Известны вертикальные токарные одношпиндельные полуавтоматы с числовым программным управлением с двумя управляемыми по программе суппортами, несущими револьверные головкп. Однако при обработке детали в патроне невозможна их одновременная работа, так как при выходе одной из головок на обработку центральных поверхностей она полностью занимает место над деталью и не дает возможности подхода второй головки.
Предложенный токарный полуавто.мат отличается из известного тем, что револьверные головки снабжены крепежными элементами, например призмами, установленными таким образом, что в любой четверти каждой из головок на их пересекающихся боковых гранях расположены два элемента, несущие державки инструмента, причем на вертикальных гранях головки закреплены державки инструмента для обработки внутренних и торцовых поверхностей, а на горизонтальных гранях - для наружных „ поверхностей.
Станок отличается от известного также тем, что механизм зажима головки выполнен в виде гидроцилиндра, служащего одновременно золотником управления для гидроцилиндра поворота головки, для чего на наружной поверхности поршня гидроцилиндра зажима выполнены кольцевые проточки, соединяющие источник давления поочередно с полостями
гпдроцнлпндра поворота н ооеспечивающие слив масла из полостей гидроцилиндра поворота благодаря наличию зазора по периметру поршня гидроцилимдра зажима.
Такое выполнение вертикального токарпого полуавтомата позволяет создать возможность одновремепно работы двух с пнортов п уменьшить величины холостых ходов при переходе от обработки детали одипм видом инструменга к др)тому, а также обеснечнвает возможность установки па двух сунпортах двух таких головок, которые могут нести одновременно восемь инструментов, что достаточно для токарной обработки 80-90% деталей патронного типа.
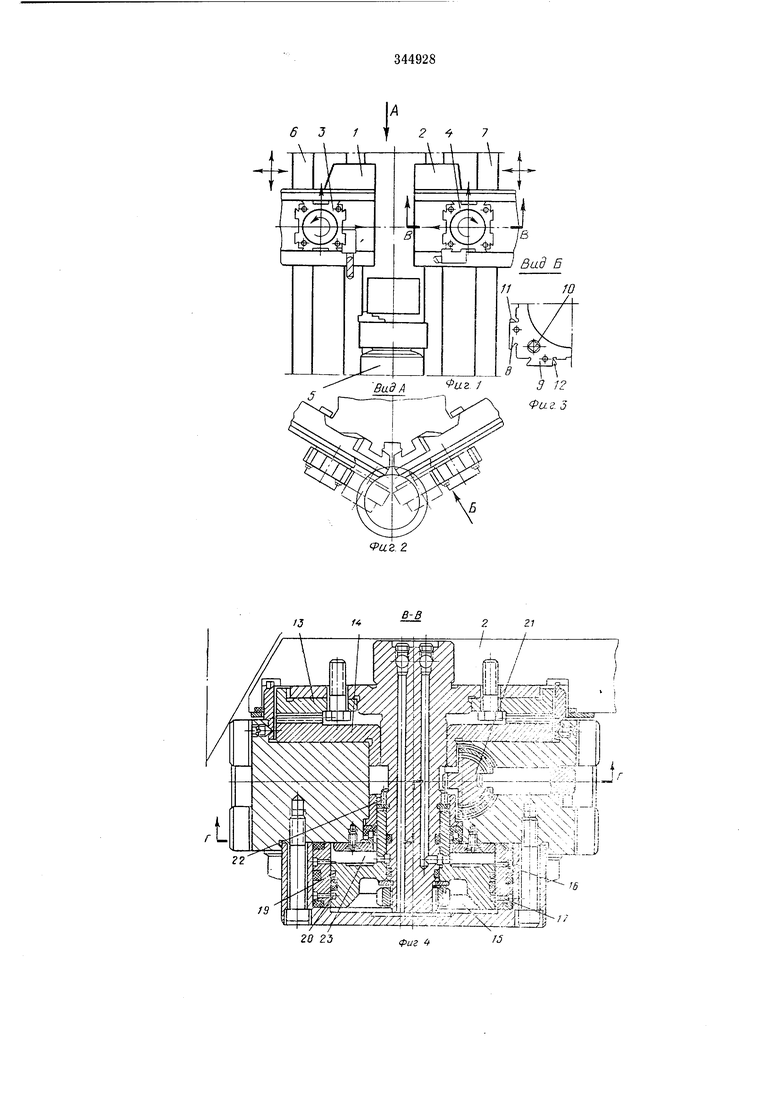
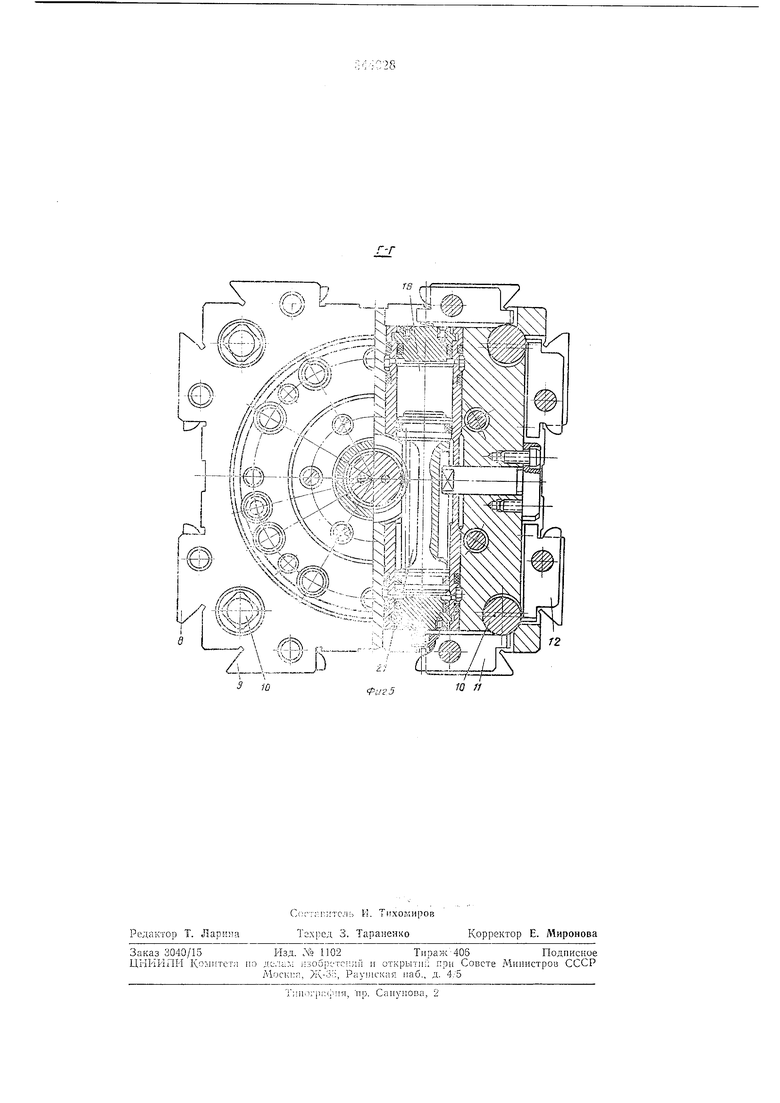
На фпг. 1 изобралчен предлагаемый станок, вид спереди (суппорты условно развернуты); на фиг. 2 - то же, вид но стрелке Л; на фиг. 3-1/4 часть револьверной головки с горизонтально и вертикально расположенными илоскостями креплснпя инструмента для расточных и обточных работ (вид Б): на фиг. 4 - револьверная головка с разрезом по цилиндру зажима .(разрез В-В на фпг. 1); на фиг.. 5 -револьверная головка, разрез по Г-Г цилпндра поворота. расположены параллельно оси шпинделя, и плоскости их развернуты под углом к задней стенке (см. фиг. 2). На каждой четырехпозиционной револьверной головке, в любой позиции (см. фиг. 3), представляющей собой чет- 5 верть револьверной головки, предусмотрены вертикально и горизонтально расположенные призмы 8 и 9, Для закрепления в них инструментальных державок на вертикальной либо на горизонтальной плоскости револьверной ю головки предназначены один эксцентриковый зажим 10 и рычаги 11, 12. Всего предусмотрено восемь призм для крепления любых четырех державок с инструментом для обточных или расточных работ. Фиксация револьверной головки в любой из позиций производится при ПОМОШ.И плоских делительных колес 13, 14 усилиями прижимного цилиндра 15 (см. фиг. 4). В рубашке цилиндра имеется ряд отверстий 16, 17, соеди- 20 пенных с полостями цилиндра поворота 18 (см. фиг. 5). На поршне цилиндра зажима револьверной головки имеются две кольцевые проточки 19, 20. Поршень 21 цилиндра поворота 18 несет на себе рейку, которая при раз- 25 жиме и расфиксации револьверной головки входит в зацепление с неподвижно закрепленной шестерней 22. Описываемый станок работает следующим образом.30 Крестовые суппорты 1 и 2, несущие четырехнозиционные револьверные головки 5 и 4, могут перемеш,аться по программе по двум координатам ,в любой последовательности, что дает возможность получать два рабочих35 либо вспомогательных движения в любом сочетании, на одном или на разных суппортах. В каждой четверти револьверной головки предусмотрены две крепежные призмы 5 и Я на которых поворотом эксцентрикового зажи- о ма 10 через рычаги 11 либо 12 зажимаются на одной из призм державки с режущими инструментами. На призме 5 и ей соответствующих крепятся державки, несущие инструменты для обработки внутренних и торцовых поверхностей, а на призме 9 и ей соответствующих - державки, несущие инструменты для обработки наружных поверхностей. Такое расположение мест крепления державок с режущим инстру- Q ментом дает возможность одновременной работы суппортов станка и работы суппортов в любой последовательности. Револьверные головки прижаты к суппортам цилиндром зажима 15 давлением масла, поступающего в нолость 23, и зафиксированы с помощью пары делительных дисков (плоские делительные колеса с круговым зубом), одно из которых 13 закреплено на суппорте, а другое 14 - на поворотной револьверной головке. Поршень- рейка 21 при этом выходит из зацепления с неподвижно закрепленной на суппорте валшестерней 22. Масло из полости зажима 23 по открывшимся отверстиям 16 поступает в 15 полость цилиндра поворота 18 и отводит поршень-рейку 21 в исходное положение (см. фиг. 5). Масло из противоположной полости цилиндра поворота, соединенной с отверстиями 17, сливается за счет зазора по периметру поршня зажима в полость 15. По окончании работы одной из позиций суппорт отходит в исходное положение. Масло поступает в полость разжима. Происходит разжим и расфиксация револьверной головки, Револьверная головка отходит вместе с цилиндром зажима и поворотной поршень-рейкой до упора в торец поршня зажима, закрепленного на неподвижной шестерне 22. При этом поршень-рейка 21 цилиндра поворота входит в зацепление с шестерней 22. Поступаюшее в полость масло по открывшимся отверстиям 17 поступает в полость цилиндра поворота, и происходит поворот револьверной головки .путем обкатывания поршня-рейки 21 вокруг неподвижной шестерни 22. Масло из противоположной полости цилиндра поворота, соединенной с отверстиями 16, сливается за счет зазоров по периметру кольцевой проточки 19 в полость 23, соединенную в данный момент со сливной магистралью, По окончании поворота производится снова зажим и фиксация револьверной головки и возврат в исходное положение вышедшей из зацепления с шестерней 22 поршень-рейки 21. Предмет изобретения 1. Токарный одношпиндельный полуавтомат, имеющий два крестовых суппорта, несущих четырехпозиционные револьверные головки с механизмами их поворота и зажима, отличающийся тем, что, с целью обеспечения возможности одновременной работы обоих суппортов и уменьшения величины их холостых ходов, револьверные головки снабжены крепежными элементами, например призмами, установленными таким образом, что в любой четверти каждой из головок, на их пересекающихся боковых гранях, расположены два элемента, несущие державки инструмента, причем на вертикальных гранях головки закреплены державки инструмента для обработки внутренних и торцовых поверхностей, а на горизонтальных гранях - для наружных поверхностей. 2. Полуавтомат по п. 1, отличающийся тем, что, с целью повышения синхронности работы револьверных головок и уменьшения их габаритов, механизм зажима головки выполнен в виде гидроцилиндра, служащего одновременно золотником управления для гидроцилиндра поворота головки, для чего на наружной поверхности поршня гидроцилиндра зажима выполнены кольцевые проточки, соединяющие источник давления поочередно с полостями гидроцилиндра поворота и обеспечивающие слив масла из полостей гидроцилиндра поворота благодаря наличию зазора по периметру поршня гидроцилиндра зажима.
6 J
1 2 7
Фаг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| СУППОРТ ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА | 1973 |
|
SU406646A1 |
| Револьверный суппорт токарного автомата с числовым программным управлением | 1979 |
|
SU864687A1 |
| СУППОРТ ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА | 1973 |
|
SU405646A1 |
| Токарный одношпиндельный полуавтомат | 1974 |
|
SU563223A2 |
| Револьверная головка токарного автомата | 1975 |
|
SU601084A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Гидравлическая револьверная головка | 1972 |
|
SU476094A1 |
| Револьверная головка | 1981 |
|
SU1014670A1 |
| СУППОРТ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 1973 |
|
SU368729A1 |
| Токарный вертикальный станок с ЧПУ и устройством автоматической смены инструмента | 1988 |
|
SU1636180A1 |
IS
,:± ЩЩ 3zz24 2:2,
/ 7 20 23
B-B
/(5
S фиг
-ЩЯ
Ji,i ::j:rzi
, f-r-- -- .iS- -i: / : ;F
Г2
Ю //
