Изобретение относится к станкостроению и может найти применение в металлорежущих станках, в частности токарных вертикальных одно- и двухшпиндельных полуавтоматах, оснащенных устройствами автоматической смены инструментов, как вращающихся, так и невращающихся (токарных).
изобрегг-ния - повышение производительности путем сокращения вспомогательного времени на смену инструментов.
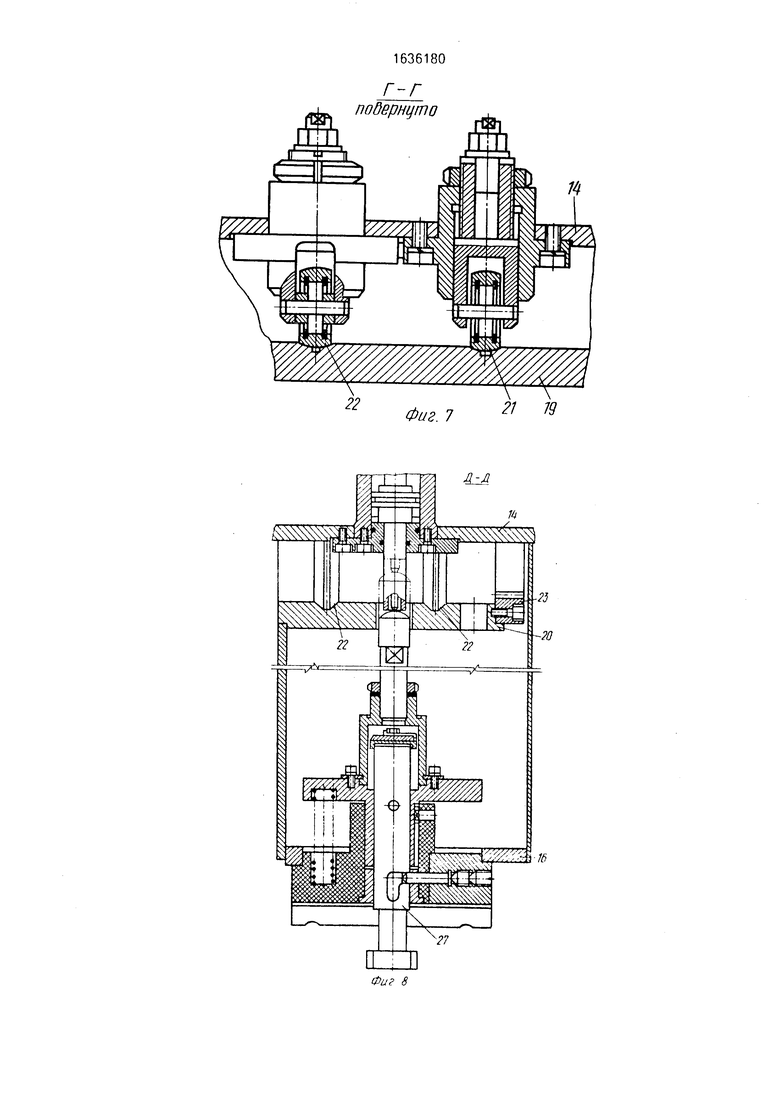
На фиг. 1 изображен станок, вид спереди (без ограждения); на фиг. 2 то же, вид сбоку (без ограждения); на фиг 3 - вид сбоку, магазин; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - вид Б на фиг. 3, на фиг. 6 - разрез В-В нз фиг 4; на фиг. 7 - разрез Г Г на фиг 4;
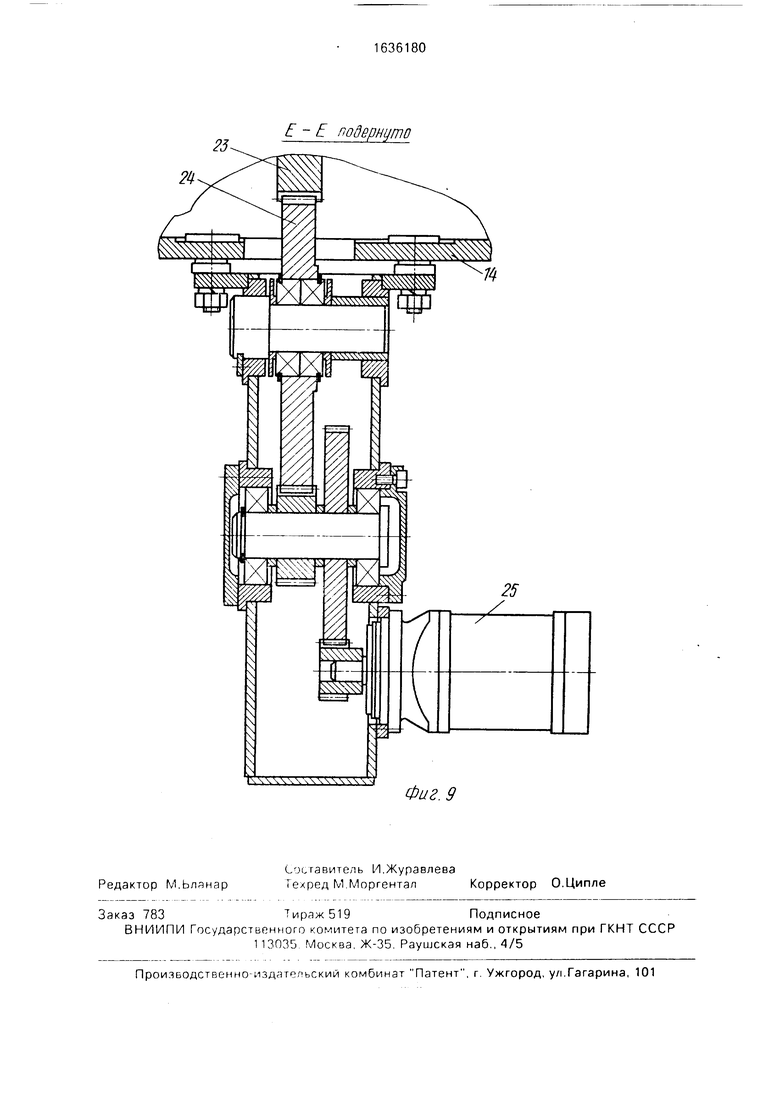
на фиг 8 - разрез D-D на фиг. 5, на фиг. 9 - разрез Е-Е на фиг. 5
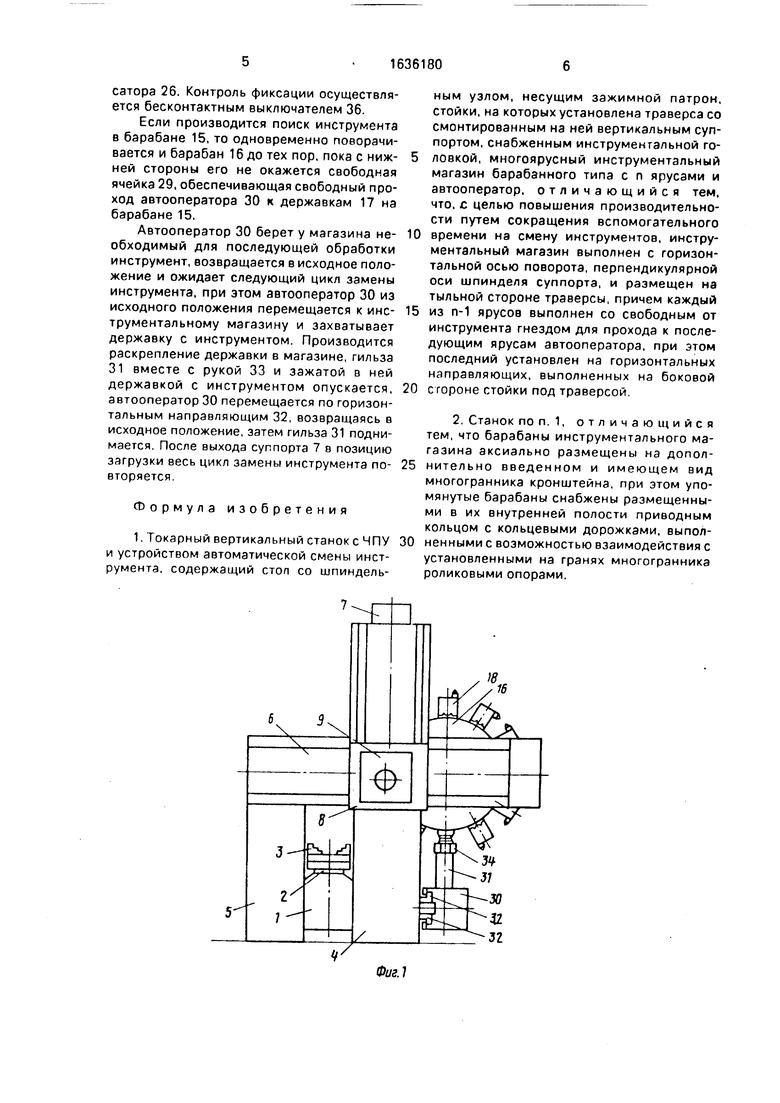
Токарный вертикальный, например, од- ношпиндельный полуавтомат содержит стол 1 со атиндельным узлом 2, несущим зажимной патрон 3, стойки 4 и 5, на которых установлена траверса 6 со смонтированным на ней суппортом 7, несущим вертикально перемещающуюся каретку 8 и имеющим возможность горизонтального перемещения по направляющим траверсы 6 Каретка 8 несет инструментальную головку 9. имеющую возможность установки в ней державок с вращающимся инструментом 10 и державок токаоного инструмента 11. На задней стороне траверсы б размещен многоярусный в частности двухярусный, инстО OJ
с
00
о
руменгальный магазин 12, содержащий несущий кронштейн 13, при реппепный фланцем к траверсе 6 и снабженный восьмигранником 14, вытянутым в горизонтальном направлении На восьмиграннике 14 кронштейна 13 аксиально размещены составляющие ярусы магазина, в частности два барабана 15 и 16, предназначенные соответственно для державок 17 с вращаю щимся инструментом 10 и державок 18 с токарным инструментом 11
Барабан 15 имеет 94 позиции а барабан 16 имеет 12 позиции Указанные барабаны 15 и 16 снабжены размещенными в их внутренней полости кольцами 19 и 20, юторые опираются на восьмигранник 14 с помощью укрепленных на граня посл(,п,нею ролико вых опор 21, имеющих оозмох-носи пмди- эльного смещения с целью регулирования ц взаимодействующих с кольцзми 19 и 20 по средст вом выполнент г/ пзн ; гри КОЛЬЦРПЫХ доргхрк 22 качения in кзлец 19 и 20 имеет две пары указанны к дорожек 22 и снабжено внутренним з Ьчатым венцом 23 взаимодс ютвующим с пмходным зубчатым элементом 24 автономного приалда /5 по ворота каждою из колг-ц 19 и 20.
Указанные приводы 21 размещены во внутренней полости i со мпт рлнника 14 несущего кронштейн 1 3 где жже спон тирооаны гидрофикг i оры 26 положения барабанов 1о и 1G norj i попорсмэ м/ и м ханизм. 27 и 28 за . ) токарного и гвер лильно фрезерною ,и н-ументов Ьараб,- ч 16 расположенным б/ 1 Р фаырсеВ рме
РТ ОДНУ С В 1 ОДНуЮ ОТ . 1C I ру 1РЧ Я Г10 НЧ1ИЮ
29 для огЛггпрчрцчч мости вчаиго действия тоопергки; 30 с державками 17 с вращающимся и и TJ, n нюг 10 г бараба не 15
Автоопсратор 30 ьыпош ен n виде вер тикально-поцвижнои понорошли гипьзы 31 и уопноял н на гори ни, направля ющих 32 ныполнгпы i -я fi u ,юи стороне стоики 4 ппц траверс и i LOIMO нос ib по ним nepef f i т лмн ратор г снаб ксн гюпорптном } ч Т г зах плг-ч- 34 Последние предч к ны для i ния как дер/капок 1C г i трпш1 шсгг.ген том 18 так и , ррп 1ающимс - инструментом
Стано работает L 1еду ощ1,- об i м Для псг онччтиh0 1 ПГР l мента в инстр менпг1 ivo lOfip 9 (пли для смени инструг/е ai i mpi 7 BI ходи с позицию загру тки г i ог и r t ру- сн пль HOIO миал на игь го:1 in руни 3J оператора 30 и ось ц f -anni- ir puni мо о инструмента допя ны I- M в одной ппо скости В зтг; ь 1 m мп
державка инструмента должна находиться на нижней грани инструментальной головки, а ось ее - вертикальна Автооператор 30 из исходного положения перемещается к
сумматору 7 и захватывает заменяемый инструмент Производится раскоепление последнего в головке 9 Гильза 31 опускает руку 33 с зажимным инструментом, производная ее поворот на 180° и подъем гильзы
0 31 При этом подготовленный для замены инструмент прижимается к базирующим по- верхно тям головки 9 Захват 34 автооператора 30 освобождает установленный инструмент и автооператор 30 перемещает5 ся в исходное положение Суппорт 7 уходит к патрону 2 для обработки детали
Автоопертор 30 устанавливает отработавший инггр,мрмг е, соответствую ш/чояруп ма ппчд гпри этом опускается
0 гильза 31 вместе L рукой 33 и та /атым в ней отраОочнршим инструментом Автооператор 30 перемешается к r/ni , чину по горпзон- ТсЫ1 ным ,Т)Ляющиг1 Т2 к Ырэбану 1G или ОсфаЬану 1Г r f f свободную ячейку 9
г. Г)г)т )й, t 1 G) Р зависимое ги от тл о токар- нпиили 1 ,)пи1ьно (J)|j(Jiepiibui инструмент г тт вше 31 поднимается и инструмент при i nvjorcfl к бн рующимпо- s jpxnociqM магазин т
0Прп,пвод/гсч -пкррпчеш/е инструментт в мр1азине г ч ччощ ю ро смещенного во внутренней пппигтиросьмигртчник 14 ме хачизма зажима 2 1 или 28 деря явок Захват 3 ая оиператоро 30 освобождает установлен HI in п м м пн/:т)умрнт и г. ом я нут ы и dmnoncpr Toi 30 перемещаясь по горизон таги ним нлпрпчляюидип 32 устанавливает гчв исходное положение
Дапее происходит поиск с/юдующего
0 необходимого инсфумента с помощью известною устройства кодирования fue показано) барабан 5 (или 16) соединенный жестко с кольцог/i 19 (или 20) с помощью гидрофиксаторя 26 рг сфик1 ируетсч Контгл рлл1, р(т фштации осущеггпл ются бескон ктным пыктючятьлем 35 Затем подается кпчандч н поворот барабан 15 (или 16) гключ..ется гидродвигагель механизма при- гпгпт 25 поворота и через двухступенчатый
0 редуктор вращение передается на выходной зуб ЗГГМРНТ 24 и дапе на внутренний з,б|гпьи венец 23 ютьцл 19 (или 20) которое тчинает поворачиваться при этом его кол( цевые доро и 22 обкатываются по
5 роликам опор 21 Ррашение бяпабзна 15 (или 16) происходи до тех пор пока задан- н1 ii инс трумент не приблизился к плоскости лруэк 1 При СП-падении гидрофик- кор 26 и м езлд барабана полохение ггс педн.мо фикс irs РТС ч што ом гидрофиксатора 26. Контроль фиксации осуществляется бесконтактным выключателем 36.
Если производится поиск инструмента в барабане 15, то одновременно поворачивается и барабан 16 до тех пор, пока с нижней стороны его не окажется свободная ячейка 29, обеспечивающая свободный проход автооператора 30 к державкам 17 на барабане 15.
Автооператор 30 берет у магазина необходимый для последующей обработки инструмент, возвращается в исходное положение и ожидает следующий цикл замены инструмента, при этом автооператор 30 из исходного положения перемещается к инструментальному магазину и захватывает державку с инструментом. Производится раскрепление державки в магазине, гильза 31 вместе с рукой 33 и зажатой в ней державкой с инструментом опускается, автооператор 30 перемещается по горизонтальным направляющим 32, возвращаясь в исходное положение, затем гильза 31 поднимается. После выхода суппорта 7 в позицию загрузки весь цикл замены инструмента повторяется.
Формула изобретения
1. Токарный вертикальный станок с ЧПУ и устройством автоматической смены инструмента, содержащий стол со шпиндельным узлом, несущим зажимной патрон, стойки, на которых установлена траверса со смонтированным на ней вертикальным суппортом, снабженным инструментальной головкой, многоярусный инструментальный магазин барабанного типа с п ярусами и автооператор, отличающийся тем, что, с целью повышения производительности путем сокращения вспомогательного
0 времени на смену инструментов, инструментальный магазин выполнен с горизонтальной осью поворота, перпендикулярной оси шпинделя суппорта, и размещен на тыльной стороне траверсы, причем каждый
5 из п-1 ярусов выполнен со свободным от инструмента гнездом для прохода к последующим ярусам автооператора, при этом последний установлен на горизонтальных направляющих, выполненных на боковой
0 стороне стойки под траверсой.
2. Станок по п. 1, отличающийся тем, что барабаны инструментального магазина аксиально размещены на допол5 нительно введенном и имеющем вид многогранника кронштейна, при этом упомянутые барабаны снабжены размещенными в их внутренней полости приводным кольцом с кольцевыми дорожками, выпол0 ненными с возможностью взаимодействия с установленными на гранях многогранника роликовыми опорами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок с устройством для автоматической смены инструментов | 1986 |
|
SU1431913A1 |
| Токарный станок с устройством для автоматической смены инструмента | 1977 |
|
SU763066A1 |
| Многооперационный станок с устройством автоматической смены инструментов | 1986 |
|
SU1445901A1 |
| Устройство для автоматической смены инструмента | 1974 |
|
SU500009A1 |
| ТОКАРНЫЙ ОДНОШПИНДЕЛЫ1ЫЙ ПОЛУАВТОМАТВСЕСОЮЗНАЯПАТ1НТКО-Т[ХНИ'!Е-НАЯБИБ.П'-'О • "'КЛ | 1972 |
|
SU344928A1 |
| Автооператор для смены инструментальных наладок | 1986 |
|
SU1426744A1 |
| Многоярусный инструментальныйМАгАзиН | 1979 |
|
SU841898A1 |
| Инструментальный магазин | 1986 |
|
SU1351737A1 |
| Продольный суппорт многошпиндельного автомата | 1980 |
|
SU921686A1 |
| Устройство для автоматической смены инструментов | 1979 |
|
SU872184A1 |




изобретение относится к станкостроению и может найти применение в металлорежущих станках, в частности в токарных вертикальных одно- и двухшпиндельных полуавтоматах, оснащенных устройствами автоматической смены инструментов, как t ращчющихся, так и невращающихся (токарных). Цель изобретения - повышение производительности путем сокращения вспомогательного времени на смену инструментов. Многоярусный инструментальный магазин барабанного типа смонтирован на имеющем вид многогранника несущем кронштейне, который прикреплен ча задней стороне траверсы станка, а автооператор установлен на горизонтальных направляющих, выполненных на боковой стороне стойки, Барабаны магазина аксиально размещены на несущем кронштейне и снабжены приводными кольцами с внутренним зубчатым венцом и кольцевыми дорожками, взаимодействующими с роликовыми опорами, имеющими возможность радиального смещения в целях регулировки и размещенными на гранях многогранника кронштейна. 1 з п ф-лы, 9 ил Ё
п .ю
15
12
Фиг. 2
Уэ
с
ее
1C
го
1C
СО
ч;
ГО
/
Вид А
24
Фиг 4
Mb
Фиг 5
В-В повернуто
Фиг. 6
15
Ы
1ГЪ
61 Я
L гпф
ы
гг
oujhHdaQou J-J
0819С91
Е - Е подернуто
24
Фиг. 9
| Способ фотографической записи звуковых колебаний | 1922 |
|
SU400A1 |
