Изобретение относится к электрофизическим и электрохимическим методам обработки изделий из металла и предназначено для размерной электрохимической обработки изделий, содержащих неметаллические макровключения. Известен способ размерной электрохимической обработки изделий из металла с периодическим подводом электрода-инструмента к детали до касания с нею и последующим отводом его от детали на заданный межэлектродный промежуток 1. Недостатком данного способа является отсутствие возможности обеспечения достаточной производительности процесса размерной электрохимической обработки из-за торможения процесса анодного растворения образующейся за счет остаточного напряжения окисной пленки. Известен также способ размерной электрохимической обработки изделий из металла в среде проточного электролита с периодическим подводом электрода-инструмента до касания с деталью и последующим отводом на заданный межэлектродный зазор. Периодически в межэлектродный про.межуток для осущки среды подают подогретый до 34-40°С газ, подаваемый в этот промежуток под давлением 8-12 атм в период подвода и отвода электрода-инструмента 2, Основным недостатком данного способа является отсутствие возможности обработки изделий, содержащих неметаллические макровключения на обрабатываемой поверхности, которые не растворяются при электрохимической реакции и препятствуют перемещению электрода в направлении подачи, а следовательно и протеканию электрохимического процесса анодного растворения металла изделия. Целью изобретения является обеспечение возможности обработки изделий, содержащих на обрабатываемой поверхности неметаллические макровключения. Поставленная .цель достигается тем, что согласно способу размерной электрохимической обработки в среде проточного электролита с периодической сущкой межэлектродного промежутка, после осущки перед подачей в межэлектродный промежуток электролита на изделие и электрод-инструмент подают сверхвысокочастотное напряжение ниже пробивного напряжения межэлектродного промежутка и выше напряжения, соответствующего началу термического разрушения неметаллических включений. На чертеже представлена схема для осуществления предлагаемого способа. Схема включает в себя источник 1 питания постоянного напряжения, электрически связанный с электродом-инструментом 2 и деталью 3, бак 4 для электролита,- насос 5, трубопроводы 6 и 7 подвода и отвода электролита, трубопровод 8 сброса электролита, соединенный с трубопроводом 6 и снабженный предохранительным клапаном 9. Трубопровод 6 снабжен распределительным клапаном 10, соединенным трубопроводом 11 с источником 12 сухого, подогретого, находящегося под избыточным давлением газа. Электрод-инструмент 2 и деталь 3 электрически связаны с источником 13 сверхвысокочастотного напряжения. Осуществление данного способа показано на примере обработки отверстия металлической детали, полученной методом электрощлакового переплава и имеющей на обрабатываемой поверхности (на чертеже показанной в увеличенном масщтабе) неметаллические макровключения. Электролит из бака 4 подают в зону обработки (в промежуток 14 между электродом-инструментом 2 и деталью. 3) насосом 5 по трубопроводу 6 через распределительный клапан 10 и каналы 15 электродаинструмента 2. В момент окончания рабочей подачи электрода-инструмента 2 (в момент касания его с неметаллическими макровклЮчениями 16) источник 1 питания отключают. с помощью распределительного клапана 10 перекрывают трубопровод 6 подвода электролита и открывают трубопровод 11, по которому сухой, подогретый газ под давлением подается из источника 12 через каналы 15 в промежуток 14, производя осущку среды в нем. В это время электролит через предохранительный клапан 9 по трубопроводу 8 сбрасывается в бак 4. После окончания осущки промежутка 14 с помощью распределительного клапана 10 перекрывают трубопровод И, а на электрод-инструмент 2 и деталь 3 при рабочем промежутке 14 между ними, равном 0,1 мм, подают в течение 0,02-0,03с сверхвысокочастотное напряжение 5 В с частотой 22, 125 Гц. В про.межутке 14 возникает сверхвысокочастотное электрическое поле напряженностью 500 В/см, которое вызывает интенсивный нагрев находящихся на поверхности 17 детали 3 неметаллических макровключений 16 и их термическое разрущение. Затем источник 13 сверхчастотного напряжения отключают. С помощью распределительного клапана 10 открывают трубопровод 6 подвода электролита. Включают источник 1 питания и процесс электрохимической обработки детали 3 продолжается. Электролит, поступая в промежуток 14, вызывает интенсивное охлаждение поверхностных слоев неметаллических макровключений 16, что создает высокий градиент температур на их поверхности и высокие внутренние напряжения, которые производят их окончательное разрущение. Потоком электролита осколки неметаллических макровключений удаляются из зоны обработки, В дальнейшем процесс повторяется в описанной выше последовательности.
310061434
Использование предлагаемого изобрете-ровключения на обрабатываемой поверхносния позволяет производить электрохимичес-ти за счет термического разрушения последкую размерную обработку металлическихних сверхвысокочастотным электрическим
деталей, содержащих неметаллические мак-полем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической размерной обработки | 1973 |
|
SU469571A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU806339A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ | 2004 |
|
RU2263010C1 |
| Способ электрохимической размернойОбРАбОТКи | 1979 |
|
SU852482A1 |
| Устройство для размерной электрохимической обработки | 1986 |
|
SU1425006A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ЭЛЕКТРОПРОВОДЯЩЕГО ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2436155C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ Из МЕТАЛЛА в среде проточного электролита с периодической осушкой межэлектродного промежутка, отличающийся тем, что, с целью обеспечения возможности . обработки изделий, содержаш.их неметаллические макровключения, после осушки перед подачей в межэлектродный промежуток электролита, на изделие и электрод-инструмент подают сверхвысокочастотное напряжение ниже пробивного напряжения межэлектродного промежутка и выше напряжения, соответствуюшего началу термического разрушения неметаллических включений. (Л о: 4: ОЭ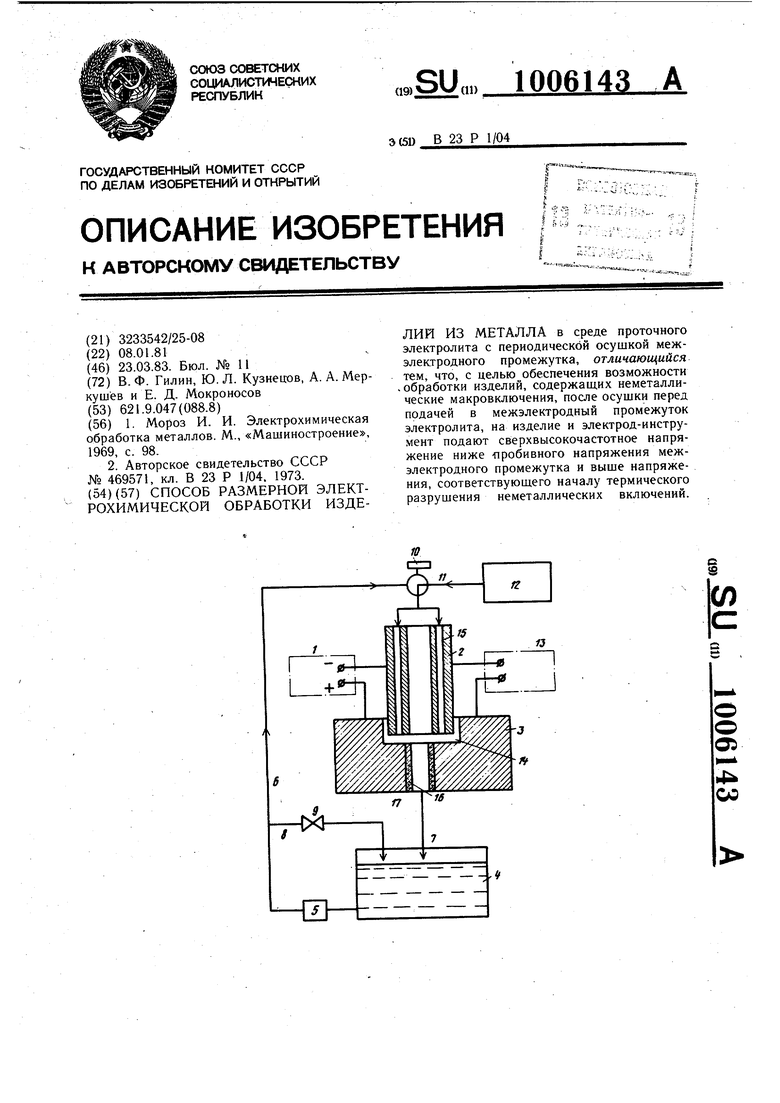
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мороз И | |||
| И | |||
| Электрохимическая обработка металлов | |||
| М., «Машиностроение, 1969, с | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР ,N0 469571, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
