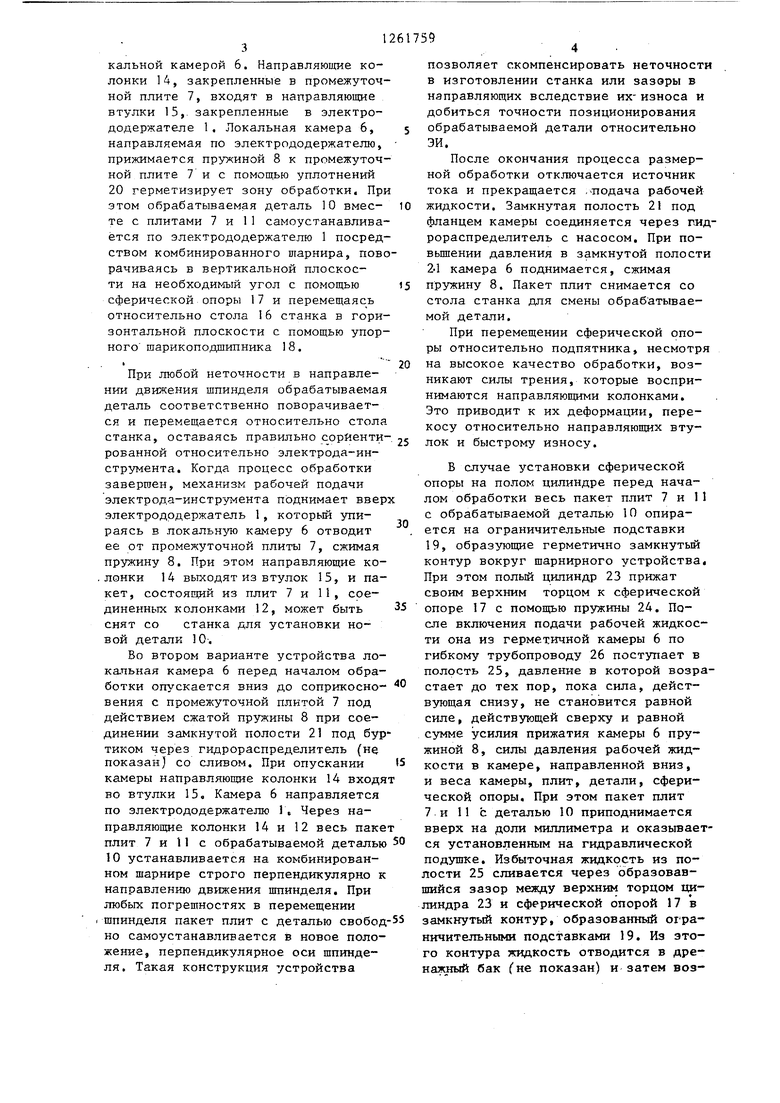
Изобретение относится к электрофизическим и электрохимическим мето дам обработки, в частности к устройству для размерной электрической обработки, используемому для ориентации и крепления обрабатьшае- мой детали. Цель изобретения - повышение точ ности обработки за счет разгрузки н правляющих элементов от изгибающих усилий, возникающих при несоосной ус тановке электрода-инструмента и баз вой плиты с обрабатываемой деталью, а также при неперпендикулярном пере мещении шпинделя станка к поверхнос ти стола, На фиг. 1 представлено устройство общий вид; на фиг. 2 - то же, устройство с. другим выполнением опорного узла. Устройство состоит из электрододержателя 1, неподвижно соединенного с электродом-инструментом 2 и шпинделем 3 станка, в которых выполнена система каналов для подачи 4 и отвода 5 рабочей жидкости. Локальная герметичная камера 6 подвижно установлена на электрододержателе 1, напраззляется последним и прижимается к промежуточной плите 7 с помощью пружины 8, помещенной между камерой и станиной 9 станка. Обрабатываемая деталь 10, габаритные размеры которой превьшают размеры локальной камеры, закреплена между промежуточной 7 и базовой 11 плитами, соединенными между собой направляющими колонками 12 и втулками 13, расположенными вне локальной камеры 6. В промежуточной плите вьтолнено отверстие для прохода электрода-инструмента и закреплены направляющие колонки 14, подвижно соединенные с втулками 15, закрепленными в электрододержателе 1. Между базовой плитой 11 и столом 1 б станка установлен комбинированный шарнир, состоящий из сферической опоры 17 и упорного шарикоподшипника 18. На столе станка помещены ограничительные подставки 19 зазор между верхней торцовой поверхностью :которых и базовой плитой составляет 0,5-2 мм. Ограничительные подставки выполненные по всему периметру, защищают комбинированный шарнир от внешних воздействий, а также позволя ют опираться на них базовой плите при смене обрабатываемой детали перед началом размерной обработки. Для герметизации зоны обработки установлены уплотнения 20. С целью уменьшения длины направляющих колонок i 4 и разгрузки механизма рабочей подачи ЭЙ от усилия сжатия пружины 8 при отведении локальной камеры от промежуточной плиты, во втором варианте предлагаемого устройства локальная герметичная камера 6 выцолнена в виде полого цилиндра с наружным буртиком и уплотнением 20 в верхней части. Замкнутая полость 21, образованная буртиком камеры, стенками цилиндра или стани1-1ы 9 и крышкой 22, соединена попеременно через гидрораспределитель с насосом и со сливом (не показаны). Направляющие колонки 14, закрепленные в промежуточной плите 7., подвижно соединены с направляюшр:ми втулками 15, закрепленными в стенках локальной камеры 6. С целью уменьшения потерь на трение в комбинированном шарнире, устpoйcтвtз мoжeт самоустанавливаться на гидравлической подушке (фиг. 2). При этом сферическая опора 17 помещена на полом цилиндре 23, верхний торец которого эквидистантно повторяет профиль сферической опоры, а нижний находится в контакте с упругим элементом, например, пружиной 24. Внутренняя полость 25 цилиндра соединена гибким трубопроводом 26 с локальной камерой 6 и заполнена жидкостью. Т1олый.,дилиндр 23 подвижно установлен, «а Ьпорном цилиндре 27, которьй закреплен на столе 16 станка, Устройство работает следуюшлм образом. Обрабатываемая деталь 10 базируется и закрепляется на базовой плите 11, сверху детали помещается промежуточная плита 7 и обе плиты соединяются направляющими колонками 12, Деталь 10, зажатая между плитами 7 и 11, устанавливается на сферическую опору 17 комбинированного шарнира Находясь в положении неустойчивого равновесия до начала размерной обработки, весь пакет может опираться на одну из ограничительных подставок 19. После этого механизмом рабочей подачи ЭЙ (не показан), опускается электрододержатель 1 вместе с опира щейся на него ло- калькой камерой 6, Направляющие колонки 14, закрепленные в промежуточной плите 7, входят в направляющие втулки 15,, закрепленные в электрододержателе 1. Локальная камера 6, направляемая по электрододержателю, прижимается пружиной 8 к промежуточной плите 7 и с помощью уплотнений 20 герметизирует зону обработки. При этом обрабатываемая деталь 10 вместе с плитами 7 и 11 самоустанавливаётся по электрододержателю 1 посредством комбинированного шарнира, пово рачиваясь в вертикальной плоскости на необходимый угол с помощью сферической опоры 17 и перемещаясь относительно стола 16 станка в горизонтальной плоскости с помощью упорного шарикоподщипника 18. . При любой неточности в направлении движения щпинделя обрабатываемая деталь соответственно поворачивается и перемещается относительно стола станка, оставаясь правильно сорйенти рованной относительно электрода-инструмента. Когда процесс обработки завершен, механизм рабочей подачи электрода-инстру1 1ента поднимает ввер электрододержатель 1, которьш упираясь в локальную камеру 6 отводит ее от промежуточной плиты 7, сжимая пружину 8, При этом направляющие ко. лонки 14 выходят из втулок 15, и пакет, состоящий из плит 7 и 11, соединенных колонками 12, может быть снят со станка для установки новой детали 10-. Во втором варианте устройства локальная камера 6 перед началом обработки опускается вниз до соприкосновения с промежуточной плитой 7 под действием сжатой пружины В при соединении замкнутой полости 21 под бур тиком через гидрораспределитель (не показан) со сливом. При опускании камеры направляющие колонки 14 входя во втулки 15, Камера 6 направляется по электрододержателю 1 Через направляющие колонки 14 и 12 весь паке плит 7 и 11 с обрабатываемой деталью 10 устанавливается на комбинированном шарнире строго перпендикулярно к направлению движения щпинделя. При любых погрещностях в перемещении шпинделя пакет плит с деталью свобод но самоустанавливается в новое положение, перпендикулярное оси щпинделя. Такая конструкция устройства позволяет скомпенсировать неточности в изготовлении станка или зазоры в направляющих вследствие их- износа и добиться точности позиционирования обрабатываемой детали относительно ЭЙ, После окончания процесса размерной обработки отключается источник тока и прекращается ,ттодача рабочей жидкости. Замкнутая полость 21 под фланцем камеры соединяется через пидрораспределитель с насосом. При повьщгении давления в замкнутой полости 2-1 камера 6 поднимается, сжимая пружину 8. Пакет плит снимается со стола станка для смены обрабатываемой детали. При перемещении сферической опоры относительно подпятника, несмотря на высокое качество обработки, возникают силы трения, которые воспринимаются направляюш ми колонками. Это приводит к их деформации, перекосу относительно направляющих втулок и быстрому износу, В случае установки сферической опоры на полом цилиндре перед началом обработки весь пакет плит 7 и 11 с обрабатываемой деталью 10 опирается на ограничительные подставки 19, образующие герметично замкнутый контур вокруг щарнирного устройства При этом полый цилиндр 23 прижат своим верхним торцом к сферической опоре 17 с помощью пружины 24, После включения подачи рабочей жидкости она из герметичной камеры 6 по гибкому трубопроводу 26 поступает в полость 25, давление в которой возрастает до тех пор, пока сила, действующая снизу, не становится равной силе, действующей сверху и равной сумме усилия прижатия камеры 6 пружиной 8, силы давления рабочей жидкости в камере, направленной вниз, и веса камеры, плит, детали, сферической опоры. При этом пакет плит 7 и 11 с деталью 10 приподнимается вверх на доли миллиметра и оказьгоается установленным на гидравлической подушке. Избыточная жидкость из полости 25 сливается через образовавшийся зазор между верхним торЦом цилиндра 23 и сферической опорой 17 в замкнутый контур, образованный ограничительными подставками 19, Из этого контура жидкость отводится в дренажный бак не показан) и затем возвращается в систему подачи рабочей жидкости. Благодаря наличию слоя жидкости между сферической опорой I7 и полым цилиндром 23 сила трения в таком жидкостном шарнире зависит только от вязкости жидкости и практически равна нулю.
При возрастании давления рабочей жидкости в герметичной камере 6 пакет плит с деталью опускается вниз, гидравлргческий зазор между опорой 17 и цилиндром 23 уменьшается, что приводит к уменьшению количества рабочей жидкости, отводимого из полости 25, и возрастанию ее давления,
///////////////////А
фиг.2
уравновеп1ивающего увеличение давления сверху. И наоборот, уменьшение давления рабочей жидкости в герметичной камере приводит к- подъему пакета
плит, увеличению гидравлического зазора и количества отводимой жидкости, вследствие чего давление в полости 25 также падает. Таким образом, происходит саморегулирование давления
рабочей жидкости сверху в локальной герметичной камере 6 и снизу в полости 25, а пакет плит с обрабатываемой деталью постоянно плавает на гидравлической подушке до окончания
процесса размерной обработки.
19 76

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |
| Устройство для электрохимической обработки | 1988 |
|
SU1646732A1 |
| Станок для электрохимической обработки | 1976 |
|
SU707749A1 |
| Механизм фиксации поворотной крышки герметизированной камеры | 1984 |
|
SU1289638A1 |
| Станок для электроэрозионной обработки криволинейных каналов | 1972 |
|
SU506480A1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| Устройство для обработки деталей типа гильз цилиндров | 1983 |
|
SU1122441A2 |
УСТРОЙСТВО ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРИЧЕСКОЙ ОБРАБОТКИ, содержащее станину и стол, на котором установлена базовая плита с направляющими элеентами, локальную герметичную камеру, соединенную с упругим элементом, помещенн.ым между станиной и камерой, внутри которой подвижно установлен электрододержатель, отличающееся тем, что, с целью повышения точности обработки, на торце камеры установлена промежуточная плита, которая подвижно, посредством направляющих элементов соединена с базовой плитой, причем между ней и столом установлен опорный узел, обеспечивающий перемещение базовой плиты относительно плоскости стола и поворот относительно оси, перпендикулярной этой плоскости.
| Артамонов Б.А | |||
| и др | |||
| Размерная электрическая обработка металлов | |||
| Под ред, А.В.Глазкова - М., 1978, с | |||
| Поршень для воздушных тормозов с сжатым воздухом | 1921 |
|
SU188A1 |
| . | |||
