Изобретение может быть использовано в металлообрабатывающей промышленности.
Известны способы размерной электрохимической обработки металлов с периодическим ощупыванием рабочего зазора.
Отвод электрода-инструмента в них осуществляется, как правило, электроприводом.
Цель изобретения - обеспечить отвод электрода-инструмента более простыми средствами.
Это достигается использовапием гидравлического удара для отвода электрода-инструмента.
Способ иллюстрируется чертежом.
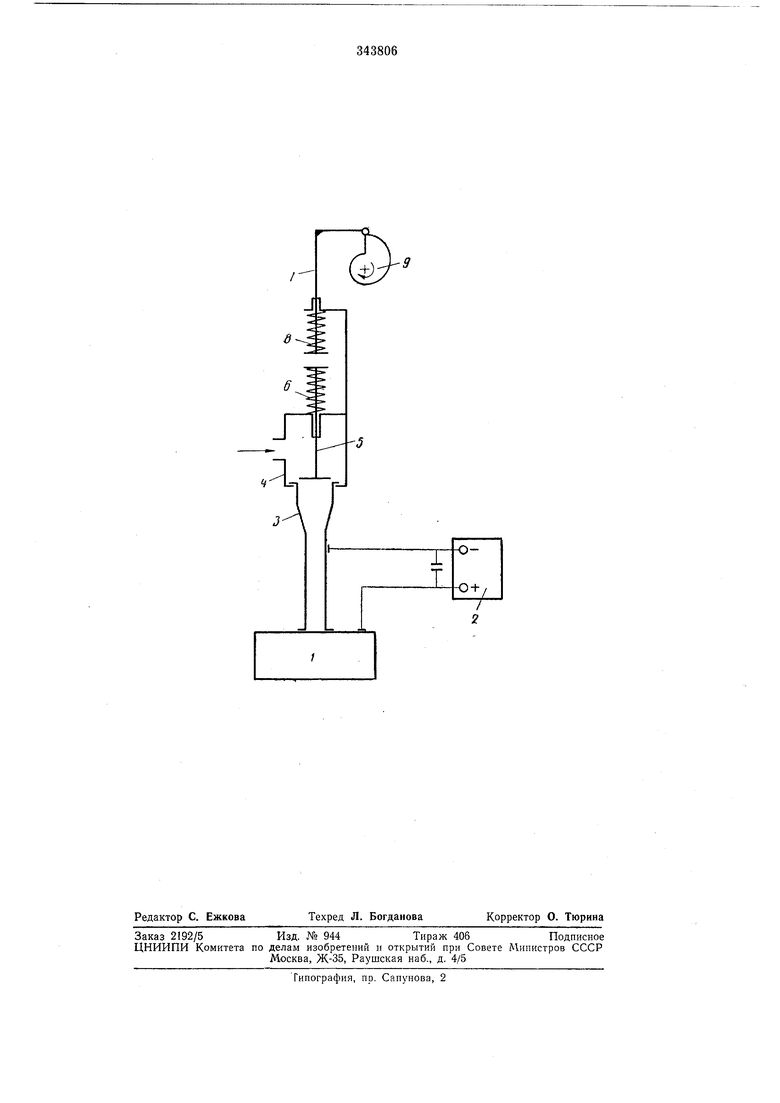
Устройство содержит обрабатываемую деталь 1, источник питания 2, электрод-инструмент 3, помещенный в корпус 4. В корпусе расположен щток 5, удерживаемый в верхнем положении пружиной 6. Соосно со штоком расположен ударник 7, в нилсней части которого имеется ударная пружина S, а в верхней - кулачок 9.
В начале рабочего процесса обрабатываемая деталь / находится в соприкосновении с торцом электрод-инструмента 5, перекрывая Выход электролиту, подаваемому насосом во внутреннюю полость электрода-инструмента. Вращающийся кулачок 9 ставит ударник 7 в
исходное положение, сжимая пружину 8. Под действием ударника 7, соскочившего с выступа кулачка 9, шток 5 входит во внутреннюю полость электрода-инструмента.
При этом во внутренней полости скачкообразно увеличивается давление электролита.
Электрод-инструмент отводится от обрабатываемой детали, образуя зазор, через который проходит порция электролита.
Источник питания включается при достижении заранее установленного зазора и остается включенным до следующего касания электрода-инструмента с деталью.
Процесс можно вести на любых зазорах, изменяя зазор за счет изменения силы гидравлического удара.
Предмет изобретения
Способ размерной электрохимической обработки с регулированием рабочего зазора путем периодического соприкосновения электродов и с последующим отводом электродаинструмента на заданную величину, отличающийся тем, что, для отвода электрода-инструмента, используют силу гидравлического удара, возникающего в электролите, подаваемом в рабочий зазор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для импульсной электрохимической размерной обработки | 1981 |
|
SU1093455A1 |
| Способ электрохимической размерной обработки и устройство для его осуществления | 1980 |
|
SU979064A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| Устройство для размерной электрической обработки | 1984 |
|
SU1261759A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| Устройство для регулирования межэлектродного зазора при размерной электрохимической обработке | 1979 |
|
SU887108A1 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 1990 |
|
RU2013540C1 |
| Способ размерной электрохимической обработки изделий из металла | 1981 |
|
SU1006143A1 |