установленные на нем два вертикальные ролика 5 и горизонтальные ролики 6. Кроме роликов на корпусе блока установлена сварочная головка 7. Приводные ролики 2 размещены внутри промежутка между опорными роликами 3 под острым углом к направлению движения узла. Корпус 4 блока вместе с установлен- .ными па нем роликами и сварочной головкой размещен посередине промежутка между опорными роликами 3 и может перемещаться при помощи привода 8 в направпеНИИ, перпендикулярном к плоскости, прохо дящей через оси опорных роликов 3. Верти кальные ролики 5 на блоке расположены симметрично относительно . . середины про межутка между .опорными роликами 3. Го-. ризонтальные ролики 6 расположены на бло ке попарно в горизонтальной плоскости так что с любой стороны от середины промежутка между опорными роликами 3 находится не менее одной пары роликов б, причем выполнены они с возможностью раз- шального перемещения на блоке в верти- кальном направлении при помощи приводов 9 для. верхних роликов и 1О для нижних роликов. Сварочная головка 7 установлена на корпусе блока и обеспечивает сверху соединения таврового узла, составленного из стенки 11 и полки 12, посередине промежутка между опорными роликами 3. В этом же промежутке под стенкой тавра помещены на станине один или несколько поддерживающих роликов 13, Каждый комплект роликов, состоящий из опорных роликов 3 и 5 и приводных роликов 2, расположен симметрично относитель но сварочной головки 7. 47 Устройство работает следующим образом Тавровый узел, состоящий из стенки 11 и полки 12, в процессе сборки и сварки приводится в движение приводными роликами 2. При этом вследствие наклона осей при- водных роликов к направлению движения узла стенка 11 тавра прижимается к полке 12 в зоне действия опорных роликов 3 и вертикальных роликов 5. Сварка таврового узла проводится сварочной головкой 7 в точке посередине промежутка между упор нымй роликами 3. В начальный момент сборки и сварки таврового узла передние кромки стенки 11 и полки 12 устанавливаются и освещают- с я под сварочной головкой 7 и фиксируются одной, например, правой, -парой приводных роликов 2. При этом передняя кромка стенки 11 снизу поддерживается роликом 13, а передняя кромка полки 12 удержива ется в требуемом положении относительно стенки 11 горизонтальными роликами б, После включения приводных роликов начинается движение таврового узла, сборка и сварка его. До входа передней кромки узл в зону действия второй пары приводных роликов его движение осуществляется одной парой, например правой, а после захва та второй пары - двумя парами приводных роликов одновременно. После выхода задней кромки узла из зоны действия первой пары приводных роликов его движение продолжается при помощи второй пары приводных роликов, что позволяет выполнять свар ку таврового узла от начала до конца. В начальный момент и в конце сборки и сварки таврового узла, когда узел прижимается только к одному из опорных роликов 3, .роль второго опорного ролика выполняют поочередно вертикальные ролики 5. В зависимости от; радиуса кривизны таврового узла требуемое положение роли КОВ 5 и 6 и сварочной головки 7 устанав/ливается соответствующим перемещением корпуса 4 при помощи приводу 8. При сборке и сварке прямолинейных тавровых узлов обе пары приводных роликов 2устанавливаются с одинаковым наклоном ИХ осей под острым углом d к плоско сти, проход5пдей через оси опорных роликов 3(см. фиг. 2). При сборке и сварке тавровых узлов с кривизной стенкой внутрь (см. фиг. З) и стенкой наружу (см. фиг.- 4) приводные ролики 2 устанавливаются с наклоном под соответствующими острыми углами Q к плоскостям, проходящим через оси одного из опорных роликов 3 и одного из вертикальных роликов 5 соответственно слева и справа от середины промежутка между упорными роликами 3, При необходимости выполнения сварки в противопоставленном направлении (например, слева направо, как условно показано пунктирными стрелками) соответственно изме- няется направление отсчета углов 01 наклона осей приводных роликов. При сборке и сварке тавровых узлов с симметричным или несимметричным расположением полки 12 относительно стенки 11 требуемое положение полки регулируется раздельным перемещением роликов б в ве{ тикальном направлении при помощи привода 9 для верхних роликов и привода 1О для нижних роликов. Предмет изобретения Устройство для сборки и сварки тагз- ровых узлов, содержащее станину, па которой смонтированы неподвижная сварочная головка и комплект роликов .{Состоящий из расположенных в вертикальной плоскости двух опорных роликов для ориентапии полки, а также расположенных в горизонтальной плоскости приводных роликов для перемещения стенки, причем оси вращения приводных роликов расположены под острым углом к направлению движения узла, . о т л и ч аю щ е е с я тем, что, с целью обеспечения непрерывной сварки тавровых узлов по всей длине при ;ч движении узлов в процес,се сварки как в одном, . так и в противо-. положном направлении, устройство снабже s
(
но дополнительным комплектом опорных и приводных роликов, вьшолненным аналогично основному комплекту, причем оба комплекта расположень на станине симметрично относительно сварочной головки.
