Изобретение относится к устройст вам для контактной стыковой сварки и может быть использовано при электросварке рельсовых стьжов с послеДУ ющей обработкой сварного пгоа.
Известны сварочные машины, используемые для сварки рельсов, обеспечи ваищие стыковку рельсов, их сварку и обработку сварного шва в горячем состоянии.
Однако такие устройства ха.ракте ризуются тем, что необходимо выполнять профипышй нож с зазором относительно свариваемых рельсов, выравниваемых по одной рабочей стороне. Для обеспечения прохождения режущего инструмента по стыковому соединению, предполагает очистку грата со значительным припуском, т.е. малую чистоту обработки сварного шва. Очистку шва можно вести только после значительного его остывания, что ухудааает качество шва. Это определяется тем, что гидропровод режущего инстjpj MeHTa установлен на несущей конструк1щи подвижного зажима и при срезании грата возникает значительная сиЛ9 действующая на разрыв в месте сварки. Кроме того, расположение между швом и режущим инструментом контактного электрода также замедляет обработку шва : требуется предварительно удалить контактный электрод от рельса на величину, иеобкодимую для ирохозеде1шя режущего инструмента и ориентирукяцей его рамочной опоры. Выполнение прсфильного режущего инструмента замкнутым по периметру, кроме необходимости зазора, приводит также к вбзможиости его закли нивания во время срезания грата.
Целые изобретения является разработка устройства для стыковой сварки, позволяющего вести обработку сварного шва непосредственно после сварки, что значительно повышает качество сварного шва.
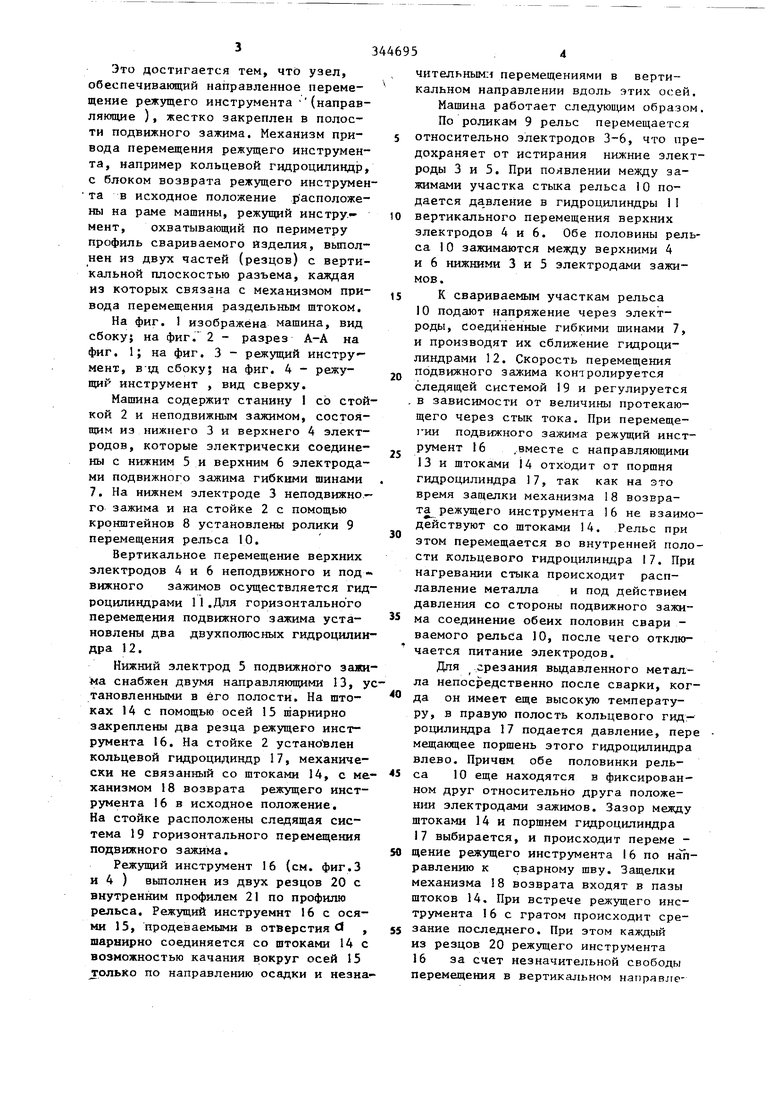
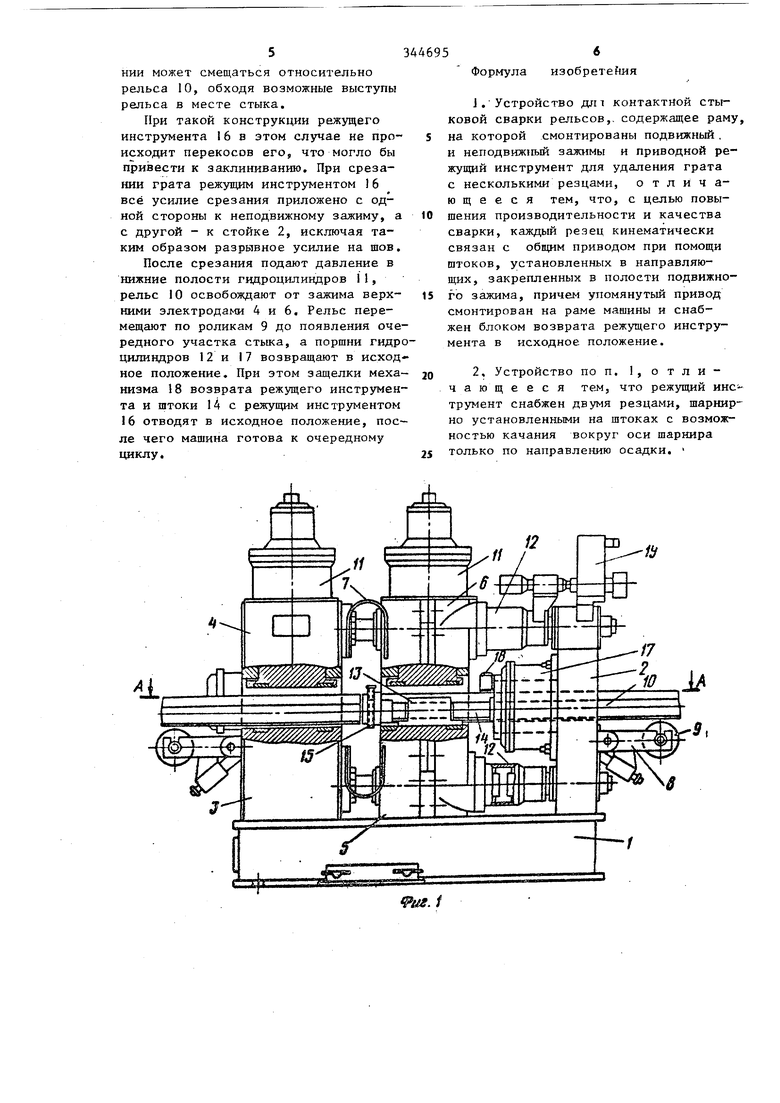
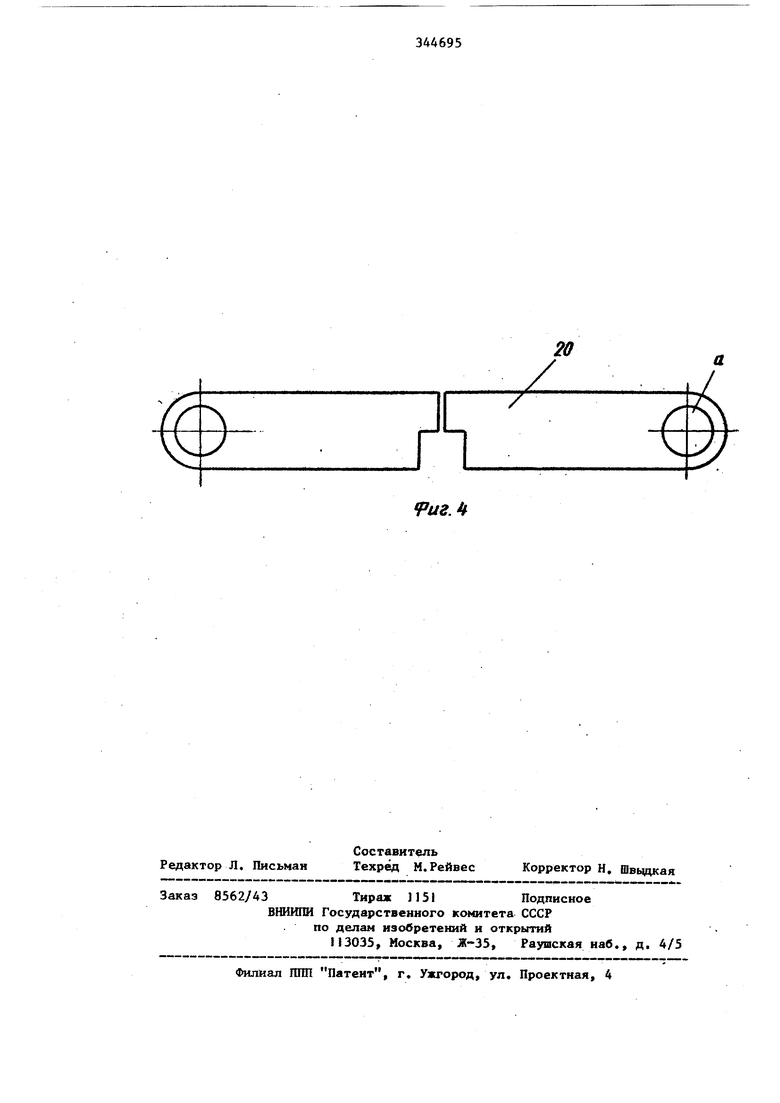
Это достигается тем, что узел, беспечивающий направленное переме- ение режущего инструмента (направяющие ), жестко закреплен в полости подвижного зажима. Механизм привода перемещения режущего инструмента, например кольцевой гидроцилиндр, с блоком возврата режущего инструмента в исходное положение расположены на раме машины, режущий инструмент, охватывающий по периметру профиль свариваемого изделия, вьтолнен из двух частей (резцов) с вертикальной плоскостью разъема, каждая из которых связана с механизмом привода перемещения раздельным штоком. На фиг. 1 изображена машина, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - режущий инструмент, в-щ сбоку; на фиг. 4 - режущий инструмент , вид сверху.
Машина содержит станину I со стойкой 2 и неподвижным зажимом, состоящим из нижнего 3 и верхнего 4 электродов, которые электрически соединены с нижним 5 и верхним 6 электродами подвижного зажима гибкими шинами 7. На нижнем электроде 3 неподвижно.- го зажима и на стойке 2 с помощью кронштейнов 8 установлены ролики 9 перемещения рельса 10.
Вертикальное перемещение верхних электродов 4 и 6 неподвижного и подвижного зажимов осуществляется гидроцилиндрами 11.Для горизонтального перемещения подвижного зажима установлены два двухполюсных гидроцилиндра 12.
Нижний электрод 5 подвижного зажима снабжен двумя направляющими 13, установленными в его полости. На штоках 14 с помощью осей 15 шарнирно закреплены два резца режущего инструмента 16. На стойке 2 установлен кольцевой гидроцидиндр 17, механически не связанный со штоками 14, с механизмом 18 возврата режущего инструмента 16 в исходное положение. На стойке расположены следящая система 19 горизонтального перемещения подвижного зажима.
Режущий инструмент 16 (см. фиг.З и 4 ) вьшолнен из двух резцов 20 с внутренним профилем 21 по профилю рельса. Режущий инструемнт 16 с осями 15, продеваемыми в отверстия d , шарыирно соединяется со штоками 14 с возможностью качания вокруг осей 15 только по направлению осадки и незначительными перемещениями в вертикальном направлении вдоль этих осей. Машина работает следуюиц1м образом, По роликам 9 рельс перемещается
относительно электродов 3-6, что предохраняет от истирания нижние электроды 3 и 5. При появлении между зажимами участка стыка рельса 10 подается давление в гидроцилиндры 1I
вертикального перемещения верхних
электродов 4 и 6. Обе половины рельса 10 зажимаются между верхними 4 и 6 нижними 3 и 5 электродами зажимов.
К свариваемым участкам рельса 10 подают напряжение через электроды, соединенные гибкими шинами 7, и производят их сближение гидроцилиндрами 12. Скорость перемещения
ПОДВИЖНОГО зажима контролируется
следящей системой 19 и регулируется . в зависимости от величины протекающего через стык тока. При перемещегии подвижного зажима режущий инструмент 16 .вместе с направляющими 13 и штоками 14 отходит от поршня гидроцилиндра 17, так как на это время защелки механизма 18 возврата режущего инструмента 16 не взаимодействуют со штоками 14. Рельс при этом перемещается во внутренней полости кольцевого гидроцилиндра 17. При нагревании стыка происходит расплавление металла и под действием давления со стороны подвижного зажима соединение обеих половин свари ваемого рельеа 10, после чего отключается питание электродов.
Для срезания выдавленного метал.ла непосредственно после сварки, когда он имеет еще высокую температуру, в правую полость кольцевого гид- роцилиндра 17 подается давление, пере мещающее поршень этого гидроцилиндра влево. Причем обе половинки рельса 10 еще находятся в фиксированном друг относительно друга положении электродами зажимов. Зазор между штоками 14 и поршнем гидроцилиндра 17 выбирается, и происходит переме 0 щение режущего инструмента I6 по направлению к сварному шву. Защелки механизма 18 возврата входят в пазы штоков 14. При встрече режущего инструмента 16 с гратом происходит срезание последнего. При этом каждый из резцов 20 режущего инструмента 16 за счет незначительной свободы перемещения в вертикальном HanpaBjreНИИ может смещаться относительно рельса 10, обходя возможные выступы рельса в месте стыка.
При такой конструкции режущего инструмента 16 в этом случае не происходит перекосов его, что могло бы привести к заклиниванию. При срезании грата режущим инструментом 16 всё усилие срезания приложено с одной стороны к неподвижному зажиму, а с другой - к стойке 2, исключая таким образом разрывное усилие на шов.
После срезания подают давление в нижние полости гидроцилиндров 1}, рельс 10 освобождают от зажима верхними электродами 4 и 6. Рельс перемещают по роликам 9 до появления очередного участка стыка, а поршни гидроцилиндров 12 и 17 возвращают в исходное положение. При этом защелки механизма J8 возврата режущего инстрз мента и штоки 14 с режущим инструментом 16 отводят в исходное положение, после чего машина готова к очередному циклу.
Формула изобретения
J,Устройство дл1 контактной стыковой сварки рельсов,, содержащее раму на которой смонтированы подвижный , и неподвижный зажимы и приводной режущий инструмент для удаления грата с несколькими резцами, отличающееся тем, что, с целью повышения производительности и качества сварки, каждый резец кинематически связан с общим приводом при помощи штоков, установленных в направляющих, закрепленных в полости подвижного зажима, причем упомянутый привод смонтирован на раме машины и снабжен блоком возврата режущего инструмента в исходное положение.
2, Устройство по п. 1, о т л и чающееся , что режущий инструмент снабжен двумя резцами, шарнирно установленными на штоках с возможностью качания вокруг оси шарнира только по направлению осадки.
t/г. 1 У ff S ч
ф1/г 2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки полос | 1977 |
|
SU698738A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2020 |
|
RU2748185C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2006 |
|
RU2321478C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2023 |
|
RU2816466C1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2765959C1 |
TV
- - --/ I
20 21
Чиг.З
20
/
